Professional Documents
Culture Documents
BT4 Material Complementario
Uploaded by
Jersson Ticona Zegarra0 ratings0% found this document useful (0 votes)
27 views12 pagesCopyright
© © All Rights Reserved
Available Formats
PDF, TXT or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
© All Rights Reserved
Available Formats
Download as PDF, TXT or read online from Scribd
0 ratings0% found this document useful (0 votes)
27 views12 pagesBT4 Material Complementario
Uploaded by
Jersson Ticona ZegarraCopyright:
© All Rights Reserved
Available Formats
Download as PDF, TXT or read online from Scribd
You are on page 1of 12
1
Clnica de Cdigo: Estndar API 1104
Pontificia Universidad Catlica del Per
Bloque temtico 4:
Procedimientos y criterios de aceptacin de END
Seccin 9: Estndares de aceptacin para END
9.1 Generalidades
Las pruebas no destructivas no daan la utilidad o funcin de una parte. Cuando se
realiza un ensayo no destructivo, el inspector podr encontrar imperfecciones o
discontinuidades que pueden o no requerir el rechazo de la pieza en cuestin. Para
determinar el estado de una pieza, el inspector debe comparar las discontinuidades
que ha encontrado en esta parte con los criterios establecidos en la Seccin 9 del
Estndar API 1104.
Para encontrar discontinuidades en la evaluacin, el inspector debe comprender cmo
se presentan utilizando el (los) mtodo(s) de inspeccin requerido(s) por la empresa.
La Seccin 9 presenta las normas de aceptacin de radiografa, partculas magnticas,
lquidos penetrantes, ultrasonido, y los mtodos visuales para encontrar defectos y
discontinuidades. Cada uno tiene una fuente de energa de sondeo o un medio que, al
encontrar un defecto en la parte, cambia en alguna forma detectable.
El ensayo radiogrfico (RT: radiographic testing) se basa en la distincin entre la
transmisin y absorcin de rayos X y radiacin gamma, produciendo imgenes
capturadas en pelculas. Las reas donde el material es ms delgado o menos denso
transmitirn ms radiacin a la pelcula, produciendo imgenes ms oscuras, reas
donde el material es ms grueso o ms denso transmite menos radiacin a la pelcula,
produciendo imgenes ms claras. Los defectos y discontinuidades causan patrones
inesperados de claridad u oscuridad, que los inspectores de radiografa estn
capacitados para interpretar y evaluar. Su formacin les permite aceptar o rechazar un
elemento que se inspecciona.
La inspeccin mediante partculas magnticas (MT: magnetic particle testing) emplea
corriente magnetizadora y hierro en polvo para localizar defectos y discontinuidades en
los materiales ferromagnticos. A diferencia de las corrientes de agua en un arroyo
que fluye alrededor de las obstrucciones, las corrientes en un campo magntico
chocan con las obstrucciones y despus fugan a la atmsfera. Esta fuga atrae las
partculas de polvo de hierro. Materiales de buena calidad que no contienen defectos o
discontinuidades y no presenten fugas de corriente magntica no atraen las partculas
magnticas. En MT, el inspector busca en lugares donde las partculas se acumulan.
Dependiendo de su naturaleza y tamao, los defectos y discontinuidades pueden
hacer que el elemento sea rechazado o sea estudiado ms a fondo.
El ensayo de lquidos penetrantes (PT: liquid penetrant testing) se basa en la
capacidad de ciertos tipos de lquidos para penetrar en los huecos y grietas
superficiales por accin capilar, y permanecen all cuando el lquido de la superficie se
retira. Entonces un medio de contraste revela el penetrante que queda en los huecos y
grietas. El medio de contraste puede ser un lquido o luz ultravioleta.
2
Material complementario Bloque temtico 4
Facultad de Cienci as e Ingeniera
El ensayo por ultrasonido (UT: ultrasonic testing) consiste en la propagacin de las
ondas sonoras a travs de materiales, y la captura del eco reflejado por los cambios
de densidad en el material que est siendo inspeccionado. Estos cambios aparecen en
una pantalla de visualizacin como picos y valles. El inspector compara entonces un
estndar de referencia para determinar la aceptabilidad.
La inspeccin visual (VT: visual inspection), es practicada por personal capacitado, es
el elemento bsico de cualquier sistema de control de calidad. Se trata de examinar
los materiales, con o sin amplificacin o dispositivos remotos de examen tales como
espejos o fibra ptica. VT debe preceder a otro mtodo de inspeccin. Un programa de
VT efectivo se realiza antes, durante y despus de las operaciones de soldadura para
asegurar el cumplimiento de normas y procedimientos correctos, debe encontrar la
mayora de los defectos que un ensayo no destructivo ms costoso, ms adelante,
pueda revelar.
9.2 Derecho a aceptacin o rechazo
Una soldadura que pasa las pruebas no destructivas puede aun ser rechazada por la
empresa, si en su opinin, la imperfeccin podra ser perjudicial para la soldadura.
