You might also like
- 1 - Ongep2fut12xucew4qkffqrl11 PDFDocument22 pages1 - Ongep2fut12xucew4qkffqrl11 PDFVitor PereiraNo ratings yet
- 1 - Ongep2fut12xucew4qkffqrl15 PDFDocument112 pages1 - Ongep2fut12xucew4qkffqrl15 PDFVitor PereiraNo ratings yet
- 1 - Ongep2fut12xucew4qkffqrl13 PDFDocument55 pages1 - Ongep2fut12xucew4qkffqrl13 PDFVitor PereiraNo ratings yet
- 1 - Ongep2fut12xucew4qkffqrl15 PDFDocument112 pages1 - Ongep2fut12xucew4qkffqrl15 PDFVitor PereiraNo ratings yet
- 1 - Ongep2fut12xucew4qkffqrl13 PDFDocument55 pages1 - Ongep2fut12xucew4qkffqrl13 PDFVitor PereiraNo ratings yet
- 1 - Ongep2fut12xucew4qkffqrl7 PDFDocument13 pages1 - Ongep2fut12xucew4qkffqrl7 PDFVitor Pereira100% (2)
- 1 - Ongep2fut12xucew4qkffqrl11 PDFDocument22 pages1 - Ongep2fut12xucew4qkffqrl11 PDFVitor PereiraNo ratings yet
- 1 - Ikt4hh450zz1f155do55thyc0 PDFDocument44 pages1 - Ikt4hh450zz1f155do55thyc0 PDFVitor PereiraNo ratings yet
- 1 - Omzmmiuj3ro2bu55l54vvl457 PDFDocument38 pages1 - Omzmmiuj3ro2bu55l54vvl457 PDFVitor PereiraNo ratings yet
- 1 - Ongep2fut12xucew4qkffqrl13 PDFDocument55 pages1 - Ongep2fut12xucew4qkffqrl13 PDFVitor PereiraNo ratings yet
- NBR 5419-SpdaDocument32 pagesNBR 5419-SpdatomazellijuniorNo ratings yet
- NBR 14639 - Posto de Serviço - Instalações ElétricasDocument23 pagesNBR 14639 - Posto de Serviço - Instalações ElétricasAdriano FleuryNo ratings yet
- NBR 9061 NB 942 - Seguranca de Escavacao A Ceu AbertoDocument31 pagesNBR 9061 NB 942 - Seguranca de Escavacao A Ceu AbertoPlatoonbarros100% (3)
- Como Fazer Conexão de AterramentoDocument1 pageComo Fazer Conexão de Aterramentoacsbm87No ratings yet
- 1 - Ongep2fut12xucew4qkffqrl15 PDFDocument112 pages1 - Ongep2fut12xucew4qkffqrl15 PDFVitor PereiraNo ratings yet
- Detector de Tensão CC PDFDocument1 pageDetector de Tensão CC PDFVitor PereiraNo ratings yet
- 1 - Omzmmiuj3ro2bu55l54vvl457 PDFDocument38 pages1 - Omzmmiuj3ro2bu55l54vvl457 PDFVitor PereiraNo ratings yet
- Planilha 5km Intermediario 4s PDFDocument1 pagePlanilha 5km Intermediario 4s PDFVitor PereiraNo ratings yet
- 1 - Ongep2fut12xucew4qkffqrl11 PDFDocument22 pages1 - Ongep2fut12xucew4qkffqrl11 PDFVitor PereiraNo ratings yet
- NBR 14639 - Posto de Serviço - Instalações ElétricasDocument23 pagesNBR 14639 - Posto de Serviço - Instalações ElétricasAdriano FleuryNo ratings yet
- NBR 5419-SpdaDocument32 pagesNBR 5419-SpdatomazellijuniorNo ratings yet
- 1 - Ongep2fut12xucew4qkffqrl7 PDFDocument13 pages1 - Ongep2fut12xucew4qkffqrl7 PDFVitor Pereira100% (2)
- Disjuntores Caixa Moldada Abb Linha Tmax 2800ADocument413 pagesDisjuntores Caixa Moldada Abb Linha Tmax 2800AgsaautomacaoNo ratings yet
- NBR 9061 NB 942 - Seguranca de Escavacao A Ceu AbertoDocument31 pagesNBR 9061 NB 942 - Seguranca de Escavacao A Ceu AbertoPlatoonbarros100% (3)
- Disjuntores Caixa Moldada Abb Linha Tmax 2800ADocument413 pagesDisjuntores Caixa Moldada Abb Linha Tmax 2800AgsaautomacaoNo ratings yet
- Planilha 5km Iniciante 8s PDFDocument1 pagePlanilha 5km Iniciante 8s PDFVitor PereiraNo ratings yet
- Como Fazer Conexão de AterramentoDocument1 pageComo Fazer Conexão de Aterramentoacsbm87No ratings yet
- DiretoriaDocument1 pageDiretoriaVitor PereiraNo ratings yet
- Importancia Isolacao CondutoresDocument4 pagesImportancia Isolacao CondutoresandreytexNo ratings yet
- Manual de Instalações Elétricas Da Prysmian PDFDocument73 pagesManual de Instalações Elétricas Da Prysmian PDFDaniel MoreiraNo ratings yet
- Maquinas Massas Percepções e Mentes PG 09-14Document19 pagesMaquinas Massas Percepções e Mentes PG 09-14luiz antonioNo ratings yet
