You might also like
- GAS PIPELINE CALCULATIONDocument37 pagesGAS PIPELINE CALCULATIONrasnowmah2012No ratings yet
- Hydrostatic Test Pressure Calculation: Pipe DataDocument2 pagesHydrostatic Test Pressure Calculation: Pipe DataAkram AlhaddadNo ratings yet
- Pipeline Buoyancy Analysis and Mitigation MeasuresDocument21 pagesPipeline Buoyancy Analysis and Mitigation MeasuresTOUMI SLIMANE100% (1)
- Pipe Bend Againts Coating 3LPE AnalisisDocument25 pagesPipe Bend Againts Coating 3LPE Analisisraditia2205100% (1)
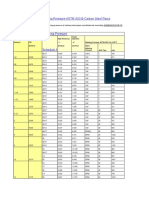
- Maximum Working Pressure-ASTM A53 B Carbon Steel PipesDocument2 pagesMaximum Working Pressure-ASTM A53 B Carbon Steel PipesBFEVietnamNo ratings yet
- Pipe Thickness Calculation AS Per ASME 31.3Document11 pagesPipe Thickness Calculation AS Per ASME 31.3Anonymous Iev5ggSRNo ratings yet
- ASTM A36 vs A283 Gr. C Carbon Steel ComparisonDocument2 pagesASTM A36 vs A283 Gr. C Carbon Steel ComparisonKhalilahmad KhatriNo ratings yet
- Application of Bellows Expansion Joints in Piping SystemDocument5 pagesApplication of Bellows Expansion Joints in Piping Systemjlcheefei9258No ratings yet
- Wall Thickness CalDocument6 pagesWall Thickness CalNorazlan Shah MahadiNo ratings yet
- FittingsDocument50 pagesFittingsashokNo ratings yet
- Safety Valve Reaction ForceDocument16 pagesSafety Valve Reaction ForceSharun Suresh0% (1)
- Pipe Weight Formulas & TablesDocument12 pagesPipe Weight Formulas & TablesuzairmetallurgistNo ratings yet
- Blind Calculation: This Calculation Is According To EN 13480Document2 pagesBlind Calculation: This Calculation Is According To EN 13480kbc404No ratings yet
- SP Item DatasheetsDocument21 pagesSP Item DatasheetsSELVAMANINo ratings yet
- Minimum Radius Pipe Bending-R1Document4 pagesMinimum Radius Pipe Bending-R1AdvisNo ratings yet
- A545-736-11-42-DS-0034 - A - Flow TeeDocument2 pagesA545-736-11-42-DS-0034 - A - Flow TeeMurli ramchandranNo ratings yet
- ALFA ENGINEERING ISOLATION JOINTS Brochure PDFDocument11 pagesALFA ENGINEERING ISOLATION JOINTS Brochure PDFSamrandNo ratings yet
- Hydrostatic Test Pressure CalculationDocument1 pageHydrostatic Test Pressure Calculationmohd as shahiddin jafriNo ratings yet
- Thickness Analysis ReportDocument9 pagesThickness Analysis ReportEhtisham AndrAbiNo ratings yet
- ASME B31.8 Riser CalcDocument12 pagesASME B31.8 Riser CalcSalz EngineeringNo ratings yet
- NDT of PipingDocument1 pageNDT of PipingVu Tung LinhNo ratings yet
- AS4041 Pipe Wall ThicknessDocument2 pagesAS4041 Pipe Wall Thicknessjibran42No ratings yet
- Mitered BendsDocument1 pageMitered BendsTsouki TsoukiNo ratings yet
- Asme Pipe Wall ThicknessDocument3 pagesAsme Pipe Wall ThicknessYoke ShuNo ratings yet
- Hydrostatic Test Pressure Formula GuideDocument26 pagesHydrostatic Test Pressure Formula Guiderudrakr0% (1)
- Design Data: 4" Weldolet CalculationDocument2 pagesDesign Data: 4" Weldolet Calculationgrabetty100% (2)
- Piping DesignDocument9 pagesPiping Designjmclaug502No ratings yet
- FRP PipeDocument4 pagesFRP PipealvinchuanNo ratings yet
- Fabrication GAD of Equal Barred Tee - 10 Inch PDFDocument1 pageFabrication GAD of Equal Barred Tee - 10 Inch PDFThamaraikani Mani100% (1)
- Calculation Sheet For 700mm SQ Metal FloatersDocument3 pagesCalculation Sheet For 700mm SQ Metal FloatersAdagharaNo ratings yet
- DOT Pipeline SpecificationsDocument20 pagesDOT Pipeline Specificationssect349No ratings yet
- ASME B16.5 2013 FlangeRating 1.0Document4 pagesASME B16.5 2013 FlangeRating 1.0sanjaysyNo ratings yet
- BSEN1092 16 DimensionsDocument2 pagesBSEN1092 16 DimensionsalfonscarlNo ratings yet