9.3 Ensayo radiogrfico
9.3.1 Penetracin Inadecuada sin high-low (IP)
High-low se refiere al desalineamiento de los tramos de tubera adyacentes.
9.3.2 Penetracin inadecuada debido a high-low (IPD)
La penetracin inadecuada, tambin llamada penetracin incompleta de la
junta, puede ocurrir con o sin desalineamiento IP y IPD son condiciones de la
junta de la raz, donde el metal de soldadura no se extiende completamente a
travs del espesor de una junta de ranura. Las causas de la IP incluyen una
tcnica inadecuada, incorrecta configuracin de la junta, o contaminacin
excesiva. Imgenes radiogrficas de IP y de IPD suelen aparecer como una
zona oscura con bordes rectos bien definidos que siguen a la cara de la raz
en el centro de la soldadura. Ver Figura 13 del Estndar API 1104 para IP y
Figura 14 para IPD.
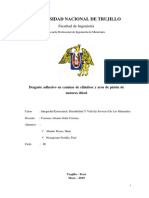
9.3.3 Penetracin inadecuada transversal (inadequate cross
penetration: ICP)
La penetracin transversal inadecuada se produce cuando la soldadura se
realiza a partir de ambos lados de la junta y los dos cordones no se
encuentran en la unin. Las causas de la ICP son una tcnica y una
configuracin de la junta inadecuadas. La imagen radiogrfica del ICP
tpicamente aparece como una lnea oscura recta en el centro de la
soldadura, lo que refleja una menor densidad. Ver el Estndar API 1104
Figura 15. Tambin vase la Figura 9.1 de este Material complementario.
3
Clnica de Cdigo: Estndar API 1104
Pontificia Universidad Catlica del Per
Figura 9.1. Penetracin transversal inadecuada
9.3.4 Fusin incompleta (incomplete fusin: IF)
Fusin incompleta es una discontinuidad de soldadura que est abierta a la
superficie en la que la fusin no se produce entre el metal de soldadura y las
caras de fusin o en cordones de soldadura adyacentes.
9.3.5 Fusin incompleta ocasionada por traslape fro (incomplete
fusin due to cold lap: IFD)
El Estndar API 1104 distingue entre IF (fusin incompleta abierta a la
superficie) e IFD (fusin incompleta por debajo de la superficie). En ambos
casos, las causas ms comunes incluyen la manipulacin inadecuada del
electrodo por el soldador y la configuracin de la junta inadecuada. Imgenes
radiogrficas de IF e IFD aparecen tpicamente como una lnea oscura o
lneas orientadas en la direccin de la soldadura.
9.3.6 Concavidad interna (internal concavity: IC)
Concavidad interna, tambin llamada retorno por succin (suckback), es una
condicin de la raz en la que su superficie est algo por debajo de la
superficie interior de la pared del tubo. Las causas de la IC incluyen una
tcnica inadecuada, y un calentamiento excesivo y el derretimiento de la
pasada de raz durante la soldadura de la segunda pasada. La imagen
radiogrfica de la IC tpicamente aparece como una zona oscura con bordes
irregulares y es bastante amplia en el centro de la imagen.
9.3.7 Quemn (burn-through: BT)
Un quemn es un colapso localizado del bao de fusin que deja una
depresin o discontinuidad tipo crter en el rea de la raz de la soldadura.
Las causas de BT incluyen una tcnica inadecuada, exceso de amperaje, y
configuracin de la junta inadecuada. La imagen radiogrfica de BT suele
aparecer como manchas oscuras a menudo rodeadas por reas claras.
9.3.8 Inclusiones de escoria (slag inclusions: ESIs e ISIs)
Una inclusin de escoria es el atrapamiento de un slido no metlico en el
metal de soldadura o entre la soldadura y el material base. Hay dos tipos de
inclusiones de escoria: alargada (elongated slag inclusions: ESI) y aislada
(isolated slag inclusions: ISI). ESI aparecen tpicamente en la zona de fusin,
son lineales y pueden ser continuas, interrumpidas, o repetitivas. ISI tiene una
forma redonda irregular y puede aparecer en cualquier lugar de la soldadura.
4
Material complementario Bloque temtico 4
Facultad de Cienci as e Ingeniera
Las causas de inclusiones de escoria (SI: slag inclusions) incluyen una
tcnica inadecuada, la manipulacin indebida del electrodo, y limpieza
insuficiente de cordones de soldadura. La imagen radiogrfica del SI aparece
tpicamente como formas oscuras irregulares asimtricas dentro de la
soldadura o a lo largo de las reas de soldadura.
