You might also like
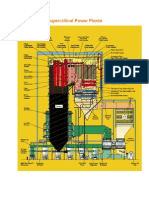
- Supercritical Power PlantsDocument57 pagesSupercritical Power Plantsmkchy12100% (4)
- Tire Pyrolysis ProposalDocument12 pagesTire Pyrolysis ProposalElias RizkNo ratings yet
- Process Modeling and Simulation in Plasma Technology - An Innovative Approach Towards Sustainable Solution For Solid Waste TreatmentDocument5 pagesProcess Modeling and Simulation in Plasma Technology - An Innovative Approach Towards Sustainable Solution For Solid Waste Treatmentwww.irjes.comNo ratings yet
- TVRC THERMAL VOLUME REDUCTION & CONVERSIONBrochureDocument4 pagesTVRC THERMAL VOLUME REDUCTION & CONVERSIONBrochureemilywilson1No ratings yet
- Cogenerationof Power Utilising Waste Heatin Cement ManufactureDocument12 pagesCogenerationof Power Utilising Waste Heatin Cement ManufactureRedouane RadwanNo ratings yet
- Forged Stainless Steel BoltsDocument11 pagesForged Stainless Steel BoltsAssure TurbinesNo ratings yet
- Thermo Fuel ProcessDocument9 pagesThermo Fuel ProcessSpoiler Alert100% (1)
- TCC-4000pdf Zi UDocument13 pagesTCC-4000pdf Zi UguldavistNo ratings yet
- Ormat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Document5 pagesOrmat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Anonymous Cxriyx9HIX100% (1)
- Organic Rankine Cycle Power PlantDocument6 pagesOrganic Rankine Cycle Power PlantPower PowerNo ratings yet
- Power Units Based in Stirling EnginesDocument7 pagesPower Units Based in Stirling EnginesDïego Andrés NNo ratings yet
- Paperwhr SBDocument10 pagesPaperwhr SBSuchismita Bhattacharya BhaumikNo ratings yet
- SPE-197965-MS Transforming Waste Heat To Electric Power in Oil and Gas Compression Systems Using Supercritical Carbon DioxideDocument7 pagesSPE-197965-MS Transforming Waste Heat To Electric Power in Oil and Gas Compression Systems Using Supercritical Carbon Dioxide叶芊No ratings yet
- Condition AssessmentDocument9 pagesCondition AssessmentPraveenNo ratings yet
- Reciprocating Generator Sets A Viable Choice in Sustainable Energy LEXE0046-01Document9 pagesReciprocating Generator Sets A Viable Choice in Sustainable Energy LEXE0046-01sdiamanNo ratings yet
- GTL Plant PackageDocument10 pagesGTL Plant Packagebigreich93100% (1)
- Appendix 5A: Natural Gas Use in Industrial BoilersDocument7 pagesAppendix 5A: Natural Gas Use in Industrial BoilersbarmarwanNo ratings yet
- Valuable EndDocument2 pagesValuable Endemilywilson1No ratings yet
- Coal Gasification Process For Us IndustryDocument19 pagesCoal Gasification Process For Us Industrymourinho2No ratings yet
- Plasco Conversion SystemDocument12 pagesPlasco Conversion SystemRodolfo Barbosa YoungNo ratings yet
- A Thermodynamic Criterion For Selection of Working Fluid For Subcritical and Supercritical Domestic Micro CHPDocument6 pagesA Thermodynamic Criterion For Selection of Working Fluid For Subcritical and Supercritical Domestic Micro CHPChoon SengNo ratings yet
- Biomass Gasification Power Generation IntroductionDocument7 pagesBiomass Gasification Power Generation Introductionjarvi69No ratings yet
- 08A03722 Paper Turboden SegherieDocument12 pages08A03722 Paper Turboden SegheriehhechenleitnerNo ratings yet
- 01 Waste Heat RecoveryDocument91 pages01 Waste Heat Recoveryioan1946No ratings yet
- PSG - StilmasDocument8 pagesPSG - Stilmascontactamit_shahNo ratings yet
- 20composicion Dle SyngasDocument8 pages20composicion Dle SyngasWILMAR RUIZ HUACCACHI HERRERANo ratings yet
- InstitutionDocument7 pagesInstitutionIAN MIGOTNo ratings yet
- Thermoeconomic Analysis of Organic RankineDocument14 pagesThermoeconomic Analysis of Organic RankinePower Power100% (1)
