You might also like
- Combined Cooling, Heating and Power: Decision-Making, Design and OptimizationFrom EverandCombined Cooling, Heating and Power: Decision-Making, Design and OptimizationNo ratings yet
- Maintenance Interval Optimization Based On Fuel Consumption Data Via GPS MonitoringDocument8 pagesMaintenance Interval Optimization Based On Fuel Consumption Data Via GPS MonitoringKing DivaNo ratings yet
- Prediction of Repair & Maintenance Costs of Diesel EngineDocument7 pagesPrediction of Repair & Maintenance Costs of Diesel EngineAnonymous pKuPK3zUNo ratings yet
- Minimizing Operating Costs of Vapor Compression Equipment With Optimal Service SchedulingDocument24 pagesMinimizing Operating Costs of Vapor Compression Equipment With Optimal Service SchedulingEx LeeNo ratings yet
- Chaquet&CarmonaDocument19 pagesChaquet&CarmonaUNsha bee komNo ratings yet
- Equipment 4-2Document42 pagesEquipment 4-2Naty GriffinNo ratings yet
- Chapter 3 GBS800..Document5 pagesChapter 3 GBS800..shawnviljoen58No ratings yet
- Or R20 Unit 3Document44 pagesOr R20 Unit 3gunas4767No ratings yet
- Benchmarks of Performance For Truck and Loader FleetsDocument8 pagesBenchmarks of Performance For Truck and Loader FleetsLeo Manaure Rada100% (2)
- Maintenance Replacement and ReliabilityDocument17 pagesMaintenance Replacement and Reliabilitybederinadml100% (1)
- Comparisons of Individual and Group Replacement Policies For A Two-Machine Series SystemDocument5 pagesComparisons of Individual and Group Replacement Policies For A Two-Machine Series SystemMuhammad Talha KhanNo ratings yet
- Determining Economic Life of Earth Movin PDFDocument6 pagesDetermining Economic Life of Earth Movin PDFCURIBENo ratings yet
- Cost EstimationDocument4 pagesCost EstimationMuhammed Azhar P JNo ratings yet
- Cost OptimizationDocument11 pagesCost Optimizationmexx007No ratings yet
- DP 471: Electrical Safety and Maintenance: Lesson 5: Optimal Replacement DecisionsDocument11 pagesDP 471: Electrical Safety and Maintenance: Lesson 5: Optimal Replacement DecisionsCalvinhoNo ratings yet
- White Paper - 31082018 FINALDocument10 pagesWhite Paper - 31082018 FINALargentum19619692No ratings yet
- CFD Analysis of Pelton Runner: Amod Panthee, Hari Prasad Neopane, Bhola ThapaDocument6 pagesCFD Analysis of Pelton Runner: Amod Panthee, Hari Prasad Neopane, Bhola ThapaMuhammad HasdarNo ratings yet
- Generation Avoided Costs: Topic: Source of Generation Cost InputsDocument22 pagesGeneration Avoided Costs: Topic: Source of Generation Cost InputsVedad PalicNo ratings yet
- Lecture Costing Project Evaluation Plant Design Project I KC43104Document27 pagesLecture Costing Project Evaluation Plant Design Project I KC43104Aneesch PreethaNo ratings yet
- Performance Prediction of A Faulty Marine Diesel Engine Under Dif-Ferent Governor SettingsDocument10 pagesPerformance Prediction of A Faulty Marine Diesel Engine Under Dif-Ferent Governor SettingswaleedyehiaNo ratings yet
- Modelo Integrado de Simulacion y Optimizacion paraDocument10 pagesModelo Integrado de Simulacion y Optimizacion paraelberdanielNo ratings yet
- Length of Operational Life and Its Impact On Life-Cycle Costs of A Tractor in SwitzerlandDocument9 pagesLength of Operational Life and Its Impact On Life-Cycle Costs of A Tractor in SwitzerlandrajeevkumarchoudharyNo ratings yet
- FuelDocument30 pagesFuelrakhikishoreNo ratings yet
- Engine CalibrationDocument8 pagesEngine CalibrationbiopoweredNo ratings yet
- At Zero-Dimensional Combustion SimulationDocument4 pagesAt Zero-Dimensional Combustion SimulationAhmed Mohamed IbrahimNo ratings yet
- NORSOK P-CR-002r1 LIFE CYCLE COSTDocument21 pagesNORSOK P-CR-002r1 LIFE CYCLE COSTMalouk CheniouniNo ratings yet
- Norsok O-CR-001r1 Life Cycle Cost For Systems & EquipmentDocument38 pagesNorsok O-CR-001r1 Life Cycle Cost For Systems & EquipmentspottedkelpieNo ratings yet