9.3.9 Porosidad (porosity)
La porosidad es el resultado del atrapamiento de gas en el metal en
solidificacin. Toma muchas formas en una radiografa, pero a menudo se
presenta como todo oscuro o manchas irregulares o manchas que aparecen
singularmente, en grupos o filas. La porosidad puede ser alargada y puede
tener la apariencia de tener una cola. El Estndar API 1104 Seccin 9.3.9
distingue entre porosidad individual o dispersa (P), porosidad agrupada (CP),
y porosidad tipo pase hueco (HB). Las causas de la porosidad son
contaminantes o humedad en la zona de soldadura, inapropiada proteccin
de la soldadura y velocidad de desplazamiento indebido.
9.3.10 Fisuras (cracks: C)
Una grieta, ya sea longitudinal o transversal, es una discontinuidad lineal con
condiciones de extremos afilados. Las grietas son las discontinuidades ms
crticas debido a su tendencia a crecer y propagarse bajo tensin. Las grietas
se caracterizan por su ubicacin dentro de la soldadura, y en si son fras o
calientes (es decir, si se desarrollaron durante la soldadura o despus del
enfriamiento). En el Estndar API 1104, las nicas grietas que pueden ser
aceptables despus de la evaluacin son las fisuras tipo estrella y las fisuras
tipo crter poco profundas que aparecen al final de un cordn de soldadura y
con menos de 5/32 pulg. El Estndar API 1104 considera que todas las otras
grietas son defectos irreparables y pueden ser reparadas con permiso de la
empresa. Las causas de las grietas en general incluyen calentamiento y
enfriamiento inadecuado, tensiones residuales, y la seleccin inadecuada de
los procedimientos de los materiales implicados en la soldadura. Las causas
de las grietas tipo estrella y las grietas tipo crter en particular incluyen
terminacin incorrecta del cordn de soldadura, y la mala eleccin de los
metales de aporte. La imagen radiogrfica de una grieta aparece tpicamente
como dentado y con frecuencia lneas irregulares tenues.
9.3.11 Mordedura (undercutting: EU y IU)
Mordedura es una ranura fundida en el metal base durante la soldadura.
Mordedura interna o de raz (IU) est en el metal base junto a la raz de la
soldadura. En la radiografa, aparecer como una lnea irregular oscura
desplazada desde la lnea central de la soldadura. La mordedura no tiene
bordes rectos como la penetracin inadecuada, ya que no sigue una
geometra o borde preparado. Mordedura externa (EU) se encuentra en el
metal de base junto a la cara de la soldadura. En la radiografa aparece como
una lnea irregular oscura a lo largo del borde exterior de la zona de
soldadura. Las causas de la mordedura incluyen inapropiada manipulacin de
los electrodos por parte del soldador, amperaje excesivo, y velocidad de
desplazamiento indebido. No se debe encontrar una mordedura con una
radiografa, sino que debe encontrarse visualmente antes de producir la
radiografa. Utilice los criterios de longitud ubicados en el Estndar API 1104
5
Clnica de Cdigo: Estndar API 1104
Pontificia Universidad Catlica del Per
Seccin 9.3.11, en relacin con los criterios detallados en el Estndar API
1104 Tabla 4 para determinar si una mordedura es aceptable o rechazable.
9.3.12 Acumulacin de imperfecciones
El Estndar API 1104 permite que el inspector agregue las dimensiones de
todos los defectos y discontinuidades, excepto la penetracin incompleta y
mordedura para determinar la aceptabilidad o rechazo.
9.3.13 Imperfecciones en tuberas o accesorios
Si la radiografa revela defectos o discontinuidades en la tubera o los
accesorios, deben ser comunicadas a la empresa.
9.4 Partculas magnticas
Cuando se utiliza la inspeccin por partculas magnticas, el inspector debe tener
cuidado de distinguir entre la acumulacin de partculas pertinentes debido a los
defectos y las acumulaciones irrelevantes debido a las caractersticas inherentes de la
pieza. Si el inspector no est seguro de lo que es una indicacin, se debe acondicionar
la superficie y volver a examinar. El inspector debe comprobar que imperfecciones son
lineales y cules son redondeadas, porque las indicaciones lineales son ms
propensas a la propagacin. Si la inspeccin de partculas magnticas da resultados
ambiguos, otros mtodos de ensayos no destructivos se pueden utilizar para
determinar el estado de la pieza. Si la prueba de partculas magnticas revela
imperfecciones en tuberas o los accesorios, deben ser comunicadas a la empresa.
9.5 Ensayos de lquidos penetrantes (PT)
Cuando se utiliza la inspeccin de lquidos penetrantes, el inspector debe tener
cuidado de distinguir entre las indicaciones pertinentes debido a los defectos y las
indicaciones irrelevantes debido a las caractersticas de la pieza. Si el inspector no
est seguro de lo que es una indicacin, se debe acondicionar la superficie y volver a
examinar. El inspector debe comprobar cules imperfecciones son lineales y cules
son redondeadas, porque las indicaciones lineales son ms propensas a la
propagacin. Si la inspeccin de lquidos penetrantes da resultados ambiguos, otros
mtodos de ensayos no destructivos se pueden utilizar para determinar el estado de la
pieza. Si la prueba de lquidos penetrantes revela imperfecciones en tubera o los
accesorios, deben ser comunicadas a la empresa.
