Professional Documents
Culture Documents
Baja Dan Paduannya
Uploaded by
DimasErlandCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Baja Dan Paduannya
Uploaded by
DimasErlandCopyright:
Available Formats
BAB I
BAJA DAN PADUANNYA
SISTEM KESETIMBANGAN Fe-C
Diagram fasa Fe-C sangat penting di bidang metalurgi karena sangat bermanfaat di
dalam menjelaskan perubahan-perubahan fasa Baja (paduan logam Fe-C). Baja
merupakan logam yang banyak dipakai di bidang teknik karena kekuatan tarik yang
tinggi dan keuletan yang baik. Paduan ini mempunyai sifat mampu bentuk (formability)
yang baik dan sifat-sifat mekaniknya dapat diperbaiki dengan jalan perlakuan panas
atau perlakuan mekanik.
Untuk memudahkan di dalam memahami paduan Fe-C, terlebih dahulu akan dibahas
sifatsifat besi murni (Fe).
Besi Murni (Fe)
Besi murni bersifat allotropy yaitu mempunyai berbagai bentuk kristal. Titik lebur besi
sekitar 1539
C. Sedikit di bawah suhu 1539
C, besi cair mulai membeku dan
membentuk fasa padat dengan struktur kristal bcc. Fasa padat ini dinamakan besi-S
atau ferit-8 sampai suhu sekitar 1401 C. Pada suhu antara 1401-910 C, struktur
kristal besi berubah menjadi fcc yang dinamakan austenit (besi-). Selanjutnya di
bawah 910
C , struktur kristal besi kembali ke bcc dalam bentuk ferit .
Gambar 1.1. Pendinginan pada besi murni
Di samping itu sifat magnet besi akan hilang jika dipanaskan pada suhu di atas 768
C.
Suhu ini biasanya dinamakan Currie point.
Diagram Fasa Fe-C
Baja adalah logam paduan Fe-C dengan kadar C<2% sedangkan untuk paduan
dengan C>2% dinamakan besi tuang (cast iron). Sifat-sifat baja sangat dipengaruhi
oleh kadar C.
Gambar 1.2. Diagram fasa Fe-C
Diagram fasa mempunyai 3 titik invarian yaitu titik peritectic (pada suhu 1493
C), titik
eutectic (pada suhu 1147
C dan C=4,3%) dan titik eutectoid (pada suhu 723
C dan
C=0,8%). Titik-titik invarian ini terdiri dari 3 fasa yang berada dalam kesetimbangan :
1. Reaksi peritectic : L + =
2. Reaksi eutectic : L = + Fe
3
C
3. Reaksi eutectoid : y = + Fe
3
C
Jadi fasa-fasa pada diagram Fe-C adalah fasa cair L, ferit-, austenit (), ferit-a dan
cementite (Fe
3
C).
Berdasarkan kadar C, baja dapat dikelompokkan menjadi 3 yaitu : baja eutectic,
hypoeutectoid dan baja hypereutectoid.
Baja Eutectoid
Jika baja eutectoid dengan kadar C=0,8 % didinginkan dari suhu misal 800
C sampai
suhu kamar, maka akan terjadi serangkaian perubahan fasa (transformasi fasa)
seperti pada gambar 1.3 di bawah.
Gambar 1.3. Baja eutectoid
Saat suhu mencapai 723
C, reaksi eutectoid terjadi menurut persamaan : = +
Fe
3
C .
Stuktur mikro yang terbentuk berupa lapisan a (ferrite) dan cementite (Fe
3
C). Struktur
ini dinamakan perlit (pearlite). Struktur perlit ini disebabkan karena perbedaan
konsentrasi C antara fasa (0,8 %C), ferit (0,02 %C) dan cementite (6,7 %C)
sehingga terjadi difusi. Atom-atom karbon pada ferit akan bergerak menuju
interface/batas antara Fe
3
C/ sehingga membentuk fasa Fe
3
C.
Baja Hypoeutectoid
Baja hypoeutectoid adalah baja dengan kadar C antara 0,02-0,76 %. Jika baja dengan
kadar C
o
= 0,4 %C didinginkan dan suhu 900
C (titik a) pada gambar 1.4 maka akan
terjadi perubahan struktur mikro sbb. :
Pada suhu 900
C, baja dalam bentuk austenit. Jika suhunya turun sampai titik b, ferit
mulai tumbuh pada butir austenit. Ferit ini dinamakan proeutectoid ferrite. Pendinginan
selanjutnya pada suhu c menyebabkan bertambahnya jumlah proeutectoid ferrite sampai
semua batas butir austenit dipenuhi proeutectoid ferrite. Pada suhu di bawah 723
C (titik
d), sisa austenit berubah menjadi perlit menurut reaksi :
= + Fe
3
C (perlit)
Jadi struktur akhir berupa ferit pada batas butir (proeutectoid ferrite) dan perlit.
Gambar 1.4. Baja hypoeutectoid
Baja Hypereutectoid
Baja hypereutectoid adalah Baja dengan kadar C antara 0,8-2,14 %. Perubahan fasa
yang terjadi selama pendinginan dapat dijelaskan sbb. :
Gambar 1.5. Baja hypereutectoid
Pada titik a, baja hypereutectoid berada dalam bentuk austenit. Jika suhu turun
sampai titik b, cementite (Fe
3
C) mulai terbentuk sepanjang batas butir austenit. Pada
titik b, jumlah cementite bertambah sampai batas butir austenit tertutupi oleh
cementite. Di bawah suhu eutectoid, sisa austenit akan berubah menjadi perlit. Hasil
akhir berupa cementite yang terbentuk sebelum reaksi eutectoid (dinamakan
proeutectoid cementite) dan perlit.
TRANSFORMASI ISOTHERMAL BAJA EUTECTOID
Jika baja karbon eutectoid ( C = 0,8 %) dipanaskan sampai mencapai fasa austenit
kemudian didinginkan secara cepat dalam garam cair (salt bath) pada suhu sedikit di
bawah suhu eutectoid dan dipertahankan suhunya tetap (isothermal) dengan waktu
penahanan yang berbeda-beda kemudian dicelup (quench) ke dalam air atau brine
maka akan didapatkan serangkaian transformasi fasa dari austenit menjadi perlit
seperti pada gambar 1.6 di bawah.
Gambar 1.6 Eksperimen untuk menentukan perubahan struktur mikro
selama proses transformasi isothermal
Jika eksperimen di atas diulang dengan suhu yang berbeda-beda maka akan
didapatkan diagram T-T-T (time temperature transformation) atau disebut juga
diagram IT (isothermal transformation) seperti pada gambar 1.7 di bawah.
Gambar 1.7. Diagram transformasi isothermal untuk baja karbon eutectoid
Jika baja eutectoid dicelup dari fasa austenit ke interval suhu berikut maka struktur
mikroyang terbentuk adalah :
550-723
C : austenit perlit
250-550
C : austenit bainit
Suhu kamar : austenit martensit
Transformasi perlit (+Fe
3
C)
Jika baja eutectoid dicelup dari fasa austenit dicelup dari fasa austenit ke suhu
antara 723 550
C maka akan terbentuk perlit melalui proses pengintian
(nucleation) dan pertumbuhan (growth). Mekanisme transformasi perlit
(+Fe
3
C) seperti terlihat pada gambar 1.8 di bawah.
Gambar 1.8. Mekanisme transformasi perlit (+Fe
3
C)
Jika eksperimen di atas diulang dengan suhu yang berbeda-beda maka akan
didapatkan diagram T-T-T (time temperature transformation) atau disebut juga
diagram IT (isothermal transformation) seperti pada gambar 1.7 di bawah.
Gambar 1.7. Diagram transformasi isothermal untuk baja karbon eutectoid
Jika baja eutectoid dicelup dari fasa austenit ke interval suhu berikut maka struktur
mikroyang terbentuk adalah :
550-723
C : austenit perlit
250-550
C : austenit bainit
Suhu kamar : austenit martensit
Transformasi perlit (+Fe
3
C)
Jika baja eutectoid dicelup dari fasa austenit dicelup dari fasa austenit ke suhu
antara 723 550
C maka akan terbentuk perlit melalui proses pengintian
(nucleation) dan pertumbuhan (growth). Mekanisme transformasi perlit
(+Fe
3
C) seperti terlihat pada gambar 1.8 di bawah.
Gambar 1.8. Mekanisme transformasi perlit (+Fe
3
C)
Jika eksperimen di atas diulang dengan suhu yang berbeda-beda maka akan
didapatkan diagram T-T-T (time temperature transformation) atau disebut juga
diagram IT (isothermal transformation) seperti pada gambar 1.7 di bawah.
Gambar 1.7. Diagram transformasi isothermal untuk baja karbon eutectoid
Jika baja eutectoid dicelup dari fasa austenit ke interval suhu berikut maka struktur
mikroyang terbentuk adalah :
550-723
C : austenit perlit
250-550
C : austenit bainit
Suhu kamar : austenit martensit
Transformasi perlit (+Fe
3
C)
Jika baja eutectoid dicelup dari fasa austenit dicelup dari fasa austenit ke suhu
antara 723 550
C maka akan terbentuk perlit melalui proses pengintian
(nucleation) dan pertumbuhan (growth). Mekanisme transformasi perlit
(+Fe
3
C) seperti terlihat pada gambar 1.8 di bawah.
Gambar 1.8. Mekanisme transformasi perlit (+Fe
3
C)
Pada gambar 1.8 di atas terlihat bahwa mula-mula cementite (Fe
3
C) tumbuh dalam
bentuk lapisan (lamella). Kadar C pada daerah austenit di dekat Fe
3
C mengalami
penurunan karena terjadi perpindahan atom-atom C sehingga menjadi -Fe
sedangkan daerah dimana terjadi penumpukan C akan membentuk Fe
3
C.
Laju trasnformasi perlit (+Fe
3
C) biasanya dinyatakan dengan kurva yang berupa
fraksi austenit yang telah berubah menjadi perlit, f sebagai fungsi dari waktu t seperti
terlihat pada gambar 1.9. di bawah.
Gambar 1.9. Kurva reaksi isothermal baja eutectoid
Kurva di atas berbentuk sigmoidal dimana pada tahap awal, transformasi berjalan
lambat dan tahap ini merupakan waktu inkubasi (incubation time). Pada tahap kedua,
laju transformasi meningkat karena terjadi pengintian dan pertumbuhan perlit
sedangkan pada tahap akhir terjadi penurunan laju transformasi karena kecepatan
pengintian turun dan perlit yang telah tumbuh saling bertemu satu dengan lainnya. Laju
transformasi ini dinyatakan dengan Persamaan Johnson-Mehl sebagia berikut :
= 1
3
dengan f adalah fraksi austenit yang telah menjadi perlit, N adalah laju pengintian, G
laju pertumbuhan dan t adalah waktu transformasi. Secara umum laju transformasi
dinyatakan dengan Persamaan Johnson-Mehl-Avrami (JMA) yaitu :
f =1- exp( -kt
n
)
dengan k adalah konstanta kecepatan (rate constant) dan n adalah eksponen Avrami.
Pada umumnya perlit lebih lunak dari martensit atau bainit tetapi lebih keras dari ferit.
