You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Sat Practice Answer SheetDocument5 pagesSat Practice Answer SheetJasonNo ratings yet
- ExperienceDocument2 pagesExperienceGautam GuptaNo ratings yet
- Design Check List Viii-1 Rev1Document2 pagesDesign Check List Viii-1 Rev1nirmalNo ratings yet
- Pitch Circle Chordal Distance CalculationDocument1 pagePitch Circle Chordal Distance CalculationHimanshu Sekhar GhadeiNo ratings yet
- AWS CWI Schedule 2019 - 002 PDFDocument1 pageAWS CWI Schedule 2019 - 002 PDFGautam GuptaNo ratings yet
- Work SettingDocument2 pagesWork SettingGautam GuptaNo ratings yet
- Surface Comparator PDFDocument4 pagesSurface Comparator PDFGautam GuptaNo ratings yet
- Datasheet-Capability Comparison of Creo Parametric 4-EnDocument7 pagesDatasheet-Capability Comparison of Creo Parametric 4-EnGautam GuptaNo ratings yet
- Transcript Cert Gtu CircularDocument1 pageTranscript Cert Gtu CircularDharmesh PatelNo ratings yet
- Transcript Cert Gtu CircularDocument1 pageTranscript Cert Gtu CircularDharmesh PatelNo ratings yet
- Blank DiaDocument3 pagesBlank DiaGautam GuptaNo ratings yet
- Sentence Types PDFDocument2 pagesSentence Types PDFMaureen MactalNo ratings yet
- Z Plate TestingDocument2 pagesZ Plate TestingdutahoratiuNo ratings yet
- Sudheer Sudhakaran: Top Level AssignmentsDocument3 pagesSudheer Sudhakaran: Top Level AssignmentsAjay KumarNo ratings yet
- 14 06 2017 024Document1 page14 06 2017 024Gautam GuptaNo ratings yet
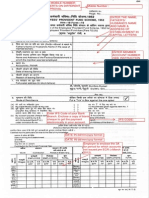
- Help Form19Document3 pagesHelp Form19अमरेश झाNo ratings yet
- Annex UreaDocument1 pageAnnex UreaavcschaudhariNo ratings yet
- DC SRS Trades-EngineersDocument4 pagesDC SRS Trades-EngineersGautam GuptaNo ratings yet
- VLFM Placement BrochureDocument29 pagesVLFM Placement BrochureGautam GuptaNo ratings yet
- Listening Practice2 PDFDocument10 pagesListening Practice2 PDFGautam GuptaNo ratings yet
- 40Document16 pages40mist73No ratings yet
- Advt PioDocument1 pageAdvt PioGautam GuptaNo ratings yet
- TryDocument1 pageTryGautam GuptaNo ratings yet
- Skilled Worker List 12 012Document1 pageSkilled Worker List 12 012Gautam GuptaNo ratings yet
- Consumable SupplierDocument1 pageConsumable SupplierGautam GuptaNo ratings yet
- Carbon Steel PlateDocument10 pagesCarbon Steel PlatehiimrujuNo ratings yet
- Sudheer Sudhakaran: Top Level AssignmentsDocument3 pagesSudheer Sudhakaran: Top Level AssignmentsAjay KumarNo ratings yet
- Collocations AwlDocument9 pagesCollocations AwlJimmy KusumaNo ratings yet
- Points Tested Migration Fact Sheet PDFDocument2 pagesPoints Tested Migration Fact Sheet PDFSyed MajeedNo ratings yet
- Prima Magistra:: Wulan Rahayu Syachtiyani, Novi TrisnawatiDocument12 pagesPrima Magistra:: Wulan Rahayu Syachtiyani, Novi TrisnawatiGita GloriaNo ratings yet
- Project 8 - Part 1 - ResumeDocument2 pagesProject 8 - Part 1 - Resumeapi-275234784No ratings yet
- Supg NS 2DDocument15 pagesSupg NS 2DruNo ratings yet
- 1-Detection of Weak Moving Targets Based On 2-D Range-Doppler FMCW Radar Fourier ProcessingDocument4 pages1-Detection of Weak Moving Targets Based On 2-D Range-Doppler FMCW Radar Fourier ProcessingPAULO CÉSAR RIBEIRO MARCIANONo ratings yet