9.6 Ensayo de ultrasonido (UT)
Cuando se utiliza la inspeccin por ultrasonido, el inspector debe tener cuidado de
distinguir entre las indicaciones relevantes debidas a los defectos y las indicaciones
irrelevantes debido a la geometra de la pieza. Si el inspector no est seguro de lo que
es una indicacin, se debe acondicionar la superficie y volver a examinar. El inspector
debe distinguir entre las indicaciones lineales, transversales y de volumen, debido a
que las indicaciones lineales son las ms propensas a la propagacin. Si la inspeccin
ultrasnica da resultados ambiguos, otros mtodos de ensayos no destructivos se
pueden utilizar para determinar el estado de la pieza. Si la prueba de ultrasonido
revela imperfecciones en tubera o los accesorios, deben ser comunicadas a la
empresa.
6
Material complementario Bloque temtico 4
Facultad de Cienci as e Ingeniera
9.7 Estndar de aceptacin visual para mordeduras
Como se seal anteriormente en el Estndar API 1104 Sub-seccin 9.3.11 se utiliza
los criterios de longitud de esa seccin en relacin con los criterios detallados en el
Estndar API 1104 en la Tabla 4, para determinar si una mordedura es aceptable o
rechazable.
7
Clnica de Cdigo: Estndar API 1104
Pontificia Universidad Catlica del Per
Seccin 11: Procedimientos para ensayos no destructi vos
11.1 Mtodos de ensayo radiogrfico
Algunas de las tecnologas involucradas en las pruebas no destructivas de las
soldaduras, sobre todo la radiografa y el ultrasonido son bien conocidas en la
medicina y otros campos, y tienen una aplicacin similar a la soldadura. As como la
soldadura y los ensayos destructivos requieren de procedimientos calificados, lo
mismo ocurre con los ensayos no destructivos.
Muchas sub-secciones del Estndar API 1104 Seccin 11.1 explican cmo obtener
imgenes radiogrficas mediante radiacin de baja energa (rayos X o rayos gamma).
11.1.1 Generalidades
En el Estndar API 1104 Seccin 11.1.1 se analizan las
caractersticas de la pelcula (la densidad adecuada,
definicin y contraste) y el uso de criterios de calidad
especficos para evaluar las imgenes utilizando un
indicador de calidad de imagen (IQI), tambin llamado
penetrmetro, dispositivo que mide la calidad de la pelcula
usando una imagen de un patrn de referencia.
La calidad de la pelcula es un requisito fundamental para
determinar la calidad de la pieza. Se necesita una buena
pelcula con una imagen clara para determinar si se tiene
una buena pieza.
11.1.2 Detalles del
procedimiento
El Estndar API 1104 Seccin 11.1.2 da los detalles de los
procedimientos de radiografa y para otros medios de
imgenes. En los procedimientos de ensayos radiogrficos,
se debe incluir los elementos enumerados en esta seccin
para la pelcula o para el medio alternativo de imagen.
11.1.3 Geometra de la
exposicin
La geometra de la exposicin es la relacin entre la fuente
de radiacin, la parte que se inspecciona, y la pelcula u
otro medio.
11.1.4 Tipo de
indicadores de
calidad de
imagen (IQI)
El IQI utilizado para la prueba radiogrfica debe ajustarse a
cualquiera de dos normas ASTM E747 o ISO 1027 y debe
ser radiogrficamente similar al material que est siendo
soldado. La empresa debe elegir el tipo de IQI para su uso.
11.1.5 Seleccin de
indicadores de
calidad de
imagen
Los IQIs son elegidos para una aplicacin particular en
funcin del espesor de la soldadura, adems de cualquier
sobremonta de soldadura. Conociendo el espesor de la
soldadura y el tipo IQI, el inspector puede utilizar la Tabla 5
y 6 del Estndar API 1104 para determinar el dimetro del
alambre esencial para la aplicacin. El dimetro del
alambre esencial indica cul de los alambres en el IQI
deber figurar claramente en toda el rea de inters.
8
Material complementario Bloque temtico 4
Facultad de Cienci as e Ingeniera
11.1.6 Ubicacin de
los indicadores
de calidad de
imagen
Existen tres opciones diferentes de colocacin del IQI. La
primera, y ms comn, es colocar los IQI a travs de la
soldadura, espaciados por igual alrededor de la tubera en
el lado de la fuente o al lado de la pelcula de la tubera.
Cuando colocar el IQI a travs de la soldadura no es
prctico debido a la sobremonta o perfil, un bloque
separado de un material similar (tambin llamado zapata o
shim) se utiliza para elevar el IQI a una altura igual a la
parte superior de la sobremonta. La tercera opcin de
ubicacin, es colocar el IQI en un escudo contra el calor,
se utiliza principalmente para radiografiar materiales
calientes.