Tegangan luluh perlit sangat dipengaruhi oleh jarak antar lamellar S yaitu :
y
(MPa) =139 +46,4S
-1
TRANSFORMASI AUSTENIT MARTENSIT
Sifat-sifat Transformasi Austenit -+ Martensit
Jika baja eutectoid (Fe-0,8 %C) didinginkan secara cepat dari fasa austenit hingga
laju pendinginan tidak memotong bagian hidung(nose) dari kurva T-T-T maka akan
terbentuk struktur martensit pada suhu di bawah 220
C. Martensit adalah larutan
padat lewat jenuh C dalam ferit-a dan bersifat metasable.
Gambar 1.10. Diagram transformasi isothermal untuk baja eutectoid dengan laju
pendinginan cepat yang menghasilkan martensit
Sifat-sifat transformasi :
1. Struktur martensit tergantung pada kandungan C dalam baja. Jika kadar C
sekitar 0,2 % maka akan terbentuk bilah (lath) sedangkan untuk baja dengan
kadar C tinggi akan terbentuk pelat (plate).
2. Transformasi y-+martensit tidak berlangsung secara difusi (diffusionless) karena
transformasi berlangsung cepat sehingga atom-atom tidak mempunyai waktu
bergerak
3. Selam transformasi berlangsung tidak terjadi perubahan fasa antara fasa induk
(austenit) dengan fasa baru (martensit).
4. Struktur kristal yang terbentuk oleh transformasi martensit akan berubah dari
struktur body centre cubic (BCC) menjadi body centre tetragonal (BCT) jilca
kandungan C meningkat.
5. Transformasi martensit pada baja mulai pada suhu M
S
dan jika persentase
austenit yang berubah menjadi martensit meningkat sampai transformasi
berakhir pada suhu Mf
6. Pada baja karbon tinggi, martensit pelat (plate martensite) terbentuk melalui
transformasi geser (displacive transformation).
Morfologi Martensit
Martensit bilah (lath martensite) terbentuk jika kadar C dalam baja sampai 0,6 %
sedangkan di atas 1 %C akan terbentuk martensit pelat (plate martensite).
Perubahan dari tipe bilah ke pelat terjadi pada interval 0,6 %<C<1,08 %.
Gambar 1.11. Morfologi martensit : (a) martensit bilah dan (b) martensit pelat
Martensit bilah (tipe I)
Martensit bilah terdiri dari kelompok-kelompok bilah yang dipisahkan oleh batas butir
bersudut kecil atau besar. Struktur ini mempunyai kerapatan dislokasi (dislocation
density) tinggi.
Martensit pelat (tipe II)
Martensit jenis ini berbentuk pelat seperti jarum dan kadang-kadang dikelilingi oleh
austenit sisa (retained austenite). Ukuran pelat bervariasi dan mempunyai struktur
kembaran (twin) yang sejajar.
Mekanisme Terbentuknya Martensit
Transformasi martensit berlangsung tanpa difusi dimana tidak terjadi redistribusi atau
pertukaran atom akan tetapi berlangsung melalui pergeseran atom-atom secara
5. Transformasi martensit pada baja mulai pada suhu M
S
dan jika persentase
austenit yang berubah menjadi martensit meningkat sampai transformasi
berakhir pada suhu Mf
6. Pada baja karbon tinggi, martensit pelat (plate martensite) terbentuk melalui
transformasi geser (displacive transformation).
Morfologi Martensit
Martensit bilah (lath martensite) terbentuk jika kadar C dalam baja sampai 0,6 %
sedangkan di atas 1 %C akan terbentuk martensit pelat (plate martensite).
Perubahan dari tipe bilah ke pelat terjadi pada interval 0,6 %<C<1,08 %.
Gambar 1.11. Morfologi martensit : (a) martensit bilah dan (b) martensit pelat
Martensit bilah (tipe I)
Martensit bilah terdiri dari kelompok-kelompok bilah yang dipisahkan oleh batas butir
bersudut kecil atau besar. Struktur ini mempunyai kerapatan dislokasi (dislocation
density) tinggi.
Martensit pelat (tipe II)
Martensit jenis ini berbentuk pelat seperti jarum dan kadang-kadang dikelilingi oleh
austenit sisa (retained austenite). Ukuran pelat bervariasi dan mempunyai struktur
kembaran (twin) yang sejajar.
Mekanisme Terbentuknya Martensit
Transformasi martensit berlangsung tanpa difusi dimana tidak terjadi redistribusi atau
pertukaran atom akan tetapi berlangsung melalui pergeseran atom-atom secara
5. Transformasi martensit pada baja mulai pada suhu M
S
dan jika persentase
austenit yang berubah menjadi martensit meningkat sampai transformasi
berakhir pada suhu Mf
6. Pada baja karbon tinggi, martensit pelat (plate martensite) terbentuk melalui
transformasi geser (displacive transformation).
Morfologi Martensit
Martensit bilah (lath martensite) terbentuk jika kadar C dalam baja sampai 0,6 %
sedangkan di atas 1 %C akan terbentuk martensit pelat (plate martensite).
Perubahan dari tipe bilah ke pelat terjadi pada interval 0,6 %<C<1,08 %.
Gambar 1.11. Morfologi martensit : (a) martensit bilah dan (b) martensit pelat
Martensit bilah (tipe I)
Martensit bilah terdiri dari kelompok-kelompok bilah yang dipisahkan oleh batas butir
bersudut kecil atau besar. Struktur ini mempunyai kerapatan dislokasi (dislocation
density) tinggi.
Martensit pelat (tipe II)
Martensit jenis ini berbentuk pelat seperti jarum dan kadang-kadang dikelilingi oleh
austenit sisa (retained austenite). Ukuran pelat bervariasi dan mempunyai struktur
kembaran (twin) yang sejajar.
Mekanisme Terbentuknya Martensit
Transformasi martensit berlangsung tanpa difusi dimana tidak terjadi redistribusi atau
pertukaran atom akan tetapi berlangsung melalui pergeseran atom-atom secara
serentak pada jarak tempuk tidak lebih dari jarak antar atom (lattice spacing). Sifat-
sifat martensit adalah :
1. Derajat tetragonality (sifat tetragonal) meningkat jika %C dalam baja meningkat.
2. Peningkatan kadar C menyebabkan perubahan morfologi martensit disertai
perubahan deformasi dari mekanisme slip ke kembaran.
Perubahan struktur mikro dari austenit (struktur FCC) menjadi martensit (struktur
BCT) dapat dijelaskan dengan gambar 1.12 di bawah.
Gambar 1.12. Panjang kisi kristal (lattice parameter) austenit dan martensit sebagai
fungsi kadar C
Dari grafik di atas terlihat bahwa sifat .tetragonal (c/a) meningkat jika kadar C
dalam baja meningkat dan dapat dinyatakan dengan persamaan :
c/a =1+ 0,045.%C
Besi murni (C=0%) mempunyai harga c/a = 1 atau c = a sehingga martensit tak
akan terbentuk pada besi murni.
Mekanisme Kembaran (Twinning) Pada Pembentukan Martensit
Mekanisme kembaran terjadi jika kadar C dalam baja tinggi. Pada reaksi ini timbul
energi regangan elastis yang harus diakomodasi pada batas kembaran-matriks
yang koheren supaya tidak terjadi retak pada pelat martensit. Perubahan bentuk
yang terjadi selama pembentukan pelat martensit dapat dilihat pada gambar 1.13. di
bawah.
Gambar 1.13. Pembentukan martensit melalui mekanisme twinning
TRANSFORMASI AUSTENIT BAINIT
Jika baja eutectoid didinginkan secara cepat pada fasa austenit ke suhu antara 250-
550 C dan ditahan pada interval suhu tersebut (isothermal) maka akan terbentuk
struktur mikro yang dinamakan bainit sesuai dengan nama penemunya, yaitu Dr. E.C.
Bain.
Gambar 1.14. Diagram transformasi isothermal untuk baja eutectoid dengan lintasan
pendinginan yang menghasilkan bainit
Bainit adalah struktur mikro hasil dari reaksi eutectoid non lamellar sedangkan perlit
dihasilkan dari reaksi eutectoid lamellar. Bainit merupakan struktur mikro yang
merupakan campuran fasa ferit dan cementite (Fe
3
C). Pada suhu 350-550
C akan
terbentuk bainit atas (upper bainit) sedangkan pada 250-350
C akan terbentuk bainit
bawah (lower bainit).
Gambar 1.13. Pembentukan martensit melalui mekanisme twinning
TRANSFORMASI AUSTENIT BAINIT
Jika baja eutectoid didinginkan secara cepat pada fasa austenit ke suhu antara 250-
550 C dan ditahan pada interval suhu tersebut (isothermal) maka akan terbentuk
struktur mikro yang dinamakan bainit sesuai dengan nama penemunya, yaitu Dr. E.C.
Bain.
Gambar 1.14. Diagram transformasi isothermal untuk baja eutectoid dengan lintasan
pendinginan yang menghasilkan bainit
Bainit adalah struktur mikro hasil dari reaksi eutectoid non lamellar sedangkan perlit
dihasilkan dari reaksi eutectoid lamellar. Bainit merupakan struktur mikro yang
merupakan campuran fasa ferit dan cementite (Fe
3
C). Pada suhu 350-550
C akan
terbentuk bainit atas (upper bainit) sedangkan pada 250-350
C akan terbentuk bainit
bawah (lower bainit).
Gambar 1.13. Pembentukan martensit melalui mekanisme twinning
TRANSFORMASI AUSTENIT BAINIT
Jika baja eutectoid didinginkan secara cepat pada fasa austenit ke suhu antara 250-
550 C dan ditahan pada interval suhu tersebut (isothermal) maka akan terbentuk
struktur mikro yang dinamakan bainit sesuai dengan nama penemunya, yaitu Dr. E.C.
Bain.
Gambar 1.14. Diagram transformasi isothermal untuk baja eutectoid dengan lintasan
pendinginan yang menghasilkan bainit
Bainit adalah struktur mikro hasil dari reaksi eutectoid non lamellar sedangkan perlit
dihasilkan dari reaksi eutectoid lamellar. Bainit merupakan struktur mikro yang
merupakan campuran fasa ferit dan cementite (Fe
3
C). Pada suhu 350-550
C akan
terbentuk bainit atas (upper bainit) sedangkan pada 250-350
C akan terbentuk bainit
bawah (lower bainit).
Bainit Bawah
Karena bainit terbentuk pada suhu yang rendah maka laju difusi rendah pula sehingga
karbida besi akan mengendap di dalam pelat ferit. Karbida besi ini membentuk sudut
55
dengan sumbu panjang ferit. Bainit bawah tidak menunjukkan adanya kembaran
(twinning) dan mekanisme terbentuknya bainit bawah identik dengan struktur mikro
yang dihasilkan oleh martensit yang mengalami proses temper, yaitu ferit lewat jenuh
terbentuk melalui mekanisme geser (shear) dan diikuti dengan endapan karbida di
dalam ferit.
Bainit Atas
Bainit atas terbentuk pada suhu antara 350-550
C. Pada baja eutectoid, bainit atas
terdiri dari fasa cementite dan ferit tetapi bentuk cementite seperti batang (rod) bukan
pelat atau lamellae. Bainit tersusun atas ferit yang berbentuk bilah (lath) sejajar
dengan sumbu panjang dan cementite mengendap pada batas butir.