- ASME B31.3 blind thickness calculatorDocument2 pagesASME B31.3 blind thickness calculatorVishwanath PrasadNo ratings yet
- Pipingpresentationmaster 170219125347Document61 pagesPipingpresentationmaster 170219125347Vignesh Nadimuthu100% (1)
- ASME Ver1 4 (Beta)Document2 pagesASME Ver1 4 (Beta)arunradNo ratings yet
- Wall Thickness Pipeline (Gas) B31Document25 pagesWall Thickness Pipeline (Gas) B31Rais Brian Abdurahman100% (6)
- Induction BendingDocument2 pagesInduction BendingshaonaaNo ratings yet
- Jis g3456 Grade STPT 410 Pipes PDFDocument1 pageJis g3456 Grade STPT 410 Pipes PDFMitul MehtaNo ratings yet
- Flange DesignDocument2 pagesFlange DesignMitesh PatelNo ratings yet
- BCM Naphtha Pipeline Parameters ComparisonDocument1 pageBCM Naphtha Pipeline Parameters Comparisonข้าวเม่า ทอดNo ratings yet
- Steam tracing simulation determines Process Fluid TemperatureDocument74 pagesSteam tracing simulation determines Process Fluid TemperaturecybermineNo ratings yet
- AS4041 ASME B31 - 3 Pipe Wall ThicknessDocument8 pagesAS4041 ASME B31 - 3 Pipe Wall Thicknesscutefrenzy100% (1)
- Data Sheet For Barred Tee 010719 PDFDocument1 pageData Sheet For Barred Tee 010719 PDFkandraNo ratings yet
- Ancor Flanges Asme ViiiDocument3 pagesAncor Flanges Asme ViiiAnjani PrabhakarNo ratings yet
- ASME B31.3 Process Piping Wall Thickness CalculationDocument27 pagesASME B31.3 Process Piping Wall Thickness CalculationJesus Magallanes SNo ratings yet
- Pipe Wall Thickness Calculation Methods ASME B31.1 vs B31.3Document8 pagesPipe Wall Thickness Calculation Methods ASME B31.1 vs B31.3Ton PhichitNo ratings yet
- 4DMechanical VesselDocument26 pages4DMechanical VesselBowo Edhi WibowoNo ratings yet
- Wall Thickness CalculationDocument13 pagesWall Thickness CalculationTech Monk TamilNo ratings yet
- FOAMGLAS Cellular Glass InsulationDocument18 pagesFOAMGLAS Cellular Glass InsulationAnton DeminNo ratings yet
- ASTM Heavy Hex Bolt SpecificationsDocument7 pagesASTM Heavy Hex Bolt Specificationspattanaik_munaNo ratings yet
- Branch (1) Calculations: Pipe Branch Reinforcement Per ASME B31.1b - 2009 Power Piping CodeDocument2 pagesBranch (1) Calculations: Pipe Branch Reinforcement Per ASME B31.1b - 2009 Power Piping Codedeua2004No ratings yet
- Reinforcement CalculationDocument2 pagesReinforcement CalculationVekaymech100% (9)
- Design of Piping Systems by Tengku SyahdilanDocument115 pagesDesign of Piping Systems by Tengku SyahdilanRagerishcire KanaalaqNo ratings yet
- API 570 FormulasDocument2 pagesAPI 570 FormulasjasminneeNo ratings yet
- K-4b Perhitungan PipaDocument51 pagesK-4b Perhitungan PipaIndra MaulanaNo ratings yet
- Design of Pressure ComponentsDocument34 pagesDesign of Pressure ComponentsYFFernando100% (1)
- PIPE THICKNESS CALCULATIONDocument11 pagesPIPE THICKNESS CALCULATIONvazzoleralex6884100% (1)
- SampleCalculationspipingB3132008 PDFDocument13 pagesSampleCalculationspipingB3132008 PDFsosatlantiqueNo ratings yet
- 2018 HP ElectrolyzerDocument6 pages2018 HP ElectrolyzerFarid TataNo ratings yet
- IRENA Hydrogen From Renewable Power 2018 PDFDocument52 pagesIRENA Hydrogen From Renewable Power 2018 PDFDilip100% (1)
- Hydrogen Generation from Electrolysis Trade StudyDocument17 pagesHydrogen Generation from Electrolysis Trade StudyFarid TataNo ratings yet
- A Systematic Study On Electrolytic Production of Hydrogen Gas by Using Graphite As ElectrodeDocument5 pagesA Systematic Study On Electrolytic Production of Hydrogen Gas by Using Graphite As ElectrodeZahra AlifiaNo ratings yet
- Naturel Resources H 2 El RCT RodesDocument8 pagesNaturel Resources H 2 El RCT RodesFarid TataNo ratings yet