11.1.7 Produccin de
radiografas
Los tcnicos de interpretacin de imgenes radiogrficas
deben estar certificados como Nivel II o Nivel III de acuerdo
a las exigencias de la prctica recomendada ASNT SNT-
TC-1A o equivalente. A menos que la compaa requiera
de informes de todas las imperfecciones, el inspector debe
reportar nicamente los defectos que son rechazables de
acuerdo al Estndar API 1104 Seccin 9.6.
11.1.8 Identificacin
de imgenes
Letras o nmeros de plomo debe ser colocados en la parte
que se inspecciona para identificar la imagen. Esto es
particularmente importante cuando una sola soldadura est
representada por radiografas mltiples, debido a que los
marcadores de identificacin se deben distinguir entre el
final de una radiografa y el comienzo de la siguiente.
11.1.9 Almacenaje de
pelculas y
otros medios de
imagen
El almacenamiento inadecuado puede daar la pelcula
aun no expuesta. El Estndar API 1104 Seccin 11.1.9
establece los requisitos para el almacenamiento de la
pelcula y sobre las caractersticas reconocibles de una
pelcula daada debido a un almacenamiento inadecuado.
11.1.10 Densidad de
la pelcula
El rea de luz que representa la imagen de una soldadura
en una pelcula debe proporcionar suficiente contraste de
la zona oscura que representa la imagen del metal base. El
Estndar API 1104 Seccin 11.1.10 establece los
requisitos para la determinacin de la densidad adecuada
que permita garantizar la correcta visualizacin de la
imagen de la pelcula. La mejor manera de ver la pelcula
radiogrfica es con un equipo que transmite luz a travs de
la pelcula para ayudar a que el inspector vea la imagen de
la parte que se inspecciona. El Estndar API 1104 Seccin
11.1.10.2 brinda los requisitos para los equipos de
visualizacin de pelculas, la Sub-seccin 11.1.10.3
describe las caractersticas de instalaciones adecuadas
para ver una pelcula.
11.1.11 Procesamiento
de imgenes
La empresa puede solicitar que la pelcula sea fcilmente
visible por lo menos durante tres aos.
9
Clnica de Cdigo: Estndar API 1104
Pontificia Universidad Catlica del Per
11.1.12 rea de
procesamiento
de Imgenes
Todo el equipo de pruebas radiogrficas y la zona donde
se produce el procesamiento de imgenes se deben
mantener limpios.
11.1.13 Proteccin
radiolgica
El tcnico en radiografa es responsable de todos los
aspectos de seguridad radiolgica. Debido a que la
radiacin de rayos gamma y rayos X utilizados en las
pruebas radiogrficas es radiacin electromagntica sin
partculas no se ve afectada por la gravedad, por lo que
requiere de una proteccin eficaz de plomo o un espesor
considerable de hormign o acero. Las reas de trabajo RT
deben estar debidamente sealizadas y sin ningn
personal no esencial.
11.2 Mtodo de ensayo por partculas magnticas
Un procedimiento para la prueba de partculas magnticas debe ser escrito, calificado
por demostracin, y aceptado por la empresa antes de su uso. El Estndar API 1104
establece que el procedimiento de MT debe cumplir con la norma ASTM E 709, Gua
Estndar para el Examen de Partculas Magnticas, publicado por la ASTM.
La ASTM E 709 es un tutorial que apoya la norma ASTM E 1444, Prctica Estndar
para Partculas Magnticas. A pesar de que el Estndar API 1104 no menciona este
ltimo documento, ambos son necesarios para una gua completa sobre los mtodos y
requisitos de control de calidad para el examen de partculas magnticas.
11.3 Mtodo de ensayo por lquidos penetrantes
Un procedimiento para el ensayo de lquidos penetrantes debe ser escrito, calificado
por demostracin, y aceptado por la empresa antes de su uso. El Estndar API 1104
establece que el procedimiento de PT debe cumplir con la norma ASTM E 165,
Mtodo de Prueba Estndar para el Examen de Lquidos Penetrantes, publicado por la
ASTM.
La ASTM E 165 es una gua para la examinacin por lquidos penetrantes que apoya
la norma ASTM E 1417, Prctica Estndar para la Prueba de Lquidos Penetrantes.
Aunque el Estndar API 1104 no menciona a este ltimo documento, ambos son
necesarios para una gua completa sobre los mtodos y requisitos de control de
calidad para las pruebas de lquidos penetrantes.
11.4 Mtodo de ensayo por ultrasonido
11.4.1 Generalidades
El Estndar API 1104 Seccin 11.4 se aplica para soldaduras a tope
circunferenciales (soldaduras de ranura en una junta a tope) nuevas y/o en
servicio. Un procedimiento detallado debe ser desarrollado, calificado por
demostracin, y acordado por el contratista y la empresa. La tubera que se
est inspeccionando con UT debe ser sin recubrimiento y el inspector deben
10
Material complementario Bloque temtico 4
Facultad de Cienci as e Ingeniera
ser consciente de las condiciones de superficie que pueden interferir con la
exploracin.