Gambar 1.15. Bainit atas
Gambar 1.16. Bainit bawah
ANNEALING DAN NORMALIZING PADA BAJA KARBON
Kebanyakan logam paduan yang akan dipakai untuk aplikasi teknik harus
mempunyai kombinasi kekuatan (strength) dan keuletan (ductility) yang baik.
Kekuatan logam dapat dilakukan dengan cara memberi pengerjaan dingin (cold
working) yang menghasilkan peningkatan dislokasi sedangkan keultan logam dapat
dilakukan dengan proses annealing (pelunakan)
Gambar 1.17. Interval suhu untuk annealing pada baja karbon
Annealing menyebabkan struktur logam yang telah mengalami distorsi karena
pengerjaan dingin kembali ke bentuk yang lunak dengan sedikit dislokasi. Annealing
terbagi menjadi 2 yaitu full annealing (pelunakan penuh) dan process annealing
(pelunakan proses).
Full Annealing
Dilakukan dengan cara memanaskan 25
C di atas Ac3 dan ditahan beberapa lama
kemudian didinginkan secara lambat ke suhu kamar.
Process Annealing
Biasanya untuk baja hypoeutectoid (0,3 %C) dan dilakukan dengan cara
memanaskan di bawah suhu kritis (550-650
C) ditahan beberapa lama dan
didinginkan pada kecepatan yang diinginkan. Proses ini digunakan untuk
pembebasan tegangan sisa (stress relief).
Gambar 1.18. Proses recovery-rekristalisasi-pertumbuhan butir
Selama proses annealing terjadi perubahan struktur mikro sebagai berikut :
Recovery : Pada proses ini, logam yang telah mengalami perlakuan dingin
dipanaskan
sehingga terjadi perubahan susunan dislokasi menjadi susunan
dengan energi rendah.
Rekristalisasi : Pada proses ini terbentuk butir baru bebas regangan. Butir ini
terbentuk oleh
perpindahan batas butir yang mempunyai mobilitas tinggi.
Pertumbuhan : Struktur yang telah mengalami rekristalisasi akan berlanjut sampai
terbentuk
Normalizing
Normalizing adalah proses dimana baja dipanaskan 40
C di atas A
c3
atau A
cm
pada waktu tertentu kemudian didinginkan di udara. Tujuan normalizing
1. Memperhalus butir atau membuat austenit menjadi homogen saat baja
dipanaskan untuk keperluan pengerasan (hardening) atau full anneling.
2. Mengurangi pemisahan (segregation) pada logam cor atau penempaan
(forging) sehingga menghasilkan struktur yang homogen.
3. Memperkeras baja.
Pengerasan Celup (Quench Hardening) dan Tempering
Quench
Kekerasan maksimum pada baja karbon dapat dicapai dengan pemanasan sampai
fasa austenit kemudian dicelup (quench) pada laju pendinginan di atas nilai kritisnya
sehingga terbentuk martensit yang keras, akan tetapi proses quenching dapat
menyebabkan terjadinya tegangan sisa karena beda suhu antara bagian luar
(permukaan) dan dalam dari benda kerja. Media celup yang dipakai dapat berupa air
atau minyak.
Tempering
Proses tempering dilakukan dengan cara memanaskan baja yang telah dicelup
(struktur martensit) di bawah suhu eutectoid sehingga menjadi lunak dan ulet. Proses
quenching-tempering seperti pada gambar 1.19. di bawah.
Gambar 1.19. Proses quenching-tempering untuk baja karbon
Suhu temper sangat mempengaruhi struktur mikro dan kekerasan baja karbon. Selama
proses tempering terjadi reaksi-reaksi berikut :
1. Pemisahan (segregation) atom C
2. Pengendapan karbida
3. Penguraian austenit sisa
4. Recovery dan rekristalisasi
Segregasi Karbon
Proses tempering pada suhu 25-100
C menyebabkan redistribusi C ke posisi atau
tempat dengan energi rendah yaitu ruang antar atom (lattice site) dekat dislokasi.
Endapan Karbida (Carbide Precipitation)
Pemanasan martensit pada suhu 100-200
C menyebabkan terjadinya endapan -
carbideatau (Fe
2-3
C, HCP) sedangkan pada suhu antara 200-300
C menghasilkan
Hagg carbide (Fe
5
C
2
, monoclin). Pada interval suhu 250-700
C akan terbentuk
cementite (Fe
3
C, orthorhombic). Cementite ini tumbuh pada batas bilah-bilah martensit
dan pada batas butir ferit. Pada suhu antara 400-600
C, karbida dalam bentuk bilah
bergabung dan membentuk spheroidite.
Penguraian Austenit Sisa
Austenit sisa hanya terdapat pada baja karbon dengam %C lebih besar dari 0,4 %
sehingga banyak terdapat pada baja karbon sedang dan tinggi.
Recovery dan Rekristalisasi
Recovery terjadi pada suhu 400
C dan selama recovery, dislokasi akan mengalami
perubahan susunan dengan energi rendah dan menghasilkan butir halus.
Rekristalisasi terjadi pada suhu 600
C dan menghasilkan struktur ferit dengan bentuk
poligonal (equiaxed). Suhu temper pada Fe-C tidak banyak mempengaruhi kekerasan
jika suhunya 200
C akan tetapi di atas suhu ini kekerasan turun secara gradual.
Gambar 1.20. Diagram kekerasan martensit (0,026-0,39 %C) yang
ditemper pada suhu 100-700
C selama 1 jam
Pengaruh Ukuran Butir
Ukuran butir biasanya dinyatakan menurut ASTM grain size number atau indeks ASTM
dan diyatakan dengan persamaan :
n = 2
N-1
dengan n jumlah butir tiap ini pada perbesaran 100X. Pada baja karbon rendah
dengan struktur mikro ferit, ukuran butir sangat berpengaruh terhadap tegangan luluh
dimana semakin kecil ukuran butir kekuatan tarik akan meningkat. Hal ini disebabkan
karena butir keel berarti mempunyai batas butir yang banyak dan batas butir ini
menghambat gerakan dislokasi. Hubungan antara tegangan luluh dan ukuran butir
dinyatakan oleh persamaan HallPetch, yaitu :
dengan adalah tegangan luluh, tegangan friksi, k konstanta dan d diameter butir.
Gambar 1.20. Diagram kekerasan martensit (0,026-0,39 %C) yang
ditemper pada suhu 100-700
C selama 1 jam
Pengaruh Ukuran Butir
Ukuran butir biasanya dinyatakan menurut ASTM grain size number atau indeks ASTM
dan diyatakan dengan persamaan :
n = 2
N-1
dengan n jumlah butir tiap ini pada perbesaran 100X. Pada baja karbon rendah
dengan struktur mikro ferit, ukuran butir sangat berpengaruh terhadap tegangan luluh
dimana semakin kecil ukuran butir kekuatan tarik akan meningkat. Hal ini disebabkan
karena butir keel berarti mempunyai batas butir yang banyak dan batas butir ini
menghambat gerakan dislokasi. Hubungan antara tegangan luluh dan ukuran butir
dinyatakan oleh persamaan HallPetch, yaitu :
dengan adalah tegangan luluh, tegangan friksi, k konstanta dan d diameter butir.
Gambar 1.20. Diagram kekerasan martensit (0,026-0,39 %C) yang
ditemper pada suhu 100-700
C selama 1 jam
Pengaruh Ukuran Butir
Ukuran butir biasanya dinyatakan menurut ASTM grain size number atau indeks ASTM
dan diyatakan dengan persamaan :
n = 2
N-1
dengan n jumlah butir tiap ini pada perbesaran 100X. Pada baja karbon rendah
dengan struktur mikro ferit, ukuran butir sangat berpengaruh terhadap tegangan luluh
dimana semakin kecil ukuran butir kekuatan tarik akan meningkat. Hal ini disebabkan
karena butir keel berarti mempunyai batas butir yang banyak dan batas butir ini
menghambat gerakan dislokasi. Hubungan antara tegangan luluh dan ukuran butir
dinyatakan oleh persamaan HallPetch, yaitu :
dengan adalah tegangan luluh, tegangan friksi, k konstanta dan d diameter butir.
Pengaruh Ukuran Butir Austenit
Jika baja hypoeutectoid dengan ukuran butir kecil didinginkan secara lambat
(pendinginan udara) dari fasa austenit maka akan terbentuk proeutectoid ferrite pada
batas butir austenit dan terjadi pembuangan C ke pusat butir melalui difusi dan sisa
austenit berubah menjadi perlit sampai suhu kamar.
Gambar 1.21. (a) Proeutectoid ferrite tumbuh pada butir austenit kecil dan (b) Ferit
Widmanstatten dihasilkan dari butir austenit besar
Jika butir austenit cukup besar dibanding ukuran proeutectoid ferrite maka pada
proeutectoid ferrite akan tumbuh ferit Widmanstatten menuju ke dalam butir sebagai
akibat dari kondisi butir austenit yang jenuh dengan C.
AUSTEMPERING DAN MARTEMPERING
Austempering
Austempering adalah proses perlakuan panas isothermal yang menghasilkan struktur
mikro berupa bainit. Austempering dilakukan dengan cara memanaskan baja sampai
terbentuk austenit kemudian dicelup ke dalam garam cair (salth bath) pada suhu di
atas suhu terbentuknya martensit (M
s
), ditahan beberapa lama kemudian didinginkan
di udara.
Gambar 1.22. Proses austemper pada baja karbon eutectoid
Pengaruh Ukuran Butir Austenit
Jika baja hypoeutectoid dengan ukuran butir kecil didinginkan secara lambat
(pendinginan udara) dari fasa austenit maka akan terbentuk proeutectoid ferrite pada
batas butir austenit dan terjadi pembuangan C ke pusat butir melalui difusi dan sisa
austenit berubah menjadi perlit sampai suhu kamar.
Gambar 1.21. (a) Proeutectoid ferrite tumbuh pada butir austenit kecil dan (b) Ferit
Widmanstatten dihasilkan dari butir austenit besar
Jika butir austenit cukup besar dibanding ukuran proeutectoid ferrite maka pada
proeutectoid ferrite akan tumbuh ferit Widmanstatten menuju ke dalam butir sebagai
akibat dari kondisi butir austenit yang jenuh dengan C.
AUSTEMPERING DAN MARTEMPERING
Austempering
Austempering adalah proses perlakuan panas isothermal yang menghasilkan struktur
mikro berupa bainit. Austempering dilakukan dengan cara memanaskan baja sampai
terbentuk austenit kemudian dicelup ke dalam garam cair (salth bath) pada suhu di
atas suhu terbentuknya martensit (M
s
), ditahan beberapa lama kemudian didinginkan
di udara.
Gambar 1.22. Proses austemper pada baja karbon eutectoid
Pengaruh Ukuran Butir Austenit
Jika baja hypoeutectoid dengan ukuran butir kecil didinginkan secara lambat
(pendinginan udara) dari fasa austenit maka akan terbentuk proeutectoid ferrite pada
batas butir austenit dan terjadi pembuangan C ke pusat butir melalui difusi dan sisa
austenit berubah menjadi perlit sampai suhu kamar.
Gambar 1.21. (a) Proeutectoid ferrite tumbuh pada butir austenit kecil dan (b) Ferit
Widmanstatten dihasilkan dari butir austenit besar
Jika butir austenit cukup besar dibanding ukuran proeutectoid ferrite maka pada
proeutectoid ferrite akan tumbuh ferit Widmanstatten menuju ke dalam butir sebagai
akibat dari kondisi butir austenit yang jenuh dengan C.
