You might also like
- TALAT Lecture 2102.02: An Upper Casing For An Automobile Steering Column, Special Study: Impact ExtrusionDocument15 pagesTALAT Lecture 2102.02: An Upper Casing For An Automobile Steering Column, Special Study: Impact ExtrusionCORE Materials100% (1)
- TALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalDocument10 pagesTALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalCORE MaterialsNo ratings yet
- Hard Chrome Plating PlantsDocument5 pagesHard Chrome Plating Plants19bt01019No ratings yet
- Reducing Aluminium Anodizing Costs with Solar HeatingDocument14 pagesReducing Aluminium Anodizing Costs with Solar Heatingaditya_welekarNo ratings yet
- TALAT Lecture 1204: Precipitation HardeningDocument47 pagesTALAT Lecture 1204: Precipitation HardeningCORE MaterialsNo ratings yet
- TALAT Lecture 2301: Design of Members Example 4.1: Bending Moment Resistance of Open Cross Section With Closed PartDocument7 pagesTALAT Lecture 2301: Design of Members Example 4.1: Bending Moment Resistance of Open Cross Section With Closed PartCORE MaterialsNo ratings yet
- ANODIZING (Autosaved)Document17 pagesANODIZING (Autosaved)Sonu JajamNo ratings yet
- Chromate Conversion Coatings and Their Current AppDocument5 pagesChromate Conversion Coatings and Their Current AppDeni HermawanNo ratings yet
- Anodize ProcessDocument42 pagesAnodize ProcessJigar GalaNo ratings yet
- Stainless Steel Flat ProductsDocument15 pagesStainless Steel Flat Productsstrip1No ratings yet
- TALAT Lecture 5105: Surface Treatment of AluminiumDocument15 pagesTALAT Lecture 5105: Surface Treatment of AluminiumCORE MaterialsNo ratings yet
- Overview - Aerospace Anodize Finishes - Products FinishingDocument20 pagesOverview - Aerospace Anodize Finishes - Products FinishingVu NguyenNo ratings yet
- Reduce The Cycle Time of Galvanizing by Applying Kaizen ApproachDocument5 pagesReduce The Cycle Time of Galvanizing by Applying Kaizen ApproachIJRASETPublicationsNo ratings yet
- Sheet Metal Forming ProcessesDocument51 pagesSheet Metal Forming ProcessesLeo Dev WinsNo ratings yet
- Asm Handbook Volume 2a - Aluminum Science and TechnologyDocument855 pagesAsm Handbook Volume 2a - Aluminum Science and TechnologymarvinznudNo ratings yet
- Sheet Metal WorkDocument29 pagesSheet Metal WorkSolcastic SoulNo ratings yet
- Electroplating Cost Calculation - RefDocument12 pagesElectroplating Cost Calculation - RefJitendra PatilNo ratings yet
- Industrial Training ReportDocument35 pagesIndustrial Training ReportsamarNo ratings yet
- Cqi 11v2 Special Process Plating System Assessment PDFDocument15 pagesCqi 11v2 Special Process Plating System Assessment PDFaadmaadmNo ratings yet
- Technical Info About Die CastingDocument5 pagesTechnical Info About Die CastingSanoj KumarNo ratings yet
- Casting DefectDocument5 pagesCasting DefectSaurabhNo ratings yet
- TALAT Lecture 2110.02: Product Information Structure, Business Concept and LCADocument13 pagesTALAT Lecture 2110.02: Product Information Structure, Business Concept and LCACORE MaterialsNo ratings yet
- Casting/Founding Process OverviewDocument24 pagesCasting/Founding Process OverviewRizuanul Arefin EmonNo ratings yet
