You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Creating A Timber Frame House v1Document77 pagesCreating A Timber Frame House v1Gregor100% (2)
- 11 Alston Road Whelley: Guide Price ofDocument4 pages11 Alston Road Whelley: Guide Price ofAnonymous udeigCM5tYNo ratings yet
- RULE 7b - Table VII - Schedule of Principal Accessory Conditional Uses - PART 2 (Book Format)Document32 pagesRULE 7b - Table VII - Schedule of Principal Accessory Conditional Uses - PART 2 (Book Format)Thea AbelardoNo ratings yet
- Site Plan 0702arun19-Model - PDF 4Document9 pagesSite Plan 0702arun19-Model - PDF 4Arun KumaranNo ratings yet
- Garispanduan Arkitek Dan Jurutera PDFDocument117 pagesGarispanduan Arkitek Dan Jurutera PDFJoe QuekNo ratings yet
- Seamus HeaneyDocument7 pagesSeamus HeaneyAhmad Aqeel SarwarNo ratings yet
- AD Classics - Trellick Tower - Erno Goldfinger - ArchDailyDocument13 pagesAD Classics - Trellick Tower - Erno Goldfinger - ArchDailyarchpavlovicNo ratings yet
- Architectural Design 1Document6 pagesArchitectural Design 1hope jirehNo ratings yet
- History of Phil - Architecture-A MilestoneDocument10 pagesHistory of Phil - Architecture-A MilestoneBermundo LaniNo ratings yet
- Soteco Extractor Safety Operator ManualDocument13 pagesSoteco Extractor Safety Operator ManualmaterpcNo ratings yet
- Brick MasonaryDocument42 pagesBrick MasonarySaddam HossainNo ratings yet
- Research Design Final ManuscriptDocument38 pagesResearch Design Final ManuscriptWealey MendozaNo ratings yet
- PROJECT A Consists of Two (2) Contiguous Residential Serviced Apartment Buildings One of Forty - TwoDocument1 pagePROJECT A Consists of Two (2) Contiguous Residential Serviced Apartment Buildings One of Forty - TwoAB AgostoNo ratings yet
- Custom Dining2014Document80 pagesCustom Dining2014Ankit BiswasNo ratings yet
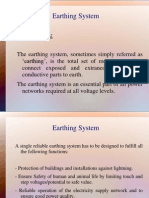
- Earthing SystemDocument17 pagesEarthing SystemArpit VaidyaNo ratings yet
- Empower B1+vocabulary Unit 7Document14 pagesEmpower B1+vocabulary Unit 7Lii FernandaaNo ratings yet
- The Disappointments Room PDFDocument129 pagesThe Disappointments Room PDFMufti Akhmad Shadiq Afnas0% (1)
- Vernacular ArchitectureDocument3 pagesVernacular Architectureuapsa.cc.tropiaNo ratings yet
- Crane: Erection and Maintenance of Manual Revolving DoorsDocument10 pagesCrane: Erection and Maintenance of Manual Revolving DoorsSagar AroraNo ratings yet
- Pure 84Document27 pagesPure 84The Luxury LandmarkNo ratings yet
- Onespace Luminous Ceiling Prefab 456867 Ffs AenDocument3 pagesOnespace Luminous Ceiling Prefab 456867 Ffs AensoylahijadeunvampiroNo ratings yet
- TENSEGRITY - Structural Systems For FutureDocument19 pagesTENSEGRITY - Structural Systems For FutureRENOW CLEETUSNo ratings yet
- Universiti Tun Hussein Onn Malaysia: ConfidentialDocument3 pagesUniversiti Tun Hussein Onn Malaysia: ConfidentialZahirah SaffriNo ratings yet
- E-Line KX - Bus Bar SystemDocument57 pagesE-Line KX - Bus Bar SystemajaynmenonNo ratings yet
- Catalogo Construccion Casa de Madera-2008Document196 pagesCatalogo Construccion Casa de Madera-2008DiegoAndresC100% (1)
- Morse Taper Dimensions and Drill Chuck ArborsDocument4 pagesMorse Taper Dimensions and Drill Chuck ArborskokiskoNo ratings yet
- Architectural Structural Plumbing ElectricalDocument24 pagesArchitectural Structural Plumbing ElectricalRay Jeffrey SisonNo ratings yet
- MOJAVE Single Wide Proof 2014Document16 pagesMOJAVE Single Wide Proof 2014Donnarose DiBenedetto0% (1)
- A Seminar Report On Affordable Rapid Mass Housing Using GFRG PanelsDocument26 pagesA Seminar Report On Affordable Rapid Mass Housing Using GFRG PanelsSuman90% (29)
- Bahria Town ConstructionDocument2 pagesBahria Town ConstructionMuhammad ImranNo ratings yet