- Non-Precious Electrodes For Practical Alkaline - Materials-12-01336Document17 pagesNon-Precious Electrodes For Practical Alkaline - Materials-12-01336Farid TataNo ratings yet
- Stainless Steel Is A Promising Electrode Material For Anodes of Microbial Fuel CellsDocument9 pagesStainless Steel Is A Promising Electrode Material For Anodes of Microbial Fuel CellsFarid TataNo ratings yet
- ME1112 Engineers Guide To Corrosion Causes Protection and ControlDocument162 pagesME1112 Engineers Guide To Corrosion Causes Protection and ControlFarid TataNo ratings yet
- ME1112 Engineers Guide To Corrosion Causes Protection and ControlDocument162 pagesME1112 Engineers Guide To Corrosion Causes Protection and ControlFarid TataNo ratings yet
- Non-Precious Electrodes For Practical Alkaline - Materials-12-01336Document17 pagesNon-Precious Electrodes For Practical Alkaline - Materials-12-01336Farid TataNo ratings yet
- Hydrogen Compatibility Handbook - I S For Stainless Steels 017051Document155 pagesHydrogen Compatibility Handbook - I S For Stainless Steels 017051Farid TataNo ratings yet
- Naturel Resources H 2 El RCT RodesDocument8 pagesNaturel Resources H 2 El RCT RodesFarid TataNo ratings yet
- Stainless Steel Is A Promising Electrode Material For Anodes of Microbial Fuel CellsDocument9 pagesStainless Steel Is A Promising Electrode Material For Anodes of Microbial Fuel CellsFarid TataNo ratings yet
- TN7-Galvanic Corrosion Rev Aug 2010Document4 pagesTN7-Galvanic Corrosion Rev Aug 2010Poncho RmzNo ratings yet
- A Systematic Study On Electrolytic Production of Hydrogen Gas by Using Graphite As ElectrodeDocument5 pagesA Systematic Study On Electrolytic Production of Hydrogen Gas by Using Graphite As ElectrodeZahra AlifiaNo ratings yet
- TN7-Galvanic Corrosion Rev Aug 2010Document4 pagesTN7-Galvanic Corrosion Rev Aug 2010Poncho RmzNo ratings yet
- Ansys Capabilities 16.0 PDFDocument10 pagesAnsys Capabilities 16.0 PDFFarid TataNo ratings yet
- Woodcraft AlalloyDocument11 pagesWoodcraft AlalloyAmal Al-abriNo ratings yet
- Bricolage Pour Tous - MenuiserieDocument69 pagesBricolage Pour Tous - MenuiserieFarid TataNo ratings yet
- Progressing Cavity Pumps - Oil Well Production Artificial Lift 2nd Ed (2013) PDFDocument227 pagesProgressing Cavity Pumps - Oil Well Production Artificial Lift 2nd Ed (2013) PDFFarid Tata100% (2)
- Chicago Pipe Stress Analysis Different Tools Different ResultsDocument27 pagesChicago Pipe Stress Analysis Different Tools Different ResultsFarid Tata100% (1)
- ANSYS Shell 63 HelpDocument10 pagesANSYS Shell 63 HelpFarid TataNo ratings yet
- Nonlinear Buckling WebDocument21 pagesNonlinear Buckling WebEl Youbi MohammedNo ratings yet
- Hydrogen Compatibility Handbook - I S For Stainless Steels 017051Document155 pagesHydrogen Compatibility Handbook - I S For Stainless Steels 017051Farid TataNo ratings yet
- Petroleum Refining V.1 - Crude Oil, Petroleum Products, Process Flowsheets (1995) PDFDocument492 pagesPetroleum Refining V.1 - Crude Oil, Petroleum Products, Process Flowsheets (1995) PDFFarid TataNo ratings yet
- Ansys Releasenotes KS278-RNDocument21 pagesAnsys Releasenotes KS278-RNFarid TataNo ratings yet
- Woodcraft AlalloyDocument11 pagesWoodcraft AlalloyAmal Al-abriNo ratings yet
- Failure Analysis of Thermowell Weldment CrackingDocument12 pagesFailure Analysis of Thermowell Weldment CrackingFarid TataNo ratings yet
- A Dream Machine: Risk, in Full Bloom Can Pot Ease Addiction?Document4 pagesA Dream Machine: Risk, in Full Bloom Can Pot Ease Addiction?Farid TataNo ratings yet
- PTFE Flat Gasket WS 7553 FD01 2009 04 enDocument1 pagePTFE Flat Gasket WS 7553 FD01 2009 04 enFarid TataNo ratings yet