- TALAT Lecture 3704: Deep DrawingDocument15 pagesTALAT Lecture 3704: Deep DrawingCORE MaterialsNo ratings yet
- APU Aluminum 0411Document8 pagesAPU Aluminum 0411roohollah13No ratings yet
- Annual Report 2017 of BSRM Steels LimitedDocument177 pagesAnnual Report 2017 of BSRM Steels LimitedZakaria SakibNo ratings yet
- Forging Process GuideDocument25 pagesForging Process GuideAdityasinh DesaiNo ratings yet
- Mandatory Documents and Records (Ref: ISO 9001:2008)Document4 pagesMandatory Documents and Records (Ref: ISO 9001:2008)Shashank ChhajerNo ratings yet
- Powder Metallurgy - Chapter 16Document43 pagesPowder Metallurgy - Chapter 16xharpreetxNo ratings yet
- Manual Mould and Tool SteelsDocument38 pagesManual Mould and Tool Steelsodhiles1No ratings yet
- TALAT Lecture 3505: Tools For Impact ExtrusionDocument10 pagesTALAT Lecture 3505: Tools For Impact ExtrusionCORE MaterialsNo ratings yet
- Hard Chrome 105 Plating ProcesDocument3 pagesHard Chrome 105 Plating ProcesKishora BhatNo ratings yet
- TALAT Lecture 1201: Introduction To Aluminium As An Engineering MaterialDocument22 pagesTALAT Lecture 1201: Introduction To Aluminium As An Engineering MaterialCORE MaterialsNo ratings yet
- Effect of Input Cutting Parameters on Geometric Runout ControlsDocument5 pagesEffect of Input Cutting Parameters on Geometric Runout ControlserwindNo ratings yet
- Electroplating Anodizing Metal PDFDocument53 pagesElectroplating Anodizing Metal PDFCrystian Kobee EmpeynadoNo ratings yet
- Heat Treatment Guide for Improving Metal PropertiesDocument44 pagesHeat Treatment Guide for Improving Metal PropertiesMelku AbebeNo ratings yet
- SECTION 08715 Door and Window Hardware Rev 0Document35 pagesSECTION 08715 Door and Window Hardware Rev 0Our SalahEddineNo ratings yet
- Annealing Normalizing QuenchingDocument22 pagesAnnealing Normalizing QuenchingManish GuptaNo ratings yet
- TALAT Lecture 2101.01: Understanding Aluminium As A MaterialDocument23 pagesTALAT Lecture 2101.01: Understanding Aluminium As A MaterialCORE MaterialsNo ratings yet
- Computer-Aided Casting Design and Simulation PDFDocument9 pagesComputer-Aided Casting Design and Simulation PDFmonish KrishnaNo ratings yet
- Why ISO 9001Document19 pagesWhy ISO 9001Arun K SharmaNo ratings yet
- Warpage in Casting - A ReviewDocument7 pagesWarpage in Casting - A Reviewlaukik_rautNo ratings yet
- TALAT Lecture 2104.01: Case Study On Glass RoofDocument21 pagesTALAT Lecture 2104.01: Case Study On Glass RoofCORE MaterialsNo ratings yet
- Technical Seminar For Galvanizers March 2012 Mike Ainsley - Update PDFDocument146 pagesTechnical Seminar For Galvanizers March 2012 Mike Ainsley - Update PDFTalal JameelNo ratings yet
- 1 Specification For Hot Dip Zinc Galvanization of Steel (Rolled & Fabricated) ScopeDocument8 pages1 Specification For Hot Dip Zinc Galvanization of Steel (Rolled & Fabricated) ScopeRajneesh KatochNo ratings yet
- Recovery of Metals From Aluminum Dross and Saltcake: J.Y. Hwang, X. Huang, and Z. XuDocument16 pagesRecovery of Metals From Aluminum Dross and Saltcake: J.Y. Hwang, X. Huang, and Z. XuSatyaranjan SahuNo ratings yet