- Cost - Cryogenic Vs AmineDocument11 pagesCost - Cryogenic Vs Aminemhoo_mNo ratings yet
- HTT Solid Waste Rotary Kiln QuotationDocument12 pagesHTT Solid Waste Rotary Kiln QuotationFrancisco RenteriaNo ratings yet
- Air Pollution Control Technology Fact SheetDocument5 pagesAir Pollution Control Technology Fact SheetSiddharth RajendranNo ratings yet
- Green Tutorial 2Document19 pagesGreen Tutorial 2hoocheeleong234No ratings yet
- Waste Heat To Power Systems PDFDocument9 pagesWaste Heat To Power Systems PDFWilson FigueiraNo ratings yet
- Electric Arc Steam PlasmaDocument5 pagesElectric Arc Steam PlasmaMelody Ann MalanoNo ratings yet
- Process DescriptionDocument9 pagesProcess Descriptionsonhai937No ratings yet
- Coal PulverizedDocument113 pagesCoal PulverizedSherwin Naldoza Dela Cruz100% (2)
- Thermal Energy Storage SystemDocument55 pagesThermal Energy Storage SystemTrain13100% (1)
- Assignment On Natural GasDocument7 pagesAssignment On Natural GasDonald Oseghale OkohNo ratings yet
- Technical and Economic Aspects of Biomass ORC CHP Costs INVESTITIA SPECIFICADocument10 pagesTechnical and Economic Aspects of Biomass ORC CHP Costs INVESTITIA SPECIFICAdyonyso002No ratings yet
- Manthan SynopsysDocument3 pagesManthan Synopsystimepass4siteNo ratings yet
- Major Project ReportDocument13 pagesMajor Project ReportBhabani PatiNo ratings yet
- Boiler1 PDFDocument2 pagesBoiler1 PDFJAY PARIKHNo ratings yet
- 6 B6 Richard HoggDocument8 pages6 B6 Richard HoggclintoncNo ratings yet
- Costos de Inversión IGCCDocument16 pagesCostos de Inversión IGCCFrancisco José Lara TeuberNo ratings yet
- Textile and Engineering InstituteDocument29 pagesTextile and Engineering InstituteNegoita GeorgianNo ratings yet
- Natural Gas InformationDocument13 pagesNatural Gas InformationSami Uddin Saifi100% (1)
- Environmental Risk of Particulate and Soluble Platinum Group Elements Released From Gasoline and Diesel Engine Catalytic ConvertersDocument5 pagesEnvironmental Risk of Particulate and Soluble Platinum Group Elements Released From Gasoline and Diesel Engine Catalytic ConvertersMuhammad AbubakarNo ratings yet
- Ormat Technologies Inc. - Ormat Energy Converters Proven Power From Cement Plant Waste Heat - 2013-05-09Document7 pagesOrmat Technologies Inc. - Ormat Energy Converters Proven Power From Cement Plant Waste Heat - 2013-05-09Kiran VeerubhotlaNo ratings yet
- PHD Thesis On Thermal Power PlantDocument6 pagesPHD Thesis On Thermal Power Plantafkneafpz100% (1)
- FGD Comparison - Wet Vs Semi Dry Vs DryDocument6 pagesFGD Comparison - Wet Vs Semi Dry Vs DryAnonymous wIPMQ5rhNo ratings yet
- Indonesia Energy Survey, NIFESDocument36 pagesIndonesia Energy Survey, NIFESMoly69xNo ratings yet
- Cement Plant Simulation and Dynamic Data Communication Using Ni Labview and Matrikon OPCDocument8 pagesCement Plant Simulation and Dynamic Data Communication Using Ni Labview and Matrikon OPCleorio88No ratings yet
- Pulverized Coal and Igcc Plant Cost and Performance EstimatesDocument22 pagesPulverized Coal and Igcc Plant Cost and Performance EstimatesVinod DahiyaNo ratings yet
- Power PlantDocument2 pagesPower PlantMahaveer SharmaNo ratings yet
- C H P: F A Q: Ombined Eat and Ower Requently Sked UestionsDocument2 pagesC H P: F A Q: Ombined Eat and Ower Requently Sked Uestionsapi-206454315No ratings yet
- Deaerators in Industrial Steam Systems: Additional BenefitsDocument2 pagesDeaerators in Industrial Steam Systems: Additional BenefitsMochammad RezaNo ratings yet
- Targets Onboard Hydro StorageDocument2 pagesTargets Onboard Hydro StorageBL SalviNo ratings yet