AUSTEMPERING DAN MARTEMPERING
Austempering
Austempering adalah proses perlakuan panas isothermal yang menghasilkan struktur
mikro berupa bainit. Austempering dilakukan dengan cara memanaskan baja sampai
terbentuk austenit kemudian dicelup ke dalam garam cair (salth bath) pada suhu di
atas suhu terbentuknya martensit (M
s
), ditahan beberapa lama kemudian didinginkan
di udara.
Gambar 1.22. Proses austemper pada baja karbon eutectoid
Austempering biasanya digunakan sebagai pengganti perlakuan quenching-tempering
untuk :
1. meningkatkan keuletan dan ketangguhan
2. menghindari terjadinya retak dan distorsi karena quenching
Martempering (Marquenching)
Martempering merupakan modifikasi dari perlakuan quenching dan bertujuan untuk
mengurangi terjadinya distorsi.
Gambar 1.23. (a) Proses martempering dan (b) modifikasinya
Perlakuan martempering terdiri dari : (1) pemanasan sampai fasa austenit diikuti
dengan (2) pencelupan ke dalam minyak panas atau garam cair sedikit di atas atau di
bawah suhu M
S
dan (3) ditahan pada suhu konstan beberapa lama tetapi belum
sampai terjadi reaksi bainit dan akhirnya (4) pendinginan udara pada laju yang sedang
untuk mengurangi beda suhu di bagian permukaan dan tengah benda uji.
HARDENABILITY
Hardenability didefinisikan sebagai (1) kemampuan baja untuk membentuk martensit
pada proses pencelupan atau (2) sifat baja yang menentukan kedalaman dan
distribusi kekerasan pada proses quenching. Hardenability dipengaruhi oleh faktor
berikut :
1. komposisi kimia baja
2. ukuran butir austenit
3. struktur baja sebelum quenching
Hardenability dapat diukur dengan metode Grossmann atau Jominy End Quench
Test.
Metode Grossmann
Pada metode ini, hardenability diukur dengan mencelupkan spesimen berbentuk
silinder dengan diameter yang bervariasi ke dalam media quenching setelah
pemanasan sampai fasa austenit. Batang silinder dengan 50 % martensit di bagian
tengah digunakan acuan sebagai diameter kritis, D
o
yang disebut juga diameter
aktual. Diameter kritis aktual ini tergantung pada laju pendinginan saat pencelupan
atau jenis media quenching, misal air atau minyak sehingga D
o
tidak mempunyai nilai
mutlak untuk menyatakan hardenability. Untuk menghilangkan variabel ini maka
semua pengukuran hardenability didasarkan pada pencelupan ideal dan diameter
yang diperoleh dinamakan diameter kritis ideal (D
i
).
Gambar 1.24. Kekerasan pada penampang lintang batang Baja yang dicelup
dengan pada diameter yang berbeda
Pada kenyataannya tak ada media quenching ideal sehingga perbandingan antara
media quenching ideal dan aktual dinyatakan dengan koefisien H.
Pada metode ini, hardenability diukur dengan mencelupkan spesimen berbentuk
silinder dengan diameter yang bervariasi ke dalam media quenching setelah
pemanasan sampai fasa austenit. Batang silinder dengan 50 % martensit di bagian
tengah digunakan acuan sebagai diameter kritis, D
o
yang disebut juga diameter
aktual. Diameter kritis aktual ini tergantung pada laju pendinginan saat pencelupan
atau jenis media quenching, misal air atau minyak sehingga D
o
tidak mempunyai nilai
mutlak untuk menyatakan hardenability. Untuk menghilangkan variabel ini maka
semua pengukuran hardenability didasarkan pada pencelupan ideal dan diameter
yang diperoleh dinamakan diameter kritis ideal (D
i
).
Gambar 1.24. Kekerasan pada penampang lintang batang Baja yang dicelup
dengan pada diameter yang berbeda
Pada kenyataannya tak ada media quenching ideal sehingga perbandingan antara
media quenching ideal dan aktual dinyatakan dengan koefisien H.
Pada metode ini, hardenability diukur dengan mencelupkan spesimen berbentuk
silinder dengan diameter yang bervariasi ke dalam media quenching setelah
pemanasan sampai fasa austenit. Batang silinder dengan 50 % martensit di bagian
tengah digunakan acuan sebagai diameter kritis, D
o
yang disebut juga diameter
aktual. Diameter kritis aktual ini tergantung pada laju pendinginan saat pencelupan
atau jenis media quenching, misal air atau minyak sehingga D
o
tidak mempunyai nilai
mutlak untuk menyatakan hardenability. Untuk menghilangkan variabel ini maka
semua pengukuran hardenability didasarkan pada pencelupan ideal dan diameter
yang diperoleh dinamakan diameter kritis ideal (D
i
).
Gambar 1.24. Kekerasan pada penampang lintang batang Baja yang dicelup
dengan pada diameter yang berbeda
Pada kenyataannya tak ada media quenching ideal sehingga perbandingan antara
media quenching ideal dan aktual dinyatakan dengan koefisien H.
Gambar 1.25.Hubungan antara diameter kritis ideal D, , diameter kritis
aktual D dan faktor H
Tabel 1.1. Faktor H untuk berbagai media celup
Metode Jominy End Quench Test
Pengukuran hardenability dengan metode Grossmann sangat rumit dan
membutuhkan banyak biaya sehingga dipakai cara lain yaitu Jominy End Quench
Test seperti pada gambar 1.26 di bawah.
Gambar 1.25.Hubungan antara diameter kritis ideal D, , diameter kritis
aktual D dan faktor H
Tabel 1.1. Faktor H untuk berbagai media celup
Metode Jominy End Quench Test
Pengukuran hardenability dengan metode Grossmann sangat rumit dan
membutuhkan banyak biaya sehingga dipakai cara lain yaitu Jominy End Quench
Test seperti pada gambar 1.26 di bawah.
Gambar 1.25.Hubungan antara diameter kritis ideal D, , diameter kritis
aktual D dan faktor H
Tabel 1.1. Faktor H untuk berbagai media celup
Metode Jominy End Quench Test
Pengukuran hardenability dengan metode Grossmann sangat rumit dan
membutuhkan banyak biaya sehingga dipakai cara lain yaitu Jominy End Quench
Test seperti pada gambar 1.26 di bawah.
Gambar 1.26. Pengujian hardenability menurut metoda Jominy
Pada pengujian ini digunakan spesimen dalam bentuk silinder dengan diameter 1
in dan panjang 4 ini. Setelah proses austenitisasi, sampel dengan cepat
ditempatkan pada posisi menggantung diikuti dengan semprotan air pada salah
satu ujungnya. Setelah pendinginan selesai, permukaan silinder dibuat datar untuk
pengujian kekerasan sebagai fungsi dari jarakyang diukur dari ujung yang di-
quench. Pengujian hardenability pada berbagai jenis baja seperti terlihat pada
gambar 1.27. di bawah
Gambar 1.27. Kurva hardenability untuk baja paduan dengan 0,40 %C
Gambar 1.26. Pengujian hardenability menurut metoda Jominy
Pada pengujian ini digunakan spesimen dalam bentuk silinder dengan diameter 1
in dan panjang 4 ini. Setelah proses austenitisasi, sampel dengan cepat
ditempatkan pada posisi menggantung diikuti dengan semprotan air pada salah
satu ujungnya. Setelah pendinginan selesai, permukaan silinder dibuat datar untuk
pengujian kekerasan sebagai fungsi dari jarakyang diukur dari ujung yang di-
quench. Pengujian hardenability pada berbagai jenis baja seperti terlihat pada
gambar 1.27. di bawah
Gambar 1.27. Kurva hardenability untuk baja paduan dengan 0,40 %C
Gambar 1.26. Pengujian hardenability menurut metoda Jominy
Pada pengujian ini digunakan spesimen dalam bentuk silinder dengan diameter 1
in dan panjang 4 ini. Setelah proses austenitisasi, sampel dengan cepat
ditempatkan pada posisi menggantung diikuti dengan semprotan air pada salah
satu ujungnya. Setelah pendinginan selesai, permukaan silinder dibuat datar untuk
pengujian kekerasan sebagai fungsi dari jarakyang diukur dari ujung yang di-
quench. Pengujian hardenability pada berbagai jenis baja seperti terlihat pada
gambar 1.27. di bawah
Gambar 1.27. Kurva hardenability untuk baja paduan dengan 0,40 %C
Baja 4340 mempunyai hardenability yang baik karena dapat mempertahankan
kekerasan pada jarak 2 in sedangkan pada baja 1040 nilai kekerasan turun drastis
pada jarak
3
/4 in sehingga hardenability-nya tidak baik. Perubahan nilai kekerasan
sepanjang jarak dari ujung yang di-quench dapat dinyatakan dengan diagram CCT.
Baja 4340 mempunyai hardenability yang baik karena dapat mempertahankan
kekerasan pada jarak 2 in sedangkan pada baja 1040 nilai kekerasan turun drastis
pada jarak
3
/4 in sehingga hardenability-nya tidak baik. Perubahan nilai kekerasan
sepanjang jarak dari ujung yang di-quench dapat dinyatakan dengan diagram CCT.
Baja 4340 mempunyai hardenability yang baik karena dapat mempertahankan
kekerasan pada jarak 2 in sedangkan pada baja 1040 nilai kekerasan turun drastis
pada jarak
3
/4 in sehingga hardenability-nya tidak baik. Perubahan nilai kekerasan
sepanjang jarak dari ujung yang di-quench dapat dinyatakan dengan diagram CCT.
Hardenability dan Perlakuan Panas
Hardenability dipengaruhi oleh unsur paduan. Karbon dapat meningkatkan
hardenability akan tetapi jika persentasenya tinggi dapat menurunkan ketangguhan
sehingga baja sukar dimesin dan kemungkinan terjadinya retak dan distorsi saat
perlakuan panas dan pengelasan menjadi tinggi. Peningkatan hardenability yang
paling ekonomis yaitu dengan memberikan mangaan (Mn) sebesar 0,6% sampai
1,4 %. Chromium (Cr) dan molybdenum (Mo) juga efektif dalam meningkatkan
hardenability. Boron mempunyai pengaruh yang sangat besar terhadap
hardenability dimana penambahan B sebesar 0,001 % dapat meningkatkan
hardenability baja. Hardenability tinggi tidak selalu diinginkan terutama untuk alat
iris atau komponen mesin lainnya yang membutuhkan permukaan yang keras dan
tahan aus serta ketangguhan yang baik di bagian dalam (inti).
Selain itu pengerasan yang dangkal saat quenching menyebabkan tegangan sisa
tarik di bagian inti dan tegangan tekan pada permukaanya sehingga ketahanan
lelah menjadi tinggi karena adanya tegangan sisa tekan.
Proses pencelupan dari austenit ke suhu kamar kadang-kadang menyebabkan
distorsi dan retak (quench cracking). Cacat ini disebabkan oleh terjadinya tegangan
sisa saat quenching yang terdiri dari :
1. Tegangan thermal yang timbul karena perbedaan laju pendinginan pada
bagian permukaan dan inti
2. Tegangan transformasi sebagai akibat dari perubahan volume saat
transformasi dari austenit ke fasa lain. Pengaruh tegangan thermal seperti
terlihat pada gambar 1.29.