- Question-Answer For Degree of GalvanizingDocument7 pagesQuestion-Answer For Degree of GalvanizingIFan SageNo ratings yet
- Lecture 16Document38 pagesLecture 16ThenarasumohanveluNo ratings yet
- ASE 02 FundamentalDocument62 pagesASE 02 FundamentalsriNo ratings yet
- Surface TreatmentDocument34 pagesSurface TreatmentnagarajNo ratings yet
- Metal Finishing Processes Best PracticesDocument44 pagesMetal Finishing Processes Best PracticesHoang TanNo ratings yet
- Poly Phenylene Oxide (PPO) : Corporate Training and PlanningDocument27 pagesPoly Phenylene Oxide (PPO) : Corporate Training and PlanningAkash YadavNo ratings yet
- Quality Control Circle (English)Document78 pagesQuality Control Circle (English)mesfinscribdNo ratings yet
- Manufactured Substances in IndustryDocument16 pagesManufactured Substances in IndustryAhda Sabila Yusuf100% (1)
- Rolling defects remedies pdfDocument2 pagesRolling defects remedies pdfUmit OsmanNo ratings yet
- Acid ZincDocument27 pagesAcid ZincHacı OsmanNo ratings yet
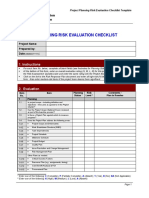
- Planning Risk Evaluation ChecklistDocument6 pagesPlanning Risk Evaluation ChecklistHussain ElarabiNo ratings yet
- TALAT Lecture 3501: Alloys and PropertiesDocument8 pagesTALAT Lecture 3501: Alloys and PropertiesCORE MaterialsNo ratings yet
- KTF - 8 - Hybridfügen Final PDFDocument67 pagesKTF - 8 - Hybridfügen Final PDFDanny NguyenNo ratings yet
- Unit-II (A) - Solid State WeldingDocument68 pagesUnit-II (A) - Solid State WeldingEmad Raza KhanNo ratings yet
- Equations in Materials ScienceDocument25 pagesEquations in Materials ScienceCORE Materials86% (7)
- Teaching Engineering by Peter J. GoodhewDocument117 pagesTeaching Engineering by Peter J. GoodhewCORE Materials100% (1)
- Chemical Analysis in The Electron MicroscopeDocument62 pagesChemical Analysis in The Electron MicroscopeCORE MaterialsNo ratings yet
- The Transmission Electron MicroscopeDocument73 pagesThe Transmission Electron MicroscopeCORE MaterialsNo ratings yet
- TALAT Lecture 5301: The Surface Treatment and Coil Coating of AluminiumDocument26 pagesTALAT Lecture 5301: The Surface Treatment and Coil Coating of AluminiumCORE Materials100% (1)
- Microscopy With Light and ElectronsDocument36 pagesMicroscopy With Light and ElectronsCORE Materials100% (1)
- The Role of Technology in Sporting PerformanceDocument36 pagesThe Role of Technology in Sporting PerformanceCORE Materials100% (1)
- Electron DiffractionDocument45 pagesElectron DiffractionCORE Materials100% (1)
- The Scanning Electron MicroscopeDocument65 pagesThe Scanning Electron MicroscopeCORE Materials67% (3)
- Electron DiffractionDocument45 pagesElectron DiffractionCORE Materials100% (1)
- TALAT Lecture 5205: Plating On AluminiumDocument19 pagesTALAT Lecture 5205: Plating On AluminiumCORE Materials100% (1)
- TALAT Lecture 5204: Organic Coating of AluminiumDocument17 pagesTALAT Lecture 5204: Organic Coating of AluminiumCORE MaterialsNo ratings yet
- Electrons and Their Interaction With The SpecimenDocument37 pagesElectrons and Their Interaction With The SpecimenCORE MaterialsNo ratings yet
- Durability of MaterialsDocument72 pagesDurability of MaterialsCORE Materials100% (2)
