You might also like
- Delomatic 400 Hydro Data SheetDocument14 pagesDelomatic 400 Hydro Data SheetFedilino P. FornollesNo ratings yet
- 3bnm005401 - D109 Technical DataDocument9 pages3bnm005401 - D109 Technical DatafloreabanciuNo ratings yet
- Bently 3300 - 55 ManualDocument6 pagesBently 3300 - 55 Manualwagner machado de moraesNo ratings yet
- ST 3000 Smart Transmitter Manual PDFDocument316 pagesST 3000 Smart Transmitter Manual PDFvishnu ramkaranNo ratings yet
- P-Link Module PE-link Module: User'S ManualDocument61 pagesP-Link Module PE-link Module: User'S ManualNgọc Nguyễn ThanhNo ratings yet
- TelephoneDocument55 pagesTelephoneJERALD GABINONo ratings yet
- Motor Protection PrinciplesDocument35 pagesMotor Protection PrinciplesTrầnThanhTrungNo ratings yet
- Installation Manual MAS2600Document27 pagesInstallation Manual MAS2600Ketan SarmalkarNo ratings yet
- Autronica Gas Detector HC 600Document50 pagesAutronica Gas Detector HC 600Sotila Ionut100% (1)
- Sound Powered TelephoneDocument10 pagesSound Powered TelephoneJonathan MooreNo ratings yet
- P-42 - Tank Monitoring SystemDocument118 pagesP-42 - Tank Monitoring SystemCengiz İyiceNo ratings yet
- Heat Detector BDH-500 DatasheetDocument2 pagesHeat Detector BDH-500 DatasheetLyndon LeriasNo ratings yet
- 38AH Carrier PDFDocument108 pages38AH Carrier PDFskmishra110100% (2)
- Woodward Watch Window Software: Getting StartedDocument8 pagesWoodward Watch Window Software: Getting StartedRafael RochaNo ratings yet
- 3bnm005401 D101 PresentationDocument65 pages3bnm005401 D101 Presentationfloreabanciu100% (1)
- 1756 CP3 - CABLE - en PDocument4 pages1756 CP3 - CABLE - en PFernando_Paez_No ratings yet
- 315 - SVP3000 Smart Valve Positioner-PrezentacijaDocument26 pages315 - SVP3000 Smart Valve Positioner-Prezentacijachandushar1604No ratings yet
- Autronica Smoke DetectorDocument2 pagesAutronica Smoke DetectorbhavadasNo ratings yet
- Toshiba Servo BS Genel KatalogDocument32 pagesToshiba Servo BS Genel Katalogluis rubioNo ratings yet
- Inert Gas SystemDocument3 pagesInert Gas Systemmehedi2636No ratings yet
- EGS2200Document2 pagesEGS2200Sandeep Kumar YadavNo ratings yet
- Tuning ATU500 for Optimal TransmissionDocument8 pagesTuning ATU500 for Optimal TransmissionAnsar ShafiiNo ratings yet
- Delomatic 3, Replacement Instruction, Flash Prom, 4189340245 UK PDFDocument1 pageDelomatic 3, Replacement Instruction, Flash Prom, 4189340245 UK PDFadi merNo ratings yet
- Implementation and Configuration of the Veinland/DCU Module in the NW4000 VDRDocument13 pagesImplementation and Configuration of the Veinland/DCU Module in the NW4000 VDRJavier FundoraNo ratings yet
- GP-PRO/PBIII For Windows Device/Plc Connection ManualDocument46 pagesGP-PRO/PBIII For Windows Device/Plc Connection ManualHamdan RizqiNo ratings yet
- Bourbon Liberty 200 Series - AhtsDocument2 pagesBourbon Liberty 200 Series - AhtsIgorNo ratings yet
- Eltek Fire & Safety Programmer MANUAL EDP1 v.1.3f PDFDocument8 pagesEltek Fire & Safety Programmer MANUAL EDP1 v.1.3f PDFch0senNo ratings yet
- FA 250 CertificateDocument12 pagesFA 250 CertificateNurocman KelikNo ratings yet
- CP SP 1372e 03 PDFDocument40 pagesCP SP 1372e 03 PDFArribas Quilaton LeoNo ratings yet
- Ho RTF Rev 3 2016Document259 pagesHo RTF Rev 3 2016MarkNo ratings yet
- Shipboard Electrical EquipmentDocument16 pagesShipboard Electrical EquipmentastefanovichNo ratings yet