- MLA 7th Edition Formatting and Style GuideDocument14 pagesMLA 7th Edition Formatting and Style Guideapi-301781586No ratings yet
- CreditCardStatement3665658 - 2087 - 02-Mar-21Document2 pagesCreditCardStatement3665658 - 2087 - 02-Mar-21Aamir MushtaqNo ratings yet
- Vichinsky Et Al.2019Document11 pagesVichinsky Et Al.2019Kuliah Semester 4No ratings yet
- Learning Activity Sheet in Science-9: Week 7-Quarter 3Document5 pagesLearning Activity Sheet in Science-9: Week 7-Quarter 3theinvaderNo ratings yet
- Intelligent Building FacadeDocument32 pagesIntelligent Building FacadeVeè Vêk JåyswãlNo ratings yet
- Social Gaming Merchant AccountDocument2 pagesSocial Gaming Merchant AccountstarprocessingusNo ratings yet
- Building Construction Costs Handbook 2019-2020Document89 pagesBuilding Construction Costs Handbook 2019-2020Rotich philipNo ratings yet
- Uvm UnderstandingDocument8 pagesUvm UnderstandingLokesh KumarNo ratings yet
- Accenture United Nations Global Compact IndexDocument4 pagesAccenture United Nations Global Compact IndexBlasNo ratings yet
- What's New: Contemporary Quiz#5Document2 pagesWhat's New: Contemporary Quiz#5Christian Castañeda100% (1)
- Olympic Highway Intersection Upgrades Community Update 09 2021Document5 pagesOlympic Highway Intersection Upgrades Community Update 09 2021Rex MartinichNo ratings yet
- Modernization and Crumbling ValuesDocument3 pagesModernization and Crumbling ValuesZeeyah Khan100% (3)
- SAP2000 Analysis - Computers and Structures, IncDocument6 pagesSAP2000 Analysis - Computers and Structures, IncshadabghazaliNo ratings yet
- Principles of MicroeconomicsDocument41 pagesPrinciples of MicroeconomicsHoàng LýNo ratings yet
- Real-World Data Is Dirty: Data Cleansing and The Merge/Purge ProblemDocument29 pagesReal-World Data Is Dirty: Data Cleansing and The Merge/Purge Problemapi-19731161No ratings yet
- 10th Syllbus PDFDocument104 pages10th Syllbus PDFGagandeep KaurNo ratings yet
- Airsprings - TroubleshootingDocument4 pagesAirsprings - TroubleshootingCihan CantaşNo ratings yet
- The European Code of Conduct For Research IntegrityDocument24 pagesThe European Code of Conduct For Research Integritytajsis100% (1)
- Art & Science: Meeting The Needs of Patients' Families in Intensive Care UnitsDocument8 pagesArt & Science: Meeting The Needs of Patients' Families in Intensive Care UnitsRiaNo ratings yet
- (Type The Documen T Title) : (Year)Document18 pages(Type The Documen T Title) : (Year)goodluck788No ratings yet
- Questionaire Abusive Supervision SurveyDocument2 pagesQuestionaire Abusive Supervision SurveyAabee SyedNo ratings yet
- CasDocument2 pagesCasJamesalbert KingNo ratings yet
- Access MISS ProxyDocument7 pagesAccess MISS ProxyKorintus TedyNo ratings yet
- Tutorial Probability and Statistics: SolutionsDocument3 pagesTutorial Probability and Statistics: SolutionsAdnanNo ratings yet
- 6 The Relationship Between Job Satisfaction and Intention To Stay in Taiwanese Nurse PractitionersDocument1 page6 The Relationship Between Job Satisfaction and Intention To Stay in Taiwanese Nurse Practitionersroselle portudoNo ratings yet
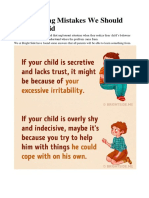
- Good Parenting 1Document6 pagesGood Parenting 1honey13No ratings yet