- Radioactive Waste Management Practices in IndiaDocument17 pagesRadioactive Waste Management Practices in Indiasumit_fm77No ratings yet
- Closed Book API RP 577 Practice QuestionsDocument10 pagesClosed Book API RP 577 Practice QuestionsIslam Fawzy100% (1)
- Guide For The Gas Shielded Arc Welding of Aluminum and Aluminum Alloy PipeDocument38 pagesGuide For The Gas Shielded Arc Welding of Aluminum and Aluminum Alloy PipeCGRRNo ratings yet
- Food Science PDFDocument9 pagesFood Science PDFTabasum BhatNo ratings yet
- Honeywell Sensing Temperature Sensors Line Guide 0 1109480Document12 pagesHoneywell Sensing Temperature Sensors Line Guide 0 1109480X'mix ĐreamerNo ratings yet
- DLL Template Wk3Document6 pagesDLL Template Wk3Reign MayorNo ratings yet
- Saes A 007 PDFDocument29 pagesSaes A 007 PDFsindalisindiNo ratings yet
- FRP Design Guide 06Document28 pagesFRP Design Guide 06K Fink100% (5)
- Extraction and Purification of Bioactive CompoundsDocument22 pagesExtraction and Purification of Bioactive CompoundsamirahNo ratings yet
- Gfps 6219 Brochure Ecofit All You Need in Pe enDocument12 pagesGfps 6219 Brochure Ecofit All You Need in Pe endfdfdNo ratings yet
- Dielectric Constants of MaterialsDocument68 pagesDielectric Constants of MaterialsRUBEN DARIO BUCHELLYNo ratings yet
- Invincible Southern Extension Modification EA - ...Document123 pagesInvincible Southern Extension Modification EA - ...Nicolás Andrés Bastián MonarcaNo ratings yet
- M.SC - Chemistry - 2018Document24 pagesM.SC - Chemistry - 2018Abdi mohammedNo ratings yet
- B645 20547 PDFDocument6 pagesB645 20547 PDFunknown1711No ratings yet
- Heterogeneous Reaction Kinetics: Determining the Rate-Controlling StepDocument35 pagesHeterogeneous Reaction Kinetics: Determining the Rate-Controlling StepDaniel OmolewaNo ratings yet
- MINERALOGY Notes 2022Document60 pagesMINERALOGY Notes 2022Kisaakye GraceNo ratings yet
- Advanced Materials for Turbofan Engine Fan BladesDocument9 pagesAdvanced Materials for Turbofan Engine Fan BladesAhmed KhasawnehNo ratings yet
- PQT ProcedureDocument7 pagesPQT ProcedureCak Nhass100% (2)
- Cambridge IGCSE: Combined Science 0653/13Document20 pagesCambridge IGCSE: Combined Science 0653/13Paca GorriónNo ratings yet
- ST7013-Design of Steel Concrete Composite Structures Question BankDocument11 pagesST7013-Design of Steel Concrete Composite Structures Question BankSarath KumarNo ratings yet
- 005-Interlloy Grade 4340 Hardened and Tempered BarDocument3 pages005-Interlloy Grade 4340 Hardened and Tempered BarDhruv MehtaNo ratings yet
- Spec of HA-EP-N2.5Document1 pageSpec of HA-EP-N2.5rafaeldelperu1982No ratings yet
- 5 Dental AmalgamDocument64 pages5 Dental AmalgamSmiley Josh100% (1)
- Electrification of Earth Bund Singur 08.07.2020Document27 pagesElectrification of Earth Bund Singur 08.07.2020mahipal287100% (1)
- Rah 563 Ce Heating Element 35 Non Enamelled 1566626618Document4 pagesRah 563 Ce Heating Element 35 Non Enamelled 1566626618Senthil KumarNo ratings yet
- Catalytic Reaction EngineeringDocument48 pagesCatalytic Reaction EngineeringM Deepika100% (1)
- Boyle-s-Law-Lesson-Plan in ChemistryDocument3 pagesBoyle-s-Law-Lesson-Plan in ChemistryHavana Jabay SherrylynNo ratings yet
- Conservado SP: Water-Repellent For Facades With A High Protective PowerDocument2 pagesConservado SP: Water-Repellent For Facades With A High Protective PoweracarisimovicNo ratings yet
- What is Diffusion? Understanding the Spreading ProcessDocument4 pagesWhat is Diffusion? Understanding the Spreading ProcessccffyNo ratings yet
- Nstse Class 8 Solved Paper 2011Document20 pagesNstse Class 8 Solved Paper 2011api-280319234No ratings yet