Gambar 1.29. Timbulnya tegangan thermal selama proses quenching
Dari gambar terliat bahwa beda suhu maksimum terjadi saat t
1
seperti ditunjukkan
oleh kurva A akan tetapi karena adanya deformasi plastis, kurva tegangan-waktu
sesungguhnya pada permukaan seperti yang ditunjukkan oleh kurva B yang
diimbangi oleh tegangan tekan pada inti dan pada suhu kamar akan menghasilkan
tegangan sisa.
BAJA KARBON
Baja merupakan paduan Fe-C dengan kandungan C kurang dari 2%. Berdasarkan
persentase C, baja dibedakan menjadi :
1. Baja karbon rendah (low carbon steels)
2. Baja karbon sedang (medium carbon steels)
3. Baja karbon tinggi (high carbon steels)
Baja juga digolongkan berdasarkan unsur paduan yaitu :
1. Plain carbon steels : hanya mengandung unsur C, Mn dan unsur
unsur pengotor (impurities)
2. Baja paduan (alloy steels) : mengandung unsur-unsur paduan yang sengaja
ditambahkan dalam konsentrasi tertentu
Gambar 1.29. Timbulnya tegangan thermal selama proses quenching
Dari gambar terliat bahwa beda suhu maksimum terjadi saat t
1
seperti ditunjukkan
oleh kurva A akan tetapi karena adanya deformasi plastis, kurva tegangan-waktu
sesungguhnya pada permukaan seperti yang ditunjukkan oleh kurva B yang
diimbangi oleh tegangan tekan pada inti dan pada suhu kamar akan menghasilkan
tegangan sisa.
BAJA KARBON
Baja merupakan paduan Fe-C dengan kandungan C kurang dari 2%. Berdasarkan
persentase C, baja dibedakan menjadi :
1. Baja karbon rendah (low carbon steels)
2. Baja karbon sedang (medium carbon steels)
3. Baja karbon tinggi (high carbon steels)
Baja juga digolongkan berdasarkan unsur paduan yaitu :
1. Plain carbon steels : hanya mengandung unsur C, Mn dan unsur
unsur pengotor (impurities)
2. Baja paduan (alloy steels) : mengandung unsur-unsur paduan yang sengaja
ditambahkan dalam konsentrasi tertentu
Gambar 1.29. Timbulnya tegangan thermal selama proses quenching
Dari gambar terliat bahwa beda suhu maksimum terjadi saat t
1
seperti ditunjukkan
oleh kurva A akan tetapi karena adanya deformasi plastis, kurva tegangan-waktu
sesungguhnya pada permukaan seperti yang ditunjukkan oleh kurva B yang
diimbangi oleh tegangan tekan pada inti dan pada suhu kamar akan menghasilkan
tegangan sisa.
BAJA KARBON
Baja merupakan paduan Fe-C dengan kandungan C kurang dari 2%. Berdasarkan
persentase C, baja dibedakan menjadi :
1. Baja karbon rendah (low carbon steels)
2. Baja karbon sedang (medium carbon steels)
3. Baja karbon tinggi (high carbon steels)
Baja juga digolongkan berdasarkan unsur paduan yaitu :
1. Plain carbon steels : hanya mengandung unsur C, Mn dan unsur
unsur pengotor (impurities)
2. Baja paduan (alloy steels) : mengandung unsur-unsur paduan yang sengaja
ditambahkan dalam konsentrasi tertentu
Baja Karbon Rendah
Baja ini mempunyai kandungan C antara 0,10 sampai 0,25 % dan kurang sensitif
terhadap perlakuan panas sehingga untuk meningkatkan kekuatannya dilakukan
pengerjaan dingin (cold work). Struktur mikro baja ini berupa ferit dan perlit
sehingga mempunyai keuletan dan ketangguhan yang baik. Selain itu, baja ini
mempunyai sifat mampu mesin (machinability) dan sifat mampu las (weldability)
yang baik. Berdasarkan kandungan C, baja paduan rendah kekuatan tinggi atau
high strength low alloy steel (HSLA) dapat dikelompokkan ke dalam baja karbon
rendah. Baja HSLA mengandung tembaga (Cu), vanadium (V), nikel (Ni) dan
molybdenum (Mo) dengan konsentrasi tidak lebih dari 10 %.
Baja Karbon Sedang
Kandungan C pada baja ini sekitar 0,25-0,60 %. Kekuatan baja ini dapat
ditingkatkan dengan cara memberi perlakuan panas dengan cara pemanasan
sampai fasa austenit, quenching dan tempering.
Baja Karbon Tinggi
Kandungan C pada baja ini sekitar 0,60-1,4 % sehingga bersifat keras, kekuatan
tank tinggi tetapi kurang ulet. Sebelum dipakai, baja ini biasanya diperkeras dan di-
temper sehingga menghasilkan baja tahan aus. Baja ini banyak digunakan untuk
alat iris. Karena persentase C yang tinggi maka pada baja ini biasanya terbentuk
karbida seperti Cr
23
C
6
, V
4
C
3
dan WC.
BAJA PADUAN
Meskipun baja karbon dapat dibuat dengan kekuatan tarik yang bervariasi, tergantung
pada kebutuhan, dengan biaya murah akan tetapi sifat-sifat mekanisnya tidak selalu
memenuhi persyaratan untuk aplikasi teknik sehingga dikembangkan baja paduan.
Unsur-unsur paduan pada baja dapat dikelompokkan menjadi 2 berdasarkan
pengaruhnya terhadap diagram kesetimbangan yaitu :
1. Unsur-unsur yang memperluas bidang austenit () pada diagram Fe-C. Unsur-
unsur ini dinamakan penstabil austenit (-stabilizer)
2. Unsur-unsur yang mempersempit daerah austenit. Unsur-unsur ini dinamakan
penstabil ferit (-stabilizer). Pengaruh unsur paduan pada diagram Fe-C seperti
terlihat pada gambar 1.30. di bawah.
Gambar 1.30. Berbagai jenis diagram fasa baja paduan
Kelompok 1: Daerah y terbuka (open y-field)
Unsur-unsur pada kelompok ini diantaranya adalah Ni, Mn, Co dan
logam mulia (inert) seperti ruthenium (Re), rhodium (Rh), palladium (Pd),
osmium (Os), iridium (Ir) dan platina (Pt). Jika konsentrasi unsur-unsur
ini tinggi maka akan terbentuk austenit meskipun pada suhu kamar.
Kelompok 2: Daerah y melebar (expanded y-field)
Unsur-unsur pada kelompok ini terutama adalah C dan N yang
menyebabkan perluasan daerah y akan tetapi dibatasi oleh
pembentukan senyawa.
Gambar 1.30. Berbagai jenis diagram fasa baja paduan
Kelompok 1: Daerah y terbuka (open y-field)
Unsur-unsur pada kelompok ini diantaranya adalah Ni, Mn, Co dan
logam mulia (inert) seperti ruthenium (Re), rhodium (Rh), palladium (Pd),
osmium (Os), iridium (Ir) dan platina (Pt). Jika konsentrasi unsur-unsur
ini tinggi maka akan terbentuk austenit meskipun pada suhu kamar.
Kelompok 2: Daerah y melebar (expanded y-field)
Unsur-unsur pada kelompok ini terutama adalah C dan N yang
menyebabkan perluasan daerah y akan tetapi dibatasi oleh
pembentukan senyawa.
Gambar 1.30. Berbagai jenis diagram fasa baja paduan
Kelompok 1: Daerah y terbuka (open y-field)
Unsur-unsur pada kelompok ini diantaranya adalah Ni, Mn, Co dan
logam mulia (inert) seperti ruthenium (Re), rhodium (Rh), palladium (Pd),
osmium (Os), iridium (Ir) dan platina (Pt). Jika konsentrasi unsur-unsur
ini tinggi maka akan terbentuk austenit meskipun pada suhu kamar.
Kelompok 2: Daerah y melebar (expanded y-field)
Unsur-unsur pada kelompok ini terutama adalah C dan N yang
menyebabkan perluasan daerah y akan tetapi dibatasi oleh
pembentukan senyawa.
Kelompok 3: Daerah y tertutup ( close y-field)
Beberapa unsur paduan menghambat terbentuknya austenit sehingga
menyebabkan terjadinya penyusutan bidang y pada diagram Fe-C.
Termasuk pada kelompok ini adalah silikon (Si), aluminium (Al) dan
fosfor (P). Kelompok 4 : Daerah y kontraksi (contracted y-field)
Boron merupakan unsur utama pada kelompok ini bersama-sama
dengan unsur-unsur pembentuk karbid seperti tantalum (Ta), niobium
(Nb) dan zirconium (Zr)
Distribusi Unsur-unsur Paduan dalam Baja
Distribusi unsur-unsur paduan pada baja tergantung pada komposisi. Unsur-unsur
paduan ini akan berinteraksi satu dengan lainnya. Distribusi unsur-unsur paduan pada
baja terlihat pada tabel di bawah.
Tabel 1.2. Distribusi unsur-unsur paduan pada baja
Kelompok 3: Daerah y tertutup ( close y-field)
Beberapa unsur paduan menghambat terbentuknya austenit sehingga
menyebabkan terjadinya penyusutan bidang y pada diagram Fe-C.
Termasuk pada kelompok ini adalah silikon (Si), aluminium (Al) dan
fosfor (P). Kelompok 4 : Daerah y kontraksi (contracted y-field)
Boron merupakan unsur utama pada kelompok ini bersama-sama
dengan unsur-unsur pembentuk karbid seperti tantalum (Ta), niobium
(Nb) dan zirconium (Zr)
Distribusi Unsur-unsur Paduan dalam Baja
Distribusi unsur-unsur paduan pada baja tergantung pada komposisi. Unsur-unsur
paduan ini akan berinteraksi satu dengan lainnya. Distribusi unsur-unsur paduan pada
baja terlihat pada tabel di bawah.
Tabel 1.2. Distribusi unsur-unsur paduan pada baja
Kelompok 3: Daerah y tertutup ( close y-field)
Beberapa unsur paduan menghambat terbentuknya austenit sehingga
menyebabkan terjadinya penyusutan bidang y pada diagram Fe-C.
Termasuk pada kelompok ini adalah silikon (Si), aluminium (Al) dan
fosfor (P). Kelompok 4 : Daerah y kontraksi (contracted y-field)
Boron merupakan unsur utama pada kelompok ini bersama-sama
dengan unsur-unsur pembentuk karbid seperti tantalum (Ta), niobium
(Nb) dan zirconium (Zr)
Distribusi Unsur-unsur Paduan dalam Baja
Distribusi unsur-unsur paduan pada baja tergantung pada komposisi. Unsur-unsur
paduan ini akan berinteraksi satu dengan lainnya. Distribusi unsur-unsur paduan pada
baja terlihat pada tabel di bawah.