- SEEMPDocument19 pagesSEEMPswapneel_kulkarniNo ratings yet
- Developing An Optimum Management Model For TurbomachinesDocument8 pagesDeveloping An Optimum Management Model For TurbomachinesbouachahceneNo ratings yet
- Applied Thermal Engineering: Minje Park, Daebong Jung, Minjae Kim, Kyoungdoug MinDocument9 pagesApplied Thermal Engineering: Minje Park, Daebong Jung, Minjae Kim, Kyoungdoug MinTiago HenriquesNo ratings yet
- Machine Replacement in Cooking Oil Bottling Process: Teoh Kah Boon KevinDocument4 pagesMachine Replacement in Cooking Oil Bottling Process: Teoh Kah Boon KevinforallofNo ratings yet
- WangRusselPaper Sname SubmissionDocument9 pagesWangRusselPaper Sname SubmissionMujeebMemonNo ratings yet
- Model For Economic Lifetime of Drilling Machines in The Swedish Mining IndustryDocument18 pagesModel For Economic Lifetime of Drilling Machines in The Swedish Mining IndustryNikola SimicNo ratings yet
- Cost Benefits of A Cycling Analysis On A Combined Cycle UnitDocument17 pagesCost Benefits of A Cycling Analysis On A Combined Cycle UnitDurga PrasadNo ratings yet
- Equipment Cost Estimating - Otuonye - 2000Document42 pagesEquipment Cost Estimating - Otuonye - 2000Rotax_Kid0% (1)
- Life-Cycle Cost Analysis of Corrugated Metal Pipe Used For Culverts, Storm Sewers, and Other Buried ConduitsDocument5 pagesLife-Cycle Cost Analysis of Corrugated Metal Pipe Used For Culverts, Storm Sewers, and Other Buried ConduitsJosé Ramón GutierrezNo ratings yet
- Applied Thermal Engineering: Muzaffar Ali, Vladimir Vukovic, Mukhtar Hussain Sahir, Daniele BasciottiDocument12 pagesApplied Thermal Engineering: Muzaffar Ali, Vladimir Vukovic, Mukhtar Hussain Sahir, Daniele Basciottianiketkulkarni1509No ratings yet
- Operating Cost (2005)Document40 pagesOperating Cost (2005)Santiago Mesa GarciaNo ratings yet
- Replacement and Maintenance AnalysisDocument12 pagesReplacement and Maintenance AnalysisPOGAKU KEERTHI MADHURINo ratings yet
- 6 Chapter Six-Equipment Life and Replacement AnalysisDocument24 pages6 Chapter Six-Equipment Life and Replacement AnalysisFiraol TayeNo ratings yet
- Automotive Engine Hybrid Modelling and Control For Reduction of Hydrocarbon EmissionsDocument16 pagesAutomotive Engine Hybrid Modelling and Control For Reduction of Hydrocarbon EmissionsdraggonboyNo ratings yet
- Eng233ch3 141001100602 Phpapp01 PDFDocument38 pagesEng233ch3 141001100602 Phpapp01 PDFLibyaFlowerNo ratings yet
- Papers Sobre Realidad ProblematicaDocument5 pagesPapers Sobre Realidad ProblematicaWillyTorresGamboaNo ratings yet
- Cost Estimation and EvaluationDocument4 pagesCost Estimation and EvaluationMuddassir DanishNo ratings yet
- Calibrating Custody Transfer Gas Meter PDFDocument18 pagesCalibrating Custody Transfer Gas Meter PDFzohaibjamilNo ratings yet
- Thermoeconomic Analysis of Gas Turbine Based Cycles: A. F. MassardoDocument8 pagesThermoeconomic Analysis of Gas Turbine Based Cycles: A. F. MassardoAndreescu Anna-Maria TheodoraNo ratings yet
- Paper Ecos2011 v3Document21 pagesPaper Ecos2011 v3Tiago HenriquesNo ratings yet
- Hydrogen Distribution InfrastructureDocument12 pagesHydrogen Distribution InfrastructureChirack Singhtony SNo ratings yet
- Total Solution Services For Advanced Maintenance of Thermal Power-Generation PlantsDocument6 pagesTotal Solution Services For Advanced Maintenance of Thermal Power-Generation PlantsRam MohanNo ratings yet
- Replacement and Maintenance AnalysisDocument53 pagesReplacement and Maintenance AnalysisHimanshu MishraNo ratings yet
- Masaki Design 2018Document27 pagesMasaki Design 2018ahmadNo ratings yet
- Simplified Method For Estimating The Cost of Plant EquipmentDocument10 pagesSimplified Method For Estimating The Cost of Plant EquipmentFrancisco GurzovNo ratings yet
- Engeco Chap 09 - Replacement AnalysisDocument42 pagesEngeco Chap 09 - Replacement AnalysisEileen WongNo ratings yet