- Cpd1702f10s1 Servo Drive Berger Lahr ManualDocument8 pagesCpd1702f10s1 Servo Drive Berger Lahr Manual1piotr1No ratings yet
- Autronica CATDocument2 pagesAutronica CATredvalorNo ratings yet
- Temp - Controller SDC35-36 Specification ManualDocument12 pagesTemp - Controller SDC35-36 Specification ManualsunhuynhNo ratings yet
- ACC20 Digital Governor Unit PDFDocument2 pagesACC20 Digital Governor Unit PDFCezaryNo ratings yet
- Cpu RtaDocument212 pagesCpu RtaRamesh GrandheNo ratings yet
- Engine Order Telegraph SystemsDocument17 pagesEngine Order Telegraph SystemslusifadilahNo ratings yet
- Bar Graphic Type Digital Indicator ManualDocument10 pagesBar Graphic Type Digital Indicator Manualjamukanak padNo ratings yet
- SDC35/36 User's Manual: Single Loop ControllerDocument288 pagesSDC35/36 User's Manual: Single Loop ControllerAlex Horia0% (1)
- Four loop fire alarm panelDocument1 pageFour loop fire alarm panelFab SgnNo ratings yet
- FJ4000A4-21 MonitorDocument8 pagesFJ4000A4-21 Monitorgunawan100% (1)
- ISA CBA 1000 Manual - ApplicationDocument30 pagesISA CBA 1000 Manual - ApplicationAsher KhanNo ratings yet
- Qmi Em5 ManualDocument88 pagesQmi Em5 ManualBenja87No ratings yet
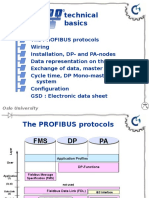
- Basics of Profibus Operation Chapter1Document19 pagesBasics of Profibus Operation Chapter1Amit KhandwalNo ratings yet
- Delomatic - Multi-Function System System Data: DEIF Generator Unit Control PanelDocument4 pagesDelomatic - Multi-Function System System Data: DEIF Generator Unit Control Panellukasberg100% (1)
- CATALOG Marine - EN PDFDocument32 pagesCATALOG Marine - EN PDFIvanNo ratings yet
- Rehs2125 03Document24 pagesRehs2125 03zekaNo ratings yet
- Parallel Operation of Three-Phase AlternatorsDocument12 pagesParallel Operation of Three-Phase AlternatorsNayan Manna100% (2)
- ST 3000 and SFC User Manual 34-St-32-02d Aug 1993-OcrDocument180 pagesST 3000 and SFC User Manual 34-St-32-02d Aug 1993-OcrAnonymous zdCUbW8Hf100% (1)
- ANSI Code 87 Type RMC-131D Differential Current RelayDocument2 pagesANSI Code 87 Type RMC-131D Differential Current RelayshyamamolNo ratings yet
- 33 KV VCBDocument7 pages33 KV VCBMathur Dinesh0% (1)
- MICREX-SX Programmable Controllers MICREX-SX Series SPH Catalog PDFDocument126 pagesMICREX-SX Programmable Controllers MICREX-SX Series SPH Catalog PDFmirzashahidNo ratings yet
- Abb Advant Product PDFDocument17 pagesAbb Advant Product PDFAmir SayahanNo ratings yet
- Danfoss 131B0312 Programming Guide PDFDocument234 pagesDanfoss 131B0312 Programming Guide PDFAnonymous oEoCVNhu7HNo ratings yet
- Honeywell 7847i Honeywell 7847i-L Data SheetDocument4 pagesHoneywell 7847i Honeywell 7847i-L Data SheetAlarm Grid Home Security and Alarm MonitoringNo ratings yet
- IndIT PMS Brochure PDFDocument8 pagesIndIT PMS Brochure PDFPauloNo ratings yet
- Lect 1 PDFDocument14 pagesLect 1 PDFFikaduNo ratings yet
- Advances in Power System ManagementDocument15 pagesAdvances in Power System ManagementKalyan RanjanNo ratings yet
- Smart Grids and The New Age of Energy - EEPDocument11 pagesSmart Grids and The New Age of Energy - EEPvetsasNo ratings yet
- Important FormulaeDocument1 pageImportant Formulaedennisraj1No ratings yet
- History of ABB's HVDC Expertise: Facts and Figures 1929Document3 pagesHistory of ABB's HVDC Expertise: Facts and Figures 1929dennisraj1No ratings yet
- Technical Datasheet M3AA 100 LB 8 11 KW 750 RPM 400 V 50 HZ IM3611Document2 pagesTechnical Datasheet M3AA 100 LB 8 11 KW 750 RPM 400 V 50 HZ IM3611dmmcNo ratings yet