11.4.2 Detalles del procedimiento
El Estndar API 1104 Seccin 11.4.2 resea los detalles de los
procedimientos escritos para la prueba por ultrasonido de soldaduras. Al
escribir los procedimientos de prueba por ultrasonido, se debe incluir todos
los detalles de aplicacin que figuran en esta seccin.
11.4.2.1 Generalidades
Los procedimientos suministrados a la empresa deberan incluir
todas las variables para la inspeccin por ultrasonido y deberan ser
representados mediante esquemas para detalles tales como el
diseo de la unin, los patrones de exploracin y resultados de la
inspeccin.
11.4.2.2 Procedimiento del ensayo de ultrasonido
Detalles del procedimiento del ensayo de ultrasonido
a. Distinguir entre las soldaduras y juntas. Los tipos de soldadura incluyen: en
ranura, filete, punto, enchufe o embone, costura, etc. Los tipos de junta
incluyen: a tope, traslape, en T, borde y esquina.
b. Una lista de los materiales base de acuerdo con los requerimientos del
Estndar API 1104 Seccin 4. Identificar los materiales segn ASTM o el API
Especificacin 5L.
c. La herramienta de escaneo de ultrasonido (transductor) debe deslizarse
libremente a travs del material base, por lo que las superficies de los
materiales sujetos a UT deben estar libres de salpicaduras o sobre-monta.
d. Soldadura y fabricacin implican muchos pasos donde UT puede ser
llamado. El procedimiento debe definir claramente la etapa de la operacin
de soldadura o la operacin de fabricacin.
e. Identificar al fabricante y la lista de especificaciones de todos los
instrumentos y accesorios de UT. Herramientas de anlisis, para diversos
tipos de materiales y para diferentes ngulos en los que el sonido puede ser
proyectado a travs de la pieza, estn disponibles por los fabricantes de
equipos UT.
f. Especifique si el proceso es manual UT (donde el operador tiene el control
total de la exploracin) o automtica (si el operador no aplica tcnicas de
exploracin manual). Un ejemplo de UT automtico es el mtodo de
inmersin en el que las piezas se ensayan bajo el agua.
g. Identificar el nmero de fabricacin y del producto del acoplante, la sustancia
gelatinosa que lubrica la superficie del material a ser escaneado y
proporciona una unin entre el transductor y la superficie.
11
Clnica de Cdigo: Estndar API 1104
Pontificia Universidad Catlica del Per
h. En el modo manual de inspeccin UT, una parte puede ser escaneada de
muchas maneras. Se describirn las caractersticas especficas del proceso
de exploracin necesarias para garantizar la exploracin de toda la superficie
de modo que el eco de retorno pueda ser evaluado. Estas caractersticas
incluyen el ngulo y la frecuencia de las ondas sonoras, la temperatura de la
parte de prueba, los patrones de exploracin, la velocidad a la que se explora
la parte, y los puntos de referencia o marcas que identifican las
caractersticas geomtricas de la junta o parte.
i. Use estndares de referencia de similar material y geometra para calificar
tcnicas y calibrar el proceso UT, y proporcione bocetos y vistas en seccin
transversal de estos bloques estndar.
j. La calibracin de equipos de UT es esencial, para verificar que el equipo de
UT y los procedimientos estn funcionando correctamente, y para
proporcionar puntos de referencia estndar para comparar los ecos de las
inspecciones efectivas a las que se realizan en las normas de referencia
durante la calibracin. El procedimiento de UT debe especificar cundo se
debe calibrar, cules estndares de calibracin de referencia se deben
utilizar, el nivel de sensibilidad a lograr y los pasos necesarios que envuelven
la calibracin.
k. El nivel de sensibilidad (el sonido se mide en decibelios) por encima de la
sensibilidad de referencia debe ser registrado.
l. Establecer y registrar los niveles de altura, aceptables y rechazables, de un
pico de eco de retorno. Las ondas sonoras proyectadas en una pieza van a
retornar a su fuente de diferentes partes de la pieza en diferentes momentos,
y los ecos de retorno muestran diferencias geomtricas en la pieza. Los ecos
de retorno aparecen en la pantalla del equipo como picos, que varan en
altura en la pantalla dependiendo de su fuerza, diferencias dentro de las
porciones de una parte, y la configuracin de los instrumentos de
sensibilidad.
m. Identificar el mtodo de registro de los resultados de la inspeccin.
11.4.2.3 Requerimientos del personal para el ensayo de ultrasonido
Solo los inspectores Nivel III en UT estn capacitados para
desarrollar tcnicas y procedimientos, que deben incluir la
calificacin mediante demostracin.
