You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Steel Metallurgy For The Non-Metallurgist: January 2007Document11 pagesSteel Metallurgy For The Non-Metallurgist: January 2007Anurag RamdasNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Ultra High Strength ConcreteDocument29 pagesUltra High Strength ConcreteShahab Sadqpur88% (8)
- Geopolymer Concrete ThesisDocument72 pagesGeopolymer Concrete Thesisyogeshgurubaran100% (7)
- Damage Analysis of Catalyst Tube of Reformer FurnaceDocument9 pagesDamage Analysis of Catalyst Tube of Reformer FurnaceAnonymous xmSWrWbUKGNo ratings yet
- Ceramic WasteDocument6 pagesCeramic WasteShahab SadqpurNo ratings yet
- Lecture Notes - Chem 16 LE3Document8 pagesLecture Notes - Chem 16 LE3Alexander Gordon InesNo ratings yet
- Astm C 642 90 Calidad Del ConcretoDocument3 pagesAstm C 642 90 Calidad Del ConcretoBayron Medina Ospina0% (1)
- Project Report On Activated Carbon (Granular and Powder)Document9 pagesProject Report On Activated Carbon (Granular and Powder)EIRI Board of Consultants and Publishers100% (1)
- Cement enDocument23 pagesCement enShahab SadqpurNo ratings yet
- PaperDocument10 pagesPaperHilary WatsonNo ratings yet
- 1Document6 pages1basanth_712982No ratings yet
- Resistance of Fly Ash Based GeopolymerDocument6 pagesResistance of Fly Ash Based GeopolymerShahab SadqpurNo ratings yet
- Geopolymer - Carbon Footprint - 2013Document6 pagesGeopolymer - Carbon Footprint - 2013Shahab SadqpurNo ratings yet
- AdmixturesDocument44 pagesAdmixturesRavi TejaNo ratings yet
- Initial Gantt chart setup in MS ProjectDocument12 pagesInitial Gantt chart setup in MS ProjectShahab SadqpurNo ratings yet
- Pacheco Torgal Et Al. 2012Document6 pagesPacheco Torgal Et Al. 2012Like HalimNo ratings yet
- Pce Admixture Effect of Hydration ....Document13 pagesPce Admixture Effect of Hydration ....Shahab Sadqpur0% (1)
- FFFFFFFFFDocument22 pagesFFFFFFFFFShahab SadqpurNo ratings yet
- Thesis Proposal TemplateDocument3 pagesThesis Proposal TemplateShahab SadqpurNo ratings yet
- Influence LineDocument5 pagesInfluence LineShahab SadqpurNo ratings yet
- Concrete Mix DesignDocument2 pagesConcrete Mix DesignShahab SadqpurNo ratings yet
- Hy Trog RaphDocument2 pagesHy Trog RaphShahab SadqpurNo ratings yet
- StatementDocument2 pagesStatementShahab SadqpurNo ratings yet
- Project 1 WbsDocument1 pageProject 1 WbsShahab SadqpurNo ratings yet
- Mixx of ConcereDocument3 pagesMixx of ConcereShahab SadqpurNo ratings yet
- HelloDocument1 pageHelloShahab SadqpurNo ratings yet
- Zero Cement ConcreteDocument2 pagesZero Cement ConcreteShahab SadqpurNo ratings yet
- Zero Cement ConcreteDocument2 pagesZero Cement ConcreteShahab SadqpurNo ratings yet
- Dependency of Acidic and Surficial Characteristics of Steamed Y Zeolite.2018Document13 pagesDependency of Acidic and Surficial Characteristics of Steamed Y Zeolite.2018Cecilia ManriqueNo ratings yet
- Analysis QBDocument167 pagesAnalysis QBChethan PrabhuNo ratings yet
- Iso 13438 2018Document9 pagesIso 13438 2018Phạm Hùng CườngNo ratings yet
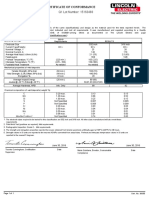
- Certificate of Conformance: Q1 Lot Number: 15163483Document1 pageCertificate of Conformance: Q1 Lot Number: 15163483interx00No ratings yet
- C7015 Infrarroja PDFDocument16 pagesC7015 Infrarroja PDFAlfredo Mitzi HernandezNo ratings yet
- Lenox Catalogue PDFDocument40 pagesLenox Catalogue PDFInvotexNo ratings yet
- Origins of Rheology: A Brief Look at the Evolution of the Study of Material FlowDocument9 pagesOrigins of Rheology: A Brief Look at the Evolution of the Study of Material FlowAmlan PalNo ratings yet
- Analyzing 1H NMR Spectra of PDMSDocument5 pagesAnalyzing 1H NMR Spectra of PDMSAsrina RoslanNo ratings yet
- Technical Data Sheet:: Polybutadiene Adducted With Maleic AnhydrideDocument1 pageTechnical Data Sheet:: Polybutadiene Adducted With Maleic AnhydrideRobert ThomasNo ratings yet
- Compressive Strength of GypsumDocument9 pagesCompressive Strength of GypsumSalwa MuzafarNo ratings yet
- CurrentDocument49 pagesCurrentTouati SaidNo ratings yet
- Water Cycle Questions AnwarDocument4 pagesWater Cycle Questions Anwarapi-124758305No ratings yet
- Spectrofotometru SpectroDirect (De La Lovibond)Document360 pagesSpectrofotometru SpectroDirect (De La Lovibond)FlaviusNo ratings yet
- Genei: Latex Agglutination Teaching Kit ManualDocument7 pagesGenei: Latex Agglutination Teaching Kit ManualNidhi LashkariNo ratings yet
- Engineering Failure Analysis: Lucjan Witek, Micha Ł Sikora, Feliks Stachowicz, Tomasz TrzepiecinskiDocument10 pagesEngineering Failure Analysis: Lucjan Witek, Micha Ł Sikora, Feliks Stachowicz, Tomasz TrzepiecinskisobhanNo ratings yet
- Origin of The UniverseDocument23 pagesOrigin of The UniverseLoriNo ratings yet
- Effects of Broken Clay Bricks in Treatment of Grey Water To Be Used For IrrigationDocument33 pagesEffects of Broken Clay Bricks in Treatment of Grey Water To Be Used For IrrigationFred BamwineNo ratings yet
- SSIP GR 11 Acids N BasesDocument10 pagesSSIP GR 11 Acids N BasesMangwane Sello100% (1)
- PWS&PQRDocument1 pagePWS&PQRkuppiliramaNo ratings yet
- Batch, Fed-Batch, CSTR & PFR Reactor Design EquationsDocument12 pagesBatch, Fed-Batch, CSTR & PFR Reactor Design EquationsRicky LeeNo ratings yet
- Cardiac Leads MDT - Cable DéfDocument116 pagesCardiac Leads MDT - Cable DéfRABAH BOUCHELAGHEMNo ratings yet
- Ch11 CastingProcessesDocument102 pagesCh11 CastingProcessesFahmi PrayogiNo ratings yet
- Chapter 2 BLMs AnswersDocument3 pagesChapter 2 BLMs AnswershelloblargNo ratings yet
- Abrasive-A ReviewDocument43 pagesAbrasive-A ReviewA.YusoffNo ratings yet
- Statistical Mechanics: Alice PaganoDocument253 pagesStatistical Mechanics: Alice PaganoSharon Di SpenaNo ratings yet
- General Information CoalDocument144 pagesGeneral Information CoalSaravanan RagupathyNo ratings yet