- Combined Heat and PowerDocument8 pagesCombined Heat and Powerawhk2006No ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Carbon Capture Technologies for Gas-Turbine-Based Power PlantsFrom EverandCarbon Capture Technologies for Gas-Turbine-Based Power PlantsNo ratings yet
- Trash Talks Continue For HighDocument3 pagesTrash Talks Continue For Highemilywilson1No ratings yet
- Recent Emissions Testing From Plasma Arc Plasma Gasification System PDFDocument1 pageRecent Emissions Testing From Plasma Arc Plasma Gasification System PDFemilywilson1No ratings yet
- Peat Commissions Its First PTDR-100 Waste Remediation SystemDocument2 pagesPeat Commissions Its First PTDR-100 Waste Remediation Systememilywilson1No ratings yet
- Thermal Treatment Equipment by Irwin RapoportDocument3 pagesThermal Treatment Equipment by Irwin Rapoportemilywilson1No ratings yet
- Plasma Thermal Waste-to-Energy System in ChinaDocument1 pagePlasma Thermal Waste-to-Energy System in Chinaemilywilson1No ratings yet
- Battery Recycling CampaignDocument2 pagesBattery Recycling Campaignemilywilson1No ratings yet
- Plasma Tech Soon To Help Waste DisposalDocument1 pagePlasma Tech Soon To Help Waste Disposalemilywilson1No ratings yet
- China Gets Plasma Thermal Waste Destruction SystemDocument1 pageChina Gets Plasma Thermal Waste Destruction Systememilywilson1No ratings yet
- More Details On The Gasification ProcessDocument1 pageMore Details On The Gasification Processemilywilson1No ratings yet
- Energy-Efficient Management of Pharma WasteDocument4 pagesEnergy-Efficient Management of Pharma Wasteemilywilson1No ratings yet
- PEAT Strikes Deal For Plasma Thermal WasteDocument1 pagePEAT Strikes Deal For Plasma Thermal Wasteemilywilson1No ratings yet
- Thermal Treatment Equipment by Irwin RapoportDocument3 pagesThermal Treatment Equipment by Irwin Rapoportemilywilson1No ratings yet
- PTDR-200 Waste To Energy System, Medical Waste Treatment, Bio Waste TreatmentDocument2 pagesPTDR-200 Waste To Energy System, Medical Waste Treatment, Bio Waste Treatmentemilywilson1No ratings yet
- PTDR-100 Waste To Energy System, Medical Waste Treatment, Bio Waste TreatmentDocument2 pagesPTDR-100 Waste To Energy System, Medical Waste Treatment, Bio Waste Treatmentemilywilson1No ratings yet
- Valuable EndDocument2 pagesValuable Endemilywilson1No ratings yet
- Thermal Treatment Equipment by Irwin RapoportDocument3 pagesThermal Treatment Equipment by Irwin Rapoportemilywilson1No ratings yet
- Plasma-Arc Gasification and Wastewater Other ResidualsDocument1 pagePlasma-Arc Gasification and Wastewater Other Residualsemilywilson1No ratings yet
- Plasma GasificationDocument1 pagePlasma Gasificationemilywilson1No ratings yet
- Plasma-Arc Gasification and Wastewater Other ResidualsDocument1 pagePlasma-Arc Gasification and Wastewater Other Residualsemilywilson1No ratings yet
- Application ExampleDocument1 pageApplication Exampleemilywilson1No ratings yet
- PlasmaDocument1 pagePlasmaemilywilson1No ratings yet
- Plasma Gasification Can Reduce CO2 EmissionsDocument1 pagePlasma Gasification Can Reduce CO2 Emissionsemilywilson1No ratings yet
- Cheap PTDR Technology Exists in India For Disposal of Bhopal Union CarbideDocument4 pagesCheap PTDR Technology Exists in India For Disposal of Bhopal Union Carbideemilywilson1No ratings yet
- PEAT ComPEAT Commissions Plasma Thermal Waste-to-Energy Systemmissions Plasma Thermal WasteDocument1 pagePEAT ComPEAT Commissions Plasma Thermal Waste-to-Energy Systemmissions Plasma Thermal Wasteemilywilson1No ratings yet
- Peat 100Document2 pagesPeat 100emilywilson1No ratings yet