- Pegasus MHV: Wound Rotor Induction MotorDocument6 pagesPegasus MHV: Wound Rotor Induction Motordennisraj1No ratings yet
- SPM33 Data Sheet V2Document2 pagesSPM33 Data Sheet V2Vu SonNo ratings yet
- Optimal TCSC Placement for Power System StabilityDocument13 pagesOptimal TCSC Placement for Power System StabilityBelayneh TadesseNo ratings yet
- 6.boq Ges P-1Document6 pages6.boq Ges P-1RoshanNo ratings yet
- 11 - 22kV - XLPECABLEDocument18 pages11 - 22kV - XLPECABLESanthosh V RaajendiranNo ratings yet
- 1LUB000001-BLE InstallationManual Dry 201402Document24 pages1LUB000001-BLE InstallationManual Dry 201402Anonymous mcCJYBoNo ratings yet
- Collins 20170425 SolidStateBatteryDocument28 pagesCollins 20170425 SolidStateBatteryJames RowsellNo ratings yet
- Investigation of The Sympathetic Tripping Problem in Power SystemsDocument15 pagesInvestigation of The Sympathetic Tripping Problem in Power SystemsSasi prasadNo ratings yet
- 3 Phase EEDocument25 pages3 Phase EEIbrahim KhleifatNo ratings yet
- Mehebub ElectromagnetismDocument29 pagesMehebub ElectromagnetismMehebub PhysicsNo ratings yet
- Christensen's Physics of Diagnostic Radiology - 4th Edition PDFDocument535 pagesChristensen's Physics of Diagnostic Radiology - 4th Edition PDFNachchakorn DellNo ratings yet
- Ig Mint Mint+iom 6.2Document135 pagesIg Mint Mint+iom 6.2100003No ratings yet
- MX4000Document12 pagesMX4000nikhilpoyyara870% (2)
- Analog Electronics-2 PDFDocument20 pagesAnalog Electronics-2 PDFAbhinav JangraNo ratings yet
- 2nd Assignment For First TermDocument10 pages2nd Assignment For First TermRaj ChauhanNo ratings yet
- 422e 428e Elektro2 PDFDocument4 pages422e 428e Elektro2 PDFdenisNo ratings yet
- Fundamentals of Electric Machines A Primer With MatlabDocument411 pagesFundamentals of Electric Machines A Primer With MatlabKONANNo ratings yet
- De-Embedding Transmission Line Measurements For Accurate Modeling of IC DesignsDocument7 pagesDe-Embedding Transmission Line Measurements For Accurate Modeling of IC DesignsXin LINo ratings yet
- Basics of Remote Sensing and Gis: Group MembersDocument36 pagesBasics of Remote Sensing and Gis: Group MembersKrunal RanaNo ratings yet
- FuseDocument0 pagesFusekaushikray06No ratings yet
- Datasheet Epistar ARPL-10WDocument6 pagesDatasheet Epistar ARPL-10WkosiakakNo ratings yet
- Features: 1N4933 Thru 1N4937Document3 pagesFeatures: 1N4933 Thru 1N4937Zoltán ÁgostonNo ratings yet
- Liquid Rotor Resistance Starter Conventional LrsDocument3 pagesLiquid Rotor Resistance Starter Conventional Lrsmayur3dhandeNo ratings yet
- BNS40S-12Z-LST 0,3MDocument4 pagesBNS40S-12Z-LST 0,3MKathy MorgendorfferNo ratings yet
- Hfe Hitachi trk-w530 Service en FRDocument38 pagesHfe Hitachi trk-w530 Service en FRmiguel_olmos_18No ratings yet
- 5.AC Phase Control Using SCRDocument8 pages5.AC Phase Control Using SCRabcdefgNo ratings yet
- Motor Protection Calculation Tool For SPAM 150 C: User S Manual and Technical DescriptionDocument28 pagesMotor Protection Calculation Tool For SPAM 150 C: User S Manual and Technical Descriptionhizbi7No ratings yet
- Form Request OvertimeDocument21 pagesForm Request OvertimeAndika ArdaNo ratings yet
- Tugas Nilai Kalori Print WoDocument132 pagesTugas Nilai Kalori Print Wodedi sanatraNo ratings yet
- Resistors & Circuits: Ohm's LawDocument8 pagesResistors & Circuits: Ohm's LawH Aries OñaNo ratings yet
- PB3 1Document5 pagesPB3 1womini1025No ratings yet