Inspectores Nivel II y Nivel III en UT estn capacitados para calibrar
el equipo, seguir un procedimiento para realizar las pruebas a
peticin de la empresa, e interpretar los resultados del ensayo para
determinar la aceptabilidad de las soldaduras circunferenciales de
acuerdo con los criterios de los defectos previstos en el Estndar
API 1104 Seccin 9.6.
11.4.2.4 Demostracin del procedimiento de ensayo
Antes que un procedimiento de UT se utilice, debe ser demostrado
y aceptado por la empresa. La demostracin consiste en la creacin
de piezas soldadas de referencia similares a las soldaduras de
12
Material complementario Bloque temtico 4
Facultad de Cienci as e Ingeniera
produccin, utilizando un procedimiento de soldadura aprobado.
Estas soldaduras de referencia, especficamente diseadas con
defectos y diferencias geomtricas como la configuracin de la
junta y las zonas reparadas, se utilizan para demostrar que el
procedimiento UT, efectivamente, se encuentra en las condiciones
deliberadamente creadas en la soldadura de referencia.
11.4.2.5 Referencia estndar de sensibilidad API
Los patrones de referencia de sensibilidad para uso en la medicin
de la altura de la pantalla de los ecos de retorno de las condiciones
geomtricas conocidas (las muescas en el bloque) deben estar
hechos de materiales similares a los de las aplicaciones de
produccin. Figuras 21A, 21B, 21C del Estndar API 1104
representan estos patrones de referencia de sensibilidad. El pico en
la pantalla de instrumentos que devuelve ecos de estas muescas
debe producir el 80% de la altura de la pantalla. Ajustando el equipo
para cumplir con este requisito asegurar una calibracin
adecuada.
11.4.2.6 Ensayo de ultrasonido de material base
Antes del ensayo ultrasnico de una soldadura de tubera
terminada, el inspector de UT debe llevar a cabo una prueba de
onda de compresin sobre el metal base adyacente a la soldadura
para localizar cualquier reflector en el material base que pueden
interferir con la inspeccin del metal de soldadura. Una vez que el
inspector encuentre el material base sano o documente cualquier
reflector en el metal base, ya puede inspeccionar la soldadura.
11.4.2.7 Nivel de barrido y evaluacin
La Seccin 11.4.7 del Estndar API 1104 identifica las tcnicas de
exploracin y los requisitos de altura de la pantalla para la prueba
manual de onda de compresin del material base, y para las
pruebas manuales y automatizadas de las soldaduras. La
inspeccin del material base y la inspeccin de la soldadura debe
ser realizada y documentada de manera independiente.
11.4.2.8 Ensayo de ultrasonido de produccin
Los inspectores de UT estn obligados a reportar solamente las
indicaciones rechazables (defectos), a menos que la empresa
solicite expresamente la presentacin de informes de todas,
incluidas las indicaciones que no se definan como rechazables
(discontinuidades). Ver el Estndar API 1104 Seccin 9.6 para una
discusin detallada de las indicaciones UT.
11.4.2.9 Identificacin de las indicaciones reportadas
La Seccin 11.4.9 del Estndar API 1104 enumera la informacin
necesaria para reportar un defecto o cualquier otra indicacin.
You might also like
- Libro VacasGordas FinalDocument184 pagesLibro VacasGordas FinalJersson Ticona ZegarraNo ratings yet
- Memoria de Calculo para Plataforma de Mantenimiento (1) - CALCINADORDocument12 pagesMemoria de Calculo para Plataforma de Mantenimiento (1) - CALCINADORJersson Ticona ZegarraNo ratings yet
- 099-Tesis Iq PDFDocument89 pages099-Tesis Iq PDFJersson Ticona ZegarraNo ratings yet
- Investigación de Accidentes TRABAJOS DE PERFORACIÓN AGUAS SUB PDFDocument6 pagesInvestigación de Accidentes TRABAJOS DE PERFORACIÓN AGUAS SUB PDFMaximiliano Randolph MerickeNo ratings yet
- Operation 3122476 08-29-12 Global Spanish T500JDocument136 pagesOperation 3122476 08-29-12 Global Spanish T500JJersson Ticona ZegarraNo ratings yet
- Curso Elemental de Diseño de Tuberías AlesDocument128 pagesCurso Elemental de Diseño de Tuberías Alesgnipip382597% (93)
- Diseño de torre grúa de 38m para construcciónDocument194 pagesDiseño de torre grúa de 38m para construcciónpipiyeduNo ratings yet
- Texto 8Document20 pagesTexto 8Jersson Ticona ZegarraNo ratings yet