- TALAT Lecture 5202: Conversion CoatingsDocument9 pagesTALAT Lecture 5202: Conversion CoatingsCORE MaterialsNo ratings yet
- TALAT Lecture 5105: Surface Treatment of AluminiumDocument15 pagesTALAT Lecture 5105: Surface Treatment of AluminiumCORE MaterialsNo ratings yet
- TALAT Lecture 5203: Anodizing of AluminiumDocument27 pagesTALAT Lecture 5203: Anodizing of AluminiumCORE Materials100% (2)
- TALAT Lecture 5201: Aluminium Surface PretreatmentDocument12 pagesTALAT Lecture 5201: Aluminium Surface PretreatmentCORE Materials100% (1)
- TALAT Lecture 5102: Reactivity of The Aluminium Surface in Aqueous SolutionsDocument13 pagesTALAT Lecture 5102: Reactivity of The Aluminium Surface in Aqueous SolutionsCORE MaterialsNo ratings yet
- TALAT Lecture 5103: Corrosion Control of Aluminium - Forms of Corrosion and PreventionDocument20 pagesTALAT Lecture 5103: Corrosion Control of Aluminium - Forms of Corrosion and PreventionCORE MaterialsNo ratings yet
- TALAT Lecture 5104: Basic Approaches To Prevent Corrosion of AluminiumDocument14 pagesTALAT Lecture 5104: Basic Approaches To Prevent Corrosion of AluminiumCORE Materials100% (1)
- TALAT Lecture 4705: Quality AssuranceDocument4 pagesTALAT Lecture 4705: Quality AssuranceCORE MaterialsNo ratings yet
- TALAT Lecture 5101: Surface Characteristics of Aluminium and Aluminium AlloysDocument13 pagesTALAT Lecture 5101: Surface Characteristics of Aluminium and Aluminium AlloysCORE MaterialsNo ratings yet
- Introduction to Brazing Aluminium AlloysDocument24 pagesIntroduction to Brazing Aluminium AlloysfedeloquiNo ratings yet
- TALAT Lecture 4702: Factors Influencing The Strength of Adhesive JointsDocument13 pagesTALAT Lecture 4702: Factors Influencing The Strength of Adhesive JointsCORE MaterialsNo ratings yet
- TALAT Lecture 4704: Surface Preparation and Application ProceduresDocument12 pagesTALAT Lecture 4704: Surface Preparation and Application ProceduresCORE MaterialsNo ratings yet
- TALAT Lecture 4703: Design and Calculation of Adhesive JointsDocument9 pagesTALAT Lecture 4703: Design and Calculation of Adhesive JointsCORE MaterialsNo ratings yet
- TALAT Lecture 4500: Resistance WeldingDocument23 pagesTALAT Lecture 4500: Resistance WeldingCORE MaterialsNo ratings yet
- Adhesion or Cohesive Strength of Flame-Sprayed Coatings: Standard Test Method ForDocument5 pagesAdhesion or Cohesive Strength of Flame-Sprayed Coatings: Standard Test Method ForJhonattan Fernando Alvarado GuerreroNo ratings yet
- 2019 Fundamentals in Adhesive Bonding Design For PDFDocument10 pages2019 Fundamentals in Adhesive Bonding Design For PDFHamza HussainNo ratings yet
- Dictionnaire PDFDocument318 pagesDictionnaire PDFSabri BachirNo ratings yet
- D 6412 - D 6412m - 99 Rdy0mtivrdy0mtjnDocument4 pagesD 6412 - D 6412m - 99 Rdy0mtivrdy0mtjnMarceloNo ratings yet
- Strength Analysis of Resistance Spot Weld-627Document10 pagesStrength Analysis of Resistance Spot Weld-627raymondNo ratings yet
- Adhesive Bonding 2Document67 pagesAdhesive Bonding 2Saud Aidrus100% (1)
- BOQ Water Proofing With BASF RangeDocument1 pageBOQ Water Proofing With BASF Rangehemantrulz0% (1)
- B124-Ceramic and Polymers PDFDocument380 pagesB124-Ceramic and Polymers PDFHamza ChelaliNo ratings yet