- A Mass Model For Liquid Propellant Rocket Engines: July 2017Document21 pagesA Mass Model For Liquid Propellant Rocket Engines: July 2017Đinh Quốc TríNo ratings yet
- Modeling The Life Cycle Cost of Jet Engine Maintenance, Paper 2011Document10 pagesModeling The Life Cycle Cost of Jet Engine Maintenance, Paper 2011ralf_seemann100% (1)
- Hidro-Pequeà As CentralesDocument8 pagesHidro-Pequeà As CentralesNacho BianchiNo ratings yet
- Dry DockingDocument5 pagesDry Dockingmohamed bakryNo ratings yet
- KXGM 6302 Energy Efficiency: Engineering-Economic AnalysisDocument24 pagesKXGM 6302 Energy Efficiency: Engineering-Economic AnalysisYamaneko ShinNo ratings yet
- Control Strategy Development and Optimization For A Series Hydraulic Hybrid VehicleDocument7 pagesControl Strategy Development and Optimization For A Series Hydraulic Hybrid VehicleTri-Vien VuNo ratings yet
- Meikle Mine OpensDocument5 pagesMeikle Mine OpensluisparedesNo ratings yet
- Curso Strategic Mine Planning Optimization InglesDocument3 pagesCurso Strategic Mine Planning Optimization InglesluisparedesNo ratings yet
- Plane Amien To 12Document6 pagesPlane Amien To 12luisparedesNo ratings yet
- Animales de Jungla para CasaDocument7 pagesAnimales de Jungla para CasaluisparedesNo ratings yet
- Plane Amien To 11Document13 pagesPlane Amien To 11luisparedesNo ratings yet
- Hoist DesignDocument16 pagesHoist DesignluisparedesNo ratings yet
- 4 - Steps in Hoist DesignDocument93 pages4 - Steps in Hoist Designluisparedes50% (2)
- Extensometro en BarraDocument4 pagesExtensometro en BarraluisparedesNo ratings yet
- Q 42013 Supplementary Operational InformationDocument53 pagesQ 42013 Supplementary Operational InformationluisparedesNo ratings yet
- Week 11Document18 pagesWeek 11luisparedesNo ratings yet
- Certificate of Analysis - pm424nDocument1 pageCertificate of Analysis - pm424nluisparedesNo ratings yet
- Patrec: Ultra-Heavy Axle Loads: Design and Management Strategies For Mine PavementsDocument15 pagesPatrec: Ultra-Heavy Axle Loads: Design and Management Strategies For Mine PavementsSunilkumar ReddyNo ratings yet
- Certificate of Analysis - pm423nDocument1 pageCertificate of Analysis - pm423nluisparedesNo ratings yet
- Certificate of Analysis - Cu154Document1 pageCertificate of Analysis - Cu154luisparedesNo ratings yet
- Certificate of Analysis - Cu154Document1 pageCertificate of Analysis - Cu154luisparedesNo ratings yet
- STDS Min 00Document1 pageSTDS Min 00luisparedesNo ratings yet
- Rating Dozer BladesDocument4 pagesRating Dozer BladesluisparedesNo ratings yet
- WCM Sales LTD Precious Metal OresDocument2 pagesWCM Sales LTD Precious Metal OresluisparedesNo ratings yet
- Certificate of Analysis - Cu160Document1 pageCertificate of Analysis - Cu160luisparedesNo ratings yet
- General Approach To Distribute Waste Rocks Between Dump Sites in Open Cast MinesDocument11 pagesGeneral Approach To Distribute Waste Rocks Between Dump Sites in Open Cast MinesluisparedesNo ratings yet
- Guidelines For Mine Haul Road DesignDocument10 pagesGuidelines For Mine Haul Road Designlxo08No ratings yet
- Canmet Kc1 ADocument2 pagesCanmet Kc1 AluisparedesNo ratings yet
- Ramani (T)Document13 pagesRamani (T)luisparedesNo ratings yet
- Integrated Asset Management Strategies For Unpaved Mine Haul RoadsDocument13 pagesIntegrated Asset Management Strategies For Unpaved Mine Haul RoadsluisparedesNo ratings yet
- Modern Drilling Equipment For Underground ApplicationsDocument5 pagesModern Drilling Equipment For Underground ApplicationsAnkur MandawatNo ratings yet
- De Lara (T)Document6 pagesDe Lara (T)luisparedesNo ratings yet
- Q 42013 Supplementary Operational InformationDocument53 pagesQ 42013 Supplementary Operational InformationluisparedesNo ratings yet
- 130418-11mn034-Deis SD 2-4c-Ia1eDocument33 pages130418-11mn034-Deis SD 2-4c-Ia1eluisparedesNo ratings yet