- Seguridad Durante La ConstruccionDocument85 pagesSeguridad Durante La ConstruccionbbrlytNo ratings yet
- 3511-99 SencamerDocument38 pages3511-99 SencamerbasfiferNo ratings yet
- Ley de Mineria de Guatemala y Su ReglamentoDocument43 pagesLey de Mineria de Guatemala y Su ReglamentoJersson Ticona ZegarraNo ratings yet
- Anexo 37 DS 024Document2 pagesAnexo 37 DS 024Jose HuamanNo ratings yet
- Manual inspecciones grúas torreDocument29 pagesManual inspecciones grúas torrejorgemegok1860No ratings yet
- DS 055-2010 - emDocument55 pagesDS 055-2010 - emFranco Rojas BozaNo ratings yet
- Texto 2Document19 pagesTexto 2Jersson Ticona ZegarraNo ratings yet
- Categorias de AdvertenciaDocument1 pageCategorias de AdvertenciaJersson Ticona ZegarraNo ratings yet
- Chain SPDocument58 pagesChain SPJersson Ticona ZegarraNo ratings yet
- Electronics Functions Rev A ESDocument22 pagesElectronics Functions Rev A ESJersson Ticona Zegarra89% (9)
- Desgaste Adhesivo Expo InformeDocument12 pagesDesgaste Adhesivo Expo InformeHans AbantoNo ratings yet
- Métodos CromatográficosDocument10 pagesMétodos CromatográficosALANNo ratings yet
- Informe 1, Fisiologia VegetalDocument6 pagesInforme 1, Fisiologia VegetalJuan Francisco Montejo AgurtoNo ratings yet
- Proceso SedimentariosDocument30 pagesProceso SedimentariosAndrea Ayón PNo ratings yet
- Elaboracion de ColirioDocument9 pagesElaboracion de ColirioEdith Estrada GomezNo ratings yet
- Catalogo Electrobombas PEDROLLODocument14 pagesCatalogo Electrobombas PEDROLLOidrovodi100% (2)
- Servicios Auxiliares MinerosDocument34 pagesServicios Auxiliares MinerosMilagros Corrales Herrera50% (2)
- Articulo AndesDocument8 pagesArticulo AndesAndrés Felipe Camacho RojasNo ratings yet
- Procesos de humidificación: ecuaciones y conceptos claveDocument3 pagesProcesos de humidificación: ecuaciones y conceptos claveGabriela G. ChNo ratings yet
- Entrega 1 Operaciones IndustrialesDocument7 pagesEntrega 1 Operaciones IndustrialesRichard GuillenNo ratings yet
- Trabajo Práctico de Laboratorio N°Document5 pagesTrabajo Práctico de Laboratorio N°sergioNo ratings yet
- Contaminación marinaDocument8 pagesContaminación marinaIsaac MGNo ratings yet
- Anaerobiosis o AnaerobismoDocument1 pageAnaerobiosis o AnaerobismoJosue David Martines Reyes100% (1)
- Nimodipino ExposicionDocument15 pagesNimodipino ExposicionYawasaba BocotaNo ratings yet
- Ficha Tec Hip Al 19%Document3 pagesFicha Tec Hip Al 19%Calidad San Diego SESNo ratings yet
- Observacion de Estructuras de Hongos.Document51 pagesObservacion de Estructuras de Hongos.Carmen Maria LNo ratings yet
- Beneficios de La Reacción QuímicaDocument10 pagesBeneficios de La Reacción QuímicaAlonso TAPIANo ratings yet
- TCS Corp. EspañolDocument6 pagesTCS Corp. EspañolAlbertoNo ratings yet
- Linea Del Tiempo PolimerosDocument3 pagesLinea Del Tiempo PolimerosVioLeta RebouLen100% (4)
- Arrastre MecanicoDocument26 pagesArrastre MecanicoYoselyn Andrea Escalona DiazNo ratings yet
- Terminos y Definiciones de SeguridadDocument2 pagesTerminos y Definiciones de SeguridadKarol Roxana Aguilar FlorezNo ratings yet
- Agua Potable 1Document8 pagesAgua Potable 1Kael ParraNo ratings yet
- Mineralogía SilicatosDocument10 pagesMineralogía SilicatosRafael Ignacio Leal QuijónNo ratings yet
- Organizacion Mundial de La Salud Los Alimentos Y La SaludDocument334 pagesOrganizacion Mundial de La Salud Los Alimentos Y La SaludEduardo RuizNo ratings yet
- Practica 5 CCFDocument7 pagesPractica 5 CCFAda IV GomezNo ratings yet
- La Industria Alemana de La FundiciónDocument5 pagesLa Industria Alemana de La FundiciónFranklin Charca MamaniNo ratings yet
- CAPÍTULO 11 - Bioenergética - La Función Del ATPDocument14 pagesCAPÍTULO 11 - Bioenergética - La Función Del ATPMartha A HervertNo ratings yet
- Taller Sobre BiomembranasDocument2 pagesTaller Sobre BiomembranasMiryen KmeraoNo ratings yet
- Determinacion de HumedadDocument8 pagesDeterminacion de HumedadMiguel Perez AymaNo ratings yet
- Determinación de concentración ácido-base mediante valoraciónDocument5 pagesDeterminación de concentración ácido-base mediante valoraciónSeferino Gómez Mayra RaquelNo ratings yet