- Proteção de sistemas elétricos de potência - Introdução à filosofia e dispositivos de proteçãoDocument92 pagesProteção de sistemas elétricos de potência - Introdução à filosofia e dispositivos de proteçãorenatofcortesNo ratings yet
- Checklist - MotoDocument1 pageChecklist - Mototayna0% (1)
- Avaliação de Ciências da Natureza com questões sobre equações, estados da matéria e propriedades químicasDocument5 pagesAvaliação de Ciências da Natureza com questões sobre equações, estados da matéria e propriedades químicasDaiane de Oliveira FreitasNo ratings yet
- Carga, Força, Campo, Potencial e Trabalho ElétricoDocument14 pagesCarga, Força, Campo, Potencial e Trabalho ElétricoClaudioprofessor1No ratings yet
- Modelo Shell BauDocument2 pagesModelo Shell BauilumideiasNo ratings yet
- Modelo Documentacao RedeDocument10 pagesModelo Documentacao RedeMarcos PauloNo ratings yet
- CarburadorDocument6 pagesCarburadorBruno SousaNo ratings yet
- Livro O Terremoto Que Mexeu Com o BrasilDocument29 pagesLivro O Terremoto Que Mexeu Com o BrasilJefferson Ferreira da SilvaNo ratings yet
- Rev. F 04 / 2023: PadronizaçãoDocument29 pagesRev. F 04 / 2023: PadronizaçãoDaniel GuirardiNo ratings yet
- Propriedades e aplicações do alumínio e suas ligasDocument56 pagesPropriedades e aplicações do alumínio e suas ligasarthur tavaresNo ratings yet
- TERMORREGULAÇÃODocument35 pagesTERMORREGULAÇÃOAnnajô Mauriz100% (1)
- CP - Pi 43 - Thunder - BF0035 (505.0094-022) - R04Document61 pagesCP - Pi 43 - Thunder - BF0035 (505.0094-022) - R04Isaque Elias CorreiaNo ratings yet
- Fibra OpticaDocument7 pagesFibra OpticaPatrícia NascimentoNo ratings yet
- Manual de serviço para reparação de transmissão de lavadoraDocument66 pagesManual de serviço para reparação de transmissão de lavadoramarcojone1326100% (12)
- Manual DEC-130 PlusDocument25 pagesManual DEC-130 PlusGilmar Caetano GarciaNo ratings yet
- Enquadramento Comando de VálvulasDocument4 pagesEnquadramento Comando de VálvulasRafael Canizares ChiarandiNo ratings yet
- Catalogo Da Urbe de Andaime Suspenso Eletrico LTD 630Document11 pagesCatalogo Da Urbe de Andaime Suspenso Eletrico LTD 630FranciscoFaraNo ratings yet
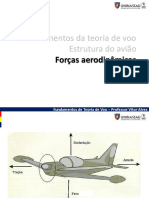
- 3 - Forças AerodinâmicasDocument17 pages3 - Forças AerodinâmicasGiovanni GrassiNo ratings yet
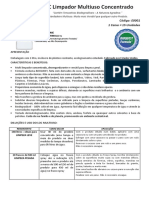
- LOC Limpador Multiuso Concentrado Biodegradável VersátilDocument1 pageLOC Limpador Multiuso Concentrado Biodegradável VersátilKom Wu0% (1)
- RelatórioDocument3 pagesRelatórioJirlane Conceição SantosNo ratings yet
- Ocorrência de Hidrocarbonetos em MoçambiqueDocument2 pagesOcorrência de Hidrocarbonetos em MoçambiqueBrunoSamuelAge100% (4)
- Teste Pureza Água MultímetroDocument3 pagesTeste Pureza Água MultímetroAnonymous CNf01J5No ratings yet
- H45 60XM OperadorDocument97 pagesH45 60XM OperadorCrodyRP100% (1)
- Meios Não Físicos de Transmissão de DadosDocument24 pagesMeios Não Físicos de Transmissão de DadosRaimunda Branco100% (1)
- MastersafGF Manual InstalacaoDocument53 pagesMastersafGF Manual InstalacaotyuhzinhoNo ratings yet
- Lista3 RespostasDocument4 pagesLista3 RespostaswvdNo ratings yet
- Arquivo 6 - Cronograma UFVDocument4 pagesArquivo 6 - Cronograma UFVengenheirosousaNo ratings yet
- Aplicativo de TV Paga No Xbox 360 Dá Acesso A 300 Canais de TV - GPS - Pezquiza.com GPS - PezquizaDocument3 pagesAplicativo de TV Paga No Xbox 360 Dá Acesso A 300 Canais de TV - GPS - Pezquiza.com GPS - PezquizakelpiusNo ratings yet