- n30331309 PHD AbstractDocument4 pagesn30331309 PHD AbstractluisparedesNo ratings yet
- Algorithms For Multi-Parameter Constrained Compositing of Borehole Assay Intervals From Economic AspectsDocument14 pagesAlgorithms For Multi-Parameter Constrained Compositing of Borehole Assay Intervals From Economic AspectsluisparedesNo ratings yet
- D.E.I Technical College, Dayalbagh Agra 5 III Semester Electrical Engg. Electrical Circuits and Measurements Question Bank Unit 1Document5 pagesD.E.I Technical College, Dayalbagh Agra 5 III Semester Electrical Engg. Electrical Circuits and Measurements Question Bank Unit 1Pritam Kumar Singh100% (1)
- Cat It62hDocument4 pagesCat It62hMarceloNo ratings yet
- DPWH Cost EstimationDocument67 pagesDPWH Cost EstimationAj Abe92% (12)
- The 9 Best Reasons To Choose ZultysDocument13 pagesThe 9 Best Reasons To Choose ZultysGreg EickeNo ratings yet
- BancassuranceDocument41 pagesBancassuranceanand_lamaniNo ratings yet
- Foreclosure of REMDocument10 pagesForeclosure of REMShanelle NapolesNo ratings yet
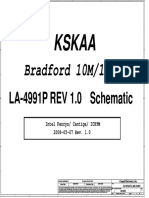
- Schema Elctrica Placa Baza Toshiba A500-13wDocument49 pagesSchema Elctrica Placa Baza Toshiba A500-13wnicmaxxusNo ratings yet
- Inv69116728 45926324Document1 pageInv69116728 45926324dany.cantaragiuNo ratings yet
- Chapter 3 SampleDocument12 pagesChapter 3 Samplesyarifah53No ratings yet
- High-Definition Multimedia Interface SpecificationDocument51 pagesHigh-Definition Multimedia Interface SpecificationwadrNo ratings yet
- Pivacare Preventive-ServiceDocument1 pagePivacare Preventive-ServiceSadeq NeiroukhNo ratings yet
- ABES Engineering College, Ghaziabad Classroom Photograph: (Ramanujan Block, First Floor)Document21 pagesABES Engineering College, Ghaziabad Classroom Photograph: (Ramanujan Block, First Floor)Avdhesh GuptaNo ratings yet
- Vitus Bering, Centre For Higher Education: Jens Bertelsen & Jens Peder PedersenDocument50 pagesVitus Bering, Centre For Higher Education: Jens Bertelsen & Jens Peder PedersenAnca IscruNo ratings yet
- Pepsico IncDocument26 pagesPepsico IncYKJ VLOGSNo ratings yet
- Mine Gases (Part 1)Document15 pagesMine Gases (Part 1)Melford LapnawanNo ratings yet
- Sterling PumpeDocument20 pagesSterling PumpesrdzaNo ratings yet
- Gist of FIEO ServicesDocument1 pageGist of FIEO Servicessanjay patraNo ratings yet
- Philippine Disaster Risk Reducation and ManagementDocument10 pagesPhilippine Disaster Risk Reducation and ManagementDareNo ratings yet
- Memorandum of AgreementDocument6 pagesMemorandum of AgreementJomar JaymeNo ratings yet
- Profile Romblon IslandDocument10 pagesProfile Romblon Islandderella starsNo ratings yet
- 1 General: Fig. 1.1 Industrial RobotDocument40 pages1 General: Fig. 1.1 Industrial RobotArunNo ratings yet
- Exchange Rates JBDocument9 pagesExchange Rates JBboss9921No ratings yet
- 2B. Glicerina - USP-NF-FCC Glycerin Nutritional Statement USP GlycerinDocument1 page2B. Glicerina - USP-NF-FCC Glycerin Nutritional Statement USP Glycerinchristian muñozNo ratings yet
- Research On Surface Roughness by Laser CDocument5 pagesResearch On Surface Roughness by Laser CfatmirhusejniNo ratings yet
- 1.2 Installation of SSH Keys On Linux-A Step-By Step GuideDocument3 pages1.2 Installation of SSH Keys On Linux-A Step-By Step GuideMada ChouchouNo ratings yet
- Chapter IDocument38 pagesChapter ITuyền PhạmNo ratings yet
- Form DVAT 27A: Intimation of Deposit of Government DuesDocument2 pagesForm DVAT 27A: Intimation of Deposit of Government DueshhhhhhhuuuuuyyuyyyyyNo ratings yet
- Raspberry Pi Installing Noobs OSDocument3 pagesRaspberry Pi Installing Noobs OSEXORCENo ratings yet
- The Van Conversion Bible - The Ultimate Guide To Converting A CampervanDocument170 pagesThe Van Conversion Bible - The Ultimate Guide To Converting A CampervanPil100% (3)
- How To Guide To Oauth and API SecurityDocument12 pagesHow To Guide To Oauth and API Securitysilviuleahu100% (1)