- Loctite Ea 9203 AeroDocument2 pagesLoctite Ea 9203 AeroHenryNo ratings yet
- D6412D6412M-99 (2012) Standard Specification For Epoxy (Flexible) Adhesive For Bonding Metallic and Nonmetallic MaterialsDocument4 pagesD6412D6412M-99 (2012) Standard Specification For Epoxy (Flexible) Adhesive For Bonding Metallic and Nonmetallic Materialsjose floresNo ratings yet
- Planatol Adhesives Planamelt Web enDocument2 pagesPlanatol Adhesives Planamelt Web enTanjaNo ratings yet
- AWS Jefferson S Welding EncyclopediaDocument768 pagesAWS Jefferson S Welding EncyclopediaJim Gray100% (3)
- ASTM D3933 Standard Guide For Preparation of Aluminum Surfaces For Structural Adhesives Bonding (Phosphoric Acid Anodizing)Document5 pagesASTM D3933 Standard Guide For Preparation of Aluminum Surfaces For Structural Adhesives Bonding (Phosphoric Acid Anodizing)sangho moonNo ratings yet
- Thermal Shock Effects on Adhesive Joint StrengthDocument6 pagesThermal Shock Effects on Adhesive Joint StrengthCandace FrankNo ratings yet
- Minford, J. Dean - Handbook of Aluminum Bonding Technology and Data-M. Dekker (1993) PDFDocument799 pagesMinford, J. Dean - Handbook of Aluminum Bonding Technology and Data-M. Dekker (1993) PDFNguyễn Minh Trí0% (1)
- Characterization of Metallized Biaxially Oriented Polypropylene FilmDocument10 pagesCharacterization of Metallized Biaxially Oriented Polypropylene FilmLaboratory Plant 7No ratings yet
- Ecss Q ST 70 16c (1december2020)Document94 pagesEcss Q ST 70 16c (1december2020)Tanishq DwivediNo ratings yet
- F1160 1479757-1Document8 pagesF1160 1479757-1Thaweekarn ChangthongNo ratings yet
- Car Body Painting ProcessDocument19 pagesCar Body Painting ProcessPritam Patnaik100% (1)
- Polymer Composition and Substrate in Uences On The Adhesive Bonding of A Biomimetic, Cross-Linking PolymerDocument8 pagesPolymer Composition and Substrate in Uences On The Adhesive Bonding of A Biomimetic, Cross-Linking PolymerberkahNo ratings yet
- Kafuter K-300 50ML Multifunction UV Curing Glass GlueDocument2 pagesKafuter K-300 50ML Multifunction UV Curing Glass Glueugo_rossiNo ratings yet
- Welding SlidesDocument99 pagesWelding SlidesMuhammad ImranNo ratings yet
- Loctite Adhesive SourcebookDocument212 pagesLoctite Adhesive Sourcebookechobravo1No ratings yet
- The Flight Shop Catalog Rev 7Document77 pagesThe Flight Shop Catalog Rev 7Tan Chinwei100% (1)
- Adhesive Bonding: ©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/eDocument14 pagesAdhesive Bonding: ©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/eMr-Mk Mughal100% (1)
- AFMTDocument9 pagesAFMTAyesha ShaikhNo ratings yet
- Unit 4 Fundamentals of WeldingDocument102 pagesUnit 4 Fundamentals of WeldingSagar DhageNo ratings yet
- Lectures - 2016 - Joining of PlasticsDocument43 pagesLectures - 2016 - Joining of PlasticsSatheesh RNo ratings yet
- Installation Guideline Under Sleeper Pads For Steel Sleepers ENDocument4 pagesInstallation Guideline Under Sleeper Pads For Steel Sleepers ENNii DmNo ratings yet
- Adhesive bonding and mechanical fastening guideDocument5 pagesAdhesive bonding and mechanical fastening guideandrei CalloNo ratings yet