Tabel 1.2. Distribusi unsur-unsur paduan pada baja
Pengaruh Unsur Paduan pada Baja
Unsur paduan ditambahkan pada baja untuk berbagai tujuan, diantaranya adalah
untuk :
1. meningkatkan sifat mekanis baja dengan cara meningkatkan sifat hardenability
2. meningkatkan suhu temper dengan tetap mempertahankan kekuatan dan keuletan
3. meningkatkan sifat mekanis pada suhu rendah dan tinggi
4. meningkatkan ketahanan korosi dan oksidasi pada suhu tinggi
5. meningkatkan sifat-sifat khusus seperti ketahanan aus dan kelelahan
Unsur-unsur paduan berpengaruh pada persentase C dan suhu eutectoid. Unsur-
unsur seperti Ni, Cr, Si, Mn, W, Mo dan Ti cenderung mengurangi C pada baja
eutectoid. Suhu transformasi eutectoid dipengaruhi oleh unsur paduan, tergantung
pada sifatnya sebagai penstabil austenit atau ferit. Unsur penstabil austenit seperti Mn
dan Ni memperluas daerah austenit dan menurunkan suhu eutectoid sedangkan
unsur penstabil ferit menaikkan suhu eutectoid seperti W, Mo, Si dan Ti. Unsur-unsur
ini reaktif terhadap C sehingga dinamakan unsur pembentuk karbid.
Menurut AISI-SAE, baja paduan dapat dikelompokkan dengan menggunakan 4 digit
dengan 2 digit pertama menunjukkan unsur paduan utama sedangkan 2 digit terakhir
menunjukkan kandungan karbon seperti terlihat pada tabel di bawah.
Tabel 1.3. Baja paduan menurut standard AISI-SAE
Pengaruh Unsur Paduan pada Baja
Unsur paduan ditambahkan pada baja untuk berbagai tujuan, diantaranya adalah
untuk :
1. meningkatkan sifat mekanis baja dengan cara meningkatkan sifat hardenability
2. meningkatkan suhu temper dengan tetap mempertahankan kekuatan dan keuletan
3. meningkatkan sifat mekanis pada suhu rendah dan tinggi
4. meningkatkan ketahanan korosi dan oksidasi pada suhu tinggi
5. meningkatkan sifat-sifat khusus seperti ketahanan aus dan kelelahan
Unsur-unsur paduan berpengaruh pada persentase C dan suhu eutectoid. Unsur-
unsur seperti Ni, Cr, Si, Mn, W, Mo dan Ti cenderung mengurangi C pada baja
eutectoid. Suhu transformasi eutectoid dipengaruhi oleh unsur paduan, tergantung
pada sifatnya sebagai penstabil austenit atau ferit. Unsur penstabil austenit seperti Mn
dan Ni memperluas daerah austenit dan menurunkan suhu eutectoid sedangkan
unsur penstabil ferit menaikkan suhu eutectoid seperti W, Mo, Si dan Ti. Unsur-unsur
ini reaktif terhadap C sehingga dinamakan unsur pembentuk karbid.
Menurut AISI-SAE, baja paduan dapat dikelompokkan dengan menggunakan 4 digit
dengan 2 digit pertama menunjukkan unsur paduan utama sedangkan 2 digit terakhir
menunjukkan kandungan karbon seperti terlihat pada tabel di bawah.
Tabel 1.3. Baja paduan menurut standard AISI-SAE
Pengaruh Unsur Paduan pada Baja
Unsur paduan ditambahkan pada baja untuk berbagai tujuan, diantaranya adalah
untuk :
1. meningkatkan sifat mekanis baja dengan cara meningkatkan sifat hardenability
2. meningkatkan suhu temper dengan tetap mempertahankan kekuatan dan keuletan
3. meningkatkan sifat mekanis pada suhu rendah dan tinggi
4. meningkatkan ketahanan korosi dan oksidasi pada suhu tinggi
5. meningkatkan sifat-sifat khusus seperti ketahanan aus dan kelelahan
Unsur-unsur paduan berpengaruh pada persentase C dan suhu eutectoid. Unsur-
unsur seperti Ni, Cr, Si, Mn, W, Mo dan Ti cenderung mengurangi C pada baja
eutectoid. Suhu transformasi eutectoid dipengaruhi oleh unsur paduan, tergantung
pada sifatnya sebagai penstabil austenit atau ferit. Unsur penstabil austenit seperti Mn
dan Ni memperluas daerah austenit dan menurunkan suhu eutectoid sedangkan
unsur penstabil ferit menaikkan suhu eutectoid seperti W, Mo, Si dan Ti. Unsur-unsur
ini reaktif terhadap C sehingga dinamakan unsur pembentuk karbid.
Menurut AISI-SAE, baja paduan dapat dikelompokkan dengan menggunakan 4 digit
dengan 2 digit pertama menunjukkan unsur paduan utama sedangkan 2 digit terakhir
menunjukkan kandungan karbon seperti terlihat pada tabel di bawah.
Tabel 1.3. Baja paduan menurut standard AISI-SAE
Baja Mangan
Penambahan unsur mangan (Mn) biasanya bertujuan untuk mengurangi kadar oksigen dalam
baja cair dan mengikat belerang S dalam bentuk MnS saat proses steel making. Penambahan
Mn dapat meningkatkan kekuatan tarik baja dimana penambahan sebesar 1,6-1,9 % dapat
menghasilkan baja dengan kekuatan tarik tinggi dan sifat mampu las (weldability) yang baik.
Penambahan Mn mengurangi laju difusi sehingga transformasi dari austenit ke ferit-perlit
berjalan lambat sehingga diagram T-T-T pada baja mangan bergeser ke kanan seperti terlihat
pada gambar 1.31. di bawah. Sebagai akibatnya, hardenability baja mangan lebih tinggi
daripada baja karbon.
Gambar 1.31. Diagram T-T-T untuk baja AISI 1340
Mangan dapat memperhalus perlit sehingga kekuatan tarik baja Mn meningkat seperti pada
gambar 1.32. di bawah.
Gambar 1.32. Struktur mikro baja AISI 1340 (0,40 %C dan 1,74 %Mn)
Baja Mangan
Penambahan unsur mangan (Mn) biasanya bertujuan untuk mengurangi kadar oksigen dalam
baja cair dan mengikat belerang S dalam bentuk MnS saat proses steel making. Penambahan
Mn dapat meningkatkan kekuatan tarik baja dimana penambahan sebesar 1,6-1,9 % dapat
menghasilkan baja dengan kekuatan tarik tinggi dan sifat mampu las (weldability) yang baik.
Penambahan Mn mengurangi laju difusi sehingga transformasi dari austenit ke ferit-perlit
berjalan lambat sehingga diagram T-T-T pada baja mangan bergeser ke kanan seperti terlihat
pada gambar 1.31. di bawah. Sebagai akibatnya, hardenability baja mangan lebih tinggi
daripada baja karbon.
Gambar 1.31. Diagram T-T-T untuk baja AISI 1340
Mangan dapat memperhalus perlit sehingga kekuatan tarik baja Mn meningkat seperti pada
gambar 1.32. di bawah.
Gambar 1.32. Struktur mikro baja AISI 1340 (0,40 %C dan 1,74 %Mn)
Baja Mangan
Penambahan unsur mangan (Mn) biasanya bertujuan untuk mengurangi kadar oksigen dalam
baja cair dan mengikat belerang S dalam bentuk MnS saat proses steel making. Penambahan
Mn dapat meningkatkan kekuatan tarik baja dimana penambahan sebesar 1,6-1,9 % dapat
menghasilkan baja dengan kekuatan tarik tinggi dan sifat mampu las (weldability) yang baik.
Penambahan Mn mengurangi laju difusi sehingga transformasi dari austenit ke ferit-perlit
berjalan lambat sehingga diagram T-T-T pada baja mangan bergeser ke kanan seperti terlihat
pada gambar 1.31. di bawah. Sebagai akibatnya, hardenability baja mangan lebih tinggi
daripada baja karbon.
Gambar 1.31. Diagram T-T-T untuk baja AISI 1340
Mangan dapat memperhalus perlit sehingga kekuatan tarik baja Mn meningkat seperti pada
gambar 1.32. di bawah.
Gambar 1.32. Struktur mikro baja AISI 1340 (0,40 %C dan 1,74 %Mn)
Pengaruh Mn terhadap kekuatan baja dapat dikelompokkan menjadi 3 cara yaitu :
1. pengerasan larutan padat (hardening solid solution)
2. penghalusan butir (grain size refinement)
3. peningkatan jumlah perlit
Baja Krom
Penambahan chromium (Cr) dapat meningkatkan hardenability, kekuatan tarik dan ketahanan
aus. Unsur Cr merupakan penstabil ferit karena struktur kristalnya berupa bcc. Unsur Cr
merupakan pembentuk karbid dan karena persentase Cr pada baja paduan kurang dar 2 %
maka atom-atom Cr akan mengganti atom Fe dalam Fe
3
C menjadi karbid dalam bentuk
senyawa kompleks (Fe,Cr)3C. Karbid ini menyebabkan baja horn menjadi keras dan
keausannya tinggi jika berbentuk partikel halus dan tersebar merata pada matriks ferit.
Baja Nikel-Krom-Molybdenum
Baja paduan ini mengandung 1,8 %Ni, 0,5-0,8 %Cr dan 0,20 %Mo yang merupakan paduan
seri 43xx. Kombinasi Ni dan Cr akan menghasilkan baja dengan batas elastis tinggi,
hardenability yang tinggi disertai dengan ketangguhan dan ketahanan lelah yang baik.
Selanjutnya penambahan 0,2 %Mo meningkatkan hardenability dan mengurangi resikco
penggetasan saat tempering. Diagram CCT untuk baja paduan ini misal paduan 4340 seperti
terlihat pada gambar 1.33. di bawah.
Gambar 1.33. Diagram CCT untuk baja 4340
Pengaruh Mn terhadap kekuatan baja dapat dikelompokkan menjadi 3 cara yaitu :
1. pengerasan larutan padat (hardening solid solution)
2. penghalusan butir (grain size refinement)
3. peningkatan jumlah perlit
Baja Krom
Penambahan chromium (Cr) dapat meningkatkan hardenability, kekuatan tarik dan ketahanan
aus. Unsur Cr merupakan penstabil ferit karena struktur kristalnya berupa bcc. Unsur Cr
merupakan pembentuk karbid dan karena persentase Cr pada baja paduan kurang dar 2 %
maka atom-atom Cr akan mengganti atom Fe dalam Fe
3
C menjadi karbid dalam bentuk
senyawa kompleks (Fe,Cr)3C. Karbid ini menyebabkan baja horn menjadi keras dan
keausannya tinggi jika berbentuk partikel halus dan tersebar merata pada matriks ferit.
Baja Nikel-Krom-Molybdenum
Baja paduan ini mengandung 1,8 %Ni, 0,5-0,8 %Cr dan 0,20 %Mo yang merupakan paduan
seri 43xx. Kombinasi Ni dan Cr akan menghasilkan baja dengan batas elastis tinggi,
hardenability yang tinggi disertai dengan ketangguhan dan ketahanan lelah yang baik.
Selanjutnya penambahan 0,2 %Mo meningkatkan hardenability dan mengurangi resikco
penggetasan saat tempering. Diagram CCT untuk baja paduan ini misal paduan 4340 seperti
terlihat pada gambar 1.33. di bawah.
Gambar 1.33. Diagram CCT untuk baja 4340
Pengaruh Mn terhadap kekuatan baja dapat dikelompokkan menjadi 3 cara yaitu :
1. pengerasan larutan padat (hardening solid solution)
2. penghalusan butir (grain size refinement)
3. peningkatan jumlah perlit
Baja Krom
Penambahan chromium (Cr) dapat meningkatkan hardenability, kekuatan tarik dan ketahanan
aus. Unsur Cr merupakan penstabil ferit karena struktur kristalnya berupa bcc. Unsur Cr
merupakan pembentuk karbid dan karena persentase Cr pada baja paduan kurang dar 2 %
maka atom-atom Cr akan mengganti atom Fe dalam Fe
3
C menjadi karbid dalam bentuk
senyawa kompleks (Fe,Cr)3C. Karbid ini menyebabkan baja horn menjadi keras dan
keausannya tinggi jika berbentuk partikel halus dan tersebar merata pada matriks ferit.
Baja Nikel-Krom-Molybdenum
Baja paduan ini mengandung 1,8 %Ni, 0,5-0,8 %Cr dan 0,20 %Mo yang merupakan paduan
seri 43xx. Kombinasi Ni dan Cr akan menghasilkan baja dengan batas elastis tinggi,
hardenability yang tinggi disertai dengan ketangguhan dan ketahanan lelah yang baik.
Selanjutnya penambahan 0,2 %Mo meningkatkan hardenability dan mengurangi resikco
penggetasan saat tempering. Diagram CCT untuk baja paduan ini misal paduan 4340 seperti
terlihat pada gambar 1.33. di bawah.
Gambar 1.33. Diagram CCT untuk baja 4340
Kombinasi Ni-Cr-Mo menghambat transformasi dari austenit ke perlit sehingga transformasi
terjadi dalam waktu yang lama. Struktur mikro yang terbentuk pada pendinginan udara dari
suhu austenit akan menghasilkan struktur mikro berupa bainit karena adanya keterlambatan
transformasi.
Perlakuan Thermomekanik pada Baja Paduan
Perlakuan thermomekanik merupakan gabungan antara proses perlakuan panas
dengan dformasi untuk mendapatkan struktur mikro yang halus, misal pengerolan
panas (hot rolling) seperti pada gambar 1.34. di bawah.
Gambar 1.34. Proses thermomekanik
Proses thermomekanik dilakukan dengan cara memanaskan baja pada suhu antara
1200 1300
C beberapa lama kemudian diikuti dengan pengerolan sehingga
menyebabkan :
1. Perubahan struktur pada baja ingot karena terjadinya rekristalisasi
2. Hilangnya segregasi yang terjadi saat pengecoran sehingga baja lebih homogen
3. Pada baja rim, lubang-lebang halus (porosity) menjadi tertutup
4. Inklusi seperti oksida, silika, belerang akan pecah dan memanjang pada arah rol
sehingga distribusi inklusi menjadi lebih homogen.
Terjadinya penghalusan butir/struktur mikro disebabkan oleh adanya rekristalisasi
austenit saat pengerolan panas. Dengan adanya endapan halus (precipitate) maka
pertumbuhan butir menjadi terhambat kaena gerakan batas butir austenit ditahan oleh
precipitate.
Kombinasi Ni-Cr-Mo menghambat transformasi dari austenit ke perlit sehingga transformasi
terjadi dalam waktu yang lama. Struktur mikro yang terbentuk pada pendinginan udara dari
suhu austenit akan menghasilkan struktur mikro berupa bainit karena adanya keterlambatan
transformasi.
Perlakuan Thermomekanik pada Baja Paduan
Perlakuan thermomekanik merupakan gabungan antara proses perlakuan panas
dengan dformasi untuk mendapatkan struktur mikro yang halus, misal pengerolan
panas (hot rolling) seperti pada gambar 1.34. di bawah.
Gambar 1.34. Proses thermomekanik
Proses thermomekanik dilakukan dengan cara memanaskan baja pada suhu antara
1200 1300
C beberapa lama kemudian diikuti dengan pengerolan sehingga
menyebabkan :
1. Perubahan struktur pada baja ingot karena terjadinya rekristalisasi
2. Hilangnya segregasi yang terjadi saat pengecoran sehingga baja lebih homogen
3. Pada baja rim, lubang-lebang halus (porosity) menjadi tertutup
4. Inklusi seperti oksida, silika, belerang akan pecah dan memanjang pada arah rol
sehingga distribusi inklusi menjadi lebih homogen.
Terjadinya penghalusan butir/struktur mikro disebabkan oleh adanya rekristalisasi
austenit saat pengerolan panas. Dengan adanya endapan halus (precipitate) maka
pertumbuhan butir menjadi terhambat kaena gerakan batas butir austenit ditahan oleh
precipitate.
Kombinasi Ni-Cr-Mo menghambat transformasi dari austenit ke perlit sehingga transformasi
terjadi dalam waktu yang lama. Struktur mikro yang terbentuk pada pendinginan udara dari
suhu austenit akan menghasilkan struktur mikro berupa bainit karena adanya keterlambatan
transformasi.
Perlakuan Thermomekanik pada Baja Paduan
Perlakuan thermomekanik merupakan gabungan antara proses perlakuan panas
dengan dformasi untuk mendapatkan struktur mikro yang halus, misal pengerolan
panas (hot rolling) seperti pada gambar 1.34. di bawah.
Gambar 1.34. Proses thermomekanik
Proses thermomekanik dilakukan dengan cara memanaskan baja pada suhu antara
1200 1300
C beberapa lama kemudian diikuti dengan pengerolan sehingga
menyebabkan :
1. Perubahan struktur pada baja ingot karena terjadinya rekristalisasi
2. Hilangnya segregasi yang terjadi saat pengecoran sehingga baja lebih homogen
3. Pada baja rim, lubang-lebang halus (porosity) menjadi tertutup
4. Inklusi seperti oksida, silika, belerang akan pecah dan memanjang pada arah rol
sehingga distribusi inklusi menjadi lebih homogen.
Terjadinya penghalusan butir/struktur mikro disebabkan oleh adanya rekristalisasi
austenit saat pengerolan panas. Dengan adanya endapan halus (precipitate) maka
pertumbuhan butir menjadi terhambat kaena gerakan batas butir austenit ditahan oleh
precipitate.
Gambar 1.35. Terhambatnya pertumbuhan butir karena precipitate
Jika jari jari precipitate r, fraksi volume precipitate f maka diameter maksimum butir austenit
(b) karena pertumbuhan dinyatakan dengan persamaan :
=
4
3
Prcipitate yang biasanya digunakan untuk memperhalus butir adalah unsur-unsur pembentuk
karbida atau nitrida seperti Nb, Ti dan V. Terbentuknya senyawa karbida atau nitrida terjadi
saat baja dalam bentuk austenit dan dapat diprediksi dengan menggunakan hasil kali
kelarutan (solubility product), yaitu :
Gambar 1.36. Kurva solubility product
Gambar di atas adalah contoh batas kelarutan pada senyawa VN dimana :
[V]
T
: konsentrasi total V dalam austenit, dalam % massa
[MT : konsentrasi total N dalam austenit, dalam % massa
[V]
VN
: konsentrasi V dalam senyawa VN, dalam % massa
Gambar 1.35. Terhambatnya pertumbuhan butir karena precipitate
Jika jari jari precipitate r, fraksi volume precipitate f maka diameter maksimum butir austenit
(b) karena pertumbuhan dinyatakan dengan persamaan :
=
4
3
Prcipitate yang biasanya digunakan untuk memperhalus butir adalah unsur-unsur pembentuk
karbida atau nitrida seperti Nb, Ti dan V. Terbentuknya senyawa karbida atau nitrida terjadi
saat baja dalam bentuk austenit dan dapat diprediksi dengan menggunakan hasil kali
kelarutan (solubility product), yaitu :
Gambar 1.36. Kurva solubility product
Gambar di atas adalah contoh batas kelarutan pada senyawa VN dimana :
[V]
T
: konsentrasi total V dalam austenit, dalam % massa
[MT : konsentrasi total N dalam austenit, dalam % massa
[V]
VN
: konsentrasi V dalam senyawa VN, dalam % massa
Gambar 1.35. Terhambatnya pertumbuhan butir karena precipitate
Jika jari jari precipitate r, fraksi volume precipitate f maka diameter maksimum butir austenit
(b) karena pertumbuhan dinyatakan dengan persamaan :
=
4
3
Prcipitate yang biasanya digunakan untuk memperhalus butir adalah unsur-unsur pembentuk
karbida atau nitrida seperti Nb, Ti dan V. Terbentuknya senyawa karbida atau nitrida terjadi
saat baja dalam bentuk austenit dan dapat diprediksi dengan menggunakan hasil kali
kelarutan (solubility product), yaitu :
Gambar 1.36. Kurva solubility product
Gambar di atas adalah contoh batas kelarutan pada senyawa VN dimana :
[V]
T
: konsentrasi total V dalam austenit, dalam % massa
[MT : konsentrasi total N dalam austenit, dalam % massa
[V]
VN
: konsentrasi V dalam senyawa VN, dalam % massa
[N]
VN
: konsentrasi N dalam senyawa VN, dalam % massa
Garis stoichiometry adalah garis dimana [V]
VN
/ [N]
VN
= A
v
/ A
N
dengan A
v
dan A
N
masing-
masing adalah massa atom V dan N. Jika pada suhu T :
Jika kondisi 2 terjadi maka persentase precipitate yang terjadi dapat dihitung menurut
persamaan berikut :
Penghalusan butir karena proses thermomekanik akan meningkatkan kekuatan dan
ketangguhan baja. Baja HSLA merupakan baja paduan rendah yang diberi perlakuan
thermomekanik.
BAJA TAHAN KARAT (STAINLESS STEEL)
Baja tahan karat adalah baja dengan kandungan Cr sekitar 12 %. Penambahan Cr
menyebabkan ketahanan karat meningkat karena Cr membentuk lapisan oksida tipis
yang melindungi logam dari korosi. Penambahan Ni pada baja ini meningkatkan
ketahanan karat dan memperbaiki keuletan dan sifat mampu bentuk (formability).
Kesetimbangan Fe-Cr
Diagram fasa kesetimbangan Fe-Cr terlihat seperti pada gambar 1.36. di bawah. Dua
hal yang penting dalam diagrani fasa ini adalah untai (-loop) dan fasa a. Unsur Cr
berfungsi sebagai penstabil ferit sehingga memperluas daerah ferit dan menekan daerah
austenit. Paduan Fe-Cr dengan %Cr kurang dari 12 atau 13 % akan mengalami
transformasi a pada saat pendinginan sebaliknya untuk Cr lebih besar dari 12-13%
tidak mengalami transformasi akan tetapi tetap sebagai larutan padat Cr dalam ferit.
[N]
VN
: konsentrasi N dalam senyawa VN, dalam % massa
Garis stoichiometry adalah garis dimana [V]
VN
/ [N]
VN
= A
v
/ A
N
dengan A
v
dan A
N
masing-
masing adalah massa atom V dan N. Jika pada suhu T :
Jika kondisi 2 terjadi maka persentase precipitate yang terjadi dapat dihitung menurut
persamaan berikut :
Penghalusan butir karena proses thermomekanik akan meningkatkan kekuatan dan
ketangguhan baja. Baja HSLA merupakan baja paduan rendah yang diberi perlakuan
thermomekanik.
BAJA TAHAN KARAT (STAINLESS STEEL)
Baja tahan karat adalah baja dengan kandungan Cr sekitar 12 %. Penambahan Cr
menyebabkan ketahanan karat meningkat karena Cr membentuk lapisan oksida tipis
yang melindungi logam dari korosi. Penambahan Ni pada baja ini meningkatkan
ketahanan karat dan memperbaiki keuletan dan sifat mampu bentuk (formability).
Kesetimbangan Fe-Cr
Diagram fasa kesetimbangan Fe-Cr terlihat seperti pada gambar 1.36. di bawah. Dua
hal yang penting dalam diagrani fasa ini adalah untai (-loop) dan fasa a. Unsur Cr
berfungsi sebagai penstabil ferit sehingga memperluas daerah ferit dan menekan daerah
austenit. Paduan Fe-Cr dengan %Cr kurang dari 12 atau 13 % akan mengalami
transformasi a pada saat pendinginan sebaliknya untuk Cr lebih besar dari 12-13%
tidak mengalami transformasi akan tetapi tetap sebagai larutan padat Cr dalam ferit.
[N]
VN
: konsentrasi N dalam senyawa VN, dalam % massa
Garis stoichiometry adalah garis dimana [V]
VN
/ [N]
VN
= A
v
/ A
N
dengan A
v
dan A
N
masing-
masing adalah massa atom V dan N. Jika pada suhu T :
Jika kondisi 2 terjadi maka persentase precipitate yang terjadi dapat dihitung menurut
persamaan berikut :
Penghalusan butir karena proses thermomekanik akan meningkatkan kekuatan dan
ketangguhan baja. Baja HSLA merupakan baja paduan rendah yang diberi perlakuan
thermomekanik.
BAJA TAHAN KARAT (STAINLESS STEEL)
Baja tahan karat adalah baja dengan kandungan Cr sekitar 12 %. Penambahan Cr
menyebabkan ketahanan karat meningkat karena Cr membentuk lapisan oksida tipis
yang melindungi logam dari korosi. Penambahan Ni pada baja ini meningkatkan
ketahanan karat dan memperbaiki keuletan dan sifat mampu bentuk (formability).
Kesetimbangan Fe-Cr
Diagram fasa kesetimbangan Fe-Cr terlihat seperti pada gambar 1.36. di bawah. Dua
hal yang penting dalam diagrani fasa ini adalah untai (-loop) dan fasa a. Unsur Cr
berfungsi sebagai penstabil ferit sehingga memperluas daerah ferit dan menekan daerah
austenit. Paduan Fe-Cr dengan %Cr kurang dari 12 atau 13 % akan mengalami
transformasi a pada saat pendinginan sebaliknya untuk Cr lebih besar dari 12-13%
tidak mengalami transformasi akan tetapi tetap sebagai larutan padat Cr dalam ferit.
Gambar 1.37. Diagram kesetimbangan Fe-Cr
Kesetimbangan Fe-Cr bukan merupakan interval larutan padat yang mengalami
transformasi sempurna akan tetapi terdapat fasa antara (intermediate) dalam bentuk fasa
a di bawah suhu 821 C pada kandungan Cr sebesar 46 %. Fasa a menyebabkan baja
tahan karat menjadi getas.
Kesetimbangan Fe-Cr-C
Karbon merupakan penstabil austenit dan jika ditambahkan ke dalam paduan Fe-Cr akan
memperluas daerah austenit. Gambar di bawah memperlihatkan pengaruh peningkatan C
dari 0,05-0,4 % terhadap daerah austenit dimana batas maksimum daerah austenit
dicapai pada 18 %Cr dengan 0,6 %C. Kadar C lebih dari 0,6 % akan membentuk karbida
dalam bentuk :
Gambar 1.37. Diagram kesetimbangan Fe-Cr
Kesetimbangan Fe-Cr bukan merupakan interval larutan padat yang mengalami
transformasi sempurna akan tetapi terdapat fasa antara (intermediate) dalam bentuk fasa
a di bawah suhu 821 C pada kandungan Cr sebesar 46 %. Fasa a menyebabkan baja
tahan karat menjadi getas.
Kesetimbangan Fe-Cr-C
Karbon merupakan penstabil austenit dan jika ditambahkan ke dalam paduan Fe-Cr akan
memperluas daerah austenit. Gambar di bawah memperlihatkan pengaruh peningkatan C
dari 0,05-0,4 % terhadap daerah austenit dimana batas maksimum daerah austenit
dicapai pada 18 %Cr dengan 0,6 %C. Kadar C lebih dari 0,6 % akan membentuk karbida
dalam bentuk :
Gambar 1.37. Diagram kesetimbangan Fe-Cr
Kesetimbangan Fe-Cr bukan merupakan interval larutan padat yang mengalami
transformasi sempurna akan tetapi terdapat fasa antara (intermediate) dalam bentuk fasa
a di bawah suhu 821 C pada kandungan Cr sebesar 46 %. Fasa a menyebabkan baja
tahan karat menjadi getas.
Kesetimbangan Fe-Cr-C
Karbon merupakan penstabil austenit dan jika ditambahkan ke dalam paduan Fe-Cr akan
memperluas daerah austenit. Gambar di bawah memperlihatkan pengaruh peningkatan C
dari 0,05-0,4 % terhadap daerah austenit dimana batas maksimum daerah austenit
dicapai pada 18 %Cr dengan 0,6 %C. Kadar C lebih dari 0,6 % akan membentuk karbida
dalam bentuk :
Gambar 1.38. Diagram kesetimbangan fasa Fe-Cr untuk (a) 0,05 % C, (b) 0,1
%C, (c) 0,2 %C dan (d) 0,4 %C
Kesetimbangan Fe-Cr-Ni-C
Nikel merupakan penstabil austenit karena struktur kristal Ni berupa fcc. Gambar 1.39. di
bawah adalah pengaruh penambahan Ni pada daerah austenit di dalam diagram Fe-18 %Cr-
C dengan 4 dan 8 %Ni.
Gambar 1.39. Diagram fasa Fe-Cr-C-Ni
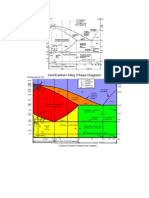
Salah satu cara untuk mengetahui pengaruh unsur-unsur paduan terhadap struktur mikro
pada paduan Fe-Cr-Ni adalah dengan diagram Schaefitier seperti pada gambar 1.40. di
bawah.
Gambar 1.40. Diagram Schaefer
Diagram ini berupa sumbu koordinat yang merupakan batas komposisi austenit, ferit dan
martensit pada suhu kamar yang dinyatakan dengan ekuivalen Ni dan Cr, yaitu :
Berdasarkan komposisi dan struktur mikro di atas, baja tahan karat dapat dibedakan
menjadi 4 kelompok yaitu :
1. Baja Tahan Karat Ferit
Biasanya mengandung 11-30 %Cr dan %C<0,12%. Baja tahan karat austenit tidak
bisa diberi perlakuan panas karena tidak terjadi transformasi -.
2. Baja Tahan Karat Martensit
Baja tahan karat ini mengandung 12-17 %Cr dengan 0,1-1 %C dan dapat diberi
perlakuan panas.
3. Baja Tahan Karat Austenit
Merupakan paduan Fe-Cr-Ni dengan %Ni sekitar 6-22 %. Baja ini tidak tidak dapat
diberi perlakuan panas, ulet dan ketahanan korosinya lebih baik daripada baja ferit.
Salah satu cara untuk mengetahui pengaruh unsur-unsur paduan terhadap struktur mikro
pada paduan Fe-Cr-Ni adalah dengan diagram Schaefitier seperti pada gambar 1.40. di
bawah.
Gambar 1.40. Diagram Schaefer
Diagram ini berupa sumbu koordinat yang merupakan batas komposisi austenit, ferit dan
martensit pada suhu kamar yang dinyatakan dengan ekuivalen Ni dan Cr, yaitu :
Berdasarkan komposisi dan struktur mikro di atas, baja tahan karat dapat dibedakan
menjadi 4 kelompok yaitu :
1. Baja Tahan Karat Ferit
Biasanya mengandung 11-30 %Cr dan %C<0,12%. Baja tahan karat austenit tidak
bisa diberi perlakuan panas karena tidak terjadi transformasi -.
2. Baja Tahan Karat Martensit
Baja tahan karat ini mengandung 12-17 %Cr dengan 0,1-1 %C dan dapat diberi
perlakuan panas.
3. Baja Tahan Karat Austenit
Merupakan paduan Fe-Cr-Ni dengan %Ni sekitar 6-22 %. Baja ini tidak tidak dapat
diberi perlakuan panas, ulet dan ketahanan korosinya lebih baik daripada baja ferit.
Salah satu cara untuk mengetahui pengaruh unsur-unsur paduan terhadap struktur mikro
pada paduan Fe-Cr-Ni adalah dengan diagram Schaefitier seperti pada gambar 1.40. di
bawah.
Gambar 1.40. Diagram Schaefer
Diagram ini berupa sumbu koordinat yang merupakan batas komposisi austenit, ferit dan
martensit pada suhu kamar yang dinyatakan dengan ekuivalen Ni dan Cr, yaitu :
Berdasarkan komposisi dan struktur mikro di atas, baja tahan karat dapat dibedakan
menjadi 4 kelompok yaitu :
1. Baja Tahan Karat Ferit
Biasanya mengandung 11-30 %Cr dan %C<0,12%. Baja tahan karat austenit tidak
bisa diberi perlakuan panas karena tidak terjadi transformasi -.
2. Baja Tahan Karat Martensit
Baja tahan karat ini mengandung 12-17 %Cr dengan 0,1-1 %C dan dapat diberi
perlakuan panas.
3. Baja Tahan Karat Austenit
Merupakan paduan Fe-Cr-Ni dengan %Ni sekitar 6-22 %. Baja ini tidak tidak dapat
diberi perlakuan panas, ulet dan ketahanan korosinya lebih baik daripada baja ferit.
4. Baja Tahan Karat Pengerasan Endapan
Mengandung 30 %Cr dan sejumlah Ni dan Mo. Pengerasan endapan (precipitation
hardening) terjadi karena penambahan Cu, Al, Ti dan Nb. Baja ini mempunyai
kekuatan tank tinggi.
Transformasi fasa baja tahan karat dapat dipelajari dengan melihat diagram terner Fe-
Cr-Ni seperti pada gambar 1.41. di bawah.
Gambar 1.41. Irisan horisontal diagram terner Fe-Cr-Ni
Gambar 1.42. di bawah adalah irisan vertikal dari Fe-Cr-Ni dengan 70 %Fe + 30
%(Cr+Ni) dengan Cr adalah penstabil efrit sedangkan Ni austenit.
Gambar 1.42. Irisan vertikal dari sistem Fe-Cr-Ni dengan 70 %Fe + 30 %(Cr+Ni)
4. Baja Tahan Karat Pengerasan Endapan
Mengandung 30 %Cr dan sejumlah Ni dan Mo. Pengerasan endapan (precipitation
hardening) terjadi karena penambahan Cu, Al, Ti dan Nb. Baja ini mempunyai
kekuatan tank tinggi.
Transformasi fasa baja tahan karat dapat dipelajari dengan melihat diagram terner Fe-
Cr-Ni seperti pada gambar 1.41. di bawah.
Gambar 1.41. Irisan horisontal diagram terner Fe-Cr-Ni
Gambar 1.42. di bawah adalah irisan vertikal dari Fe-Cr-Ni dengan 70 %Fe + 30
%(Cr+Ni) dengan Cr adalah penstabil efrit sedangkan Ni austenit.
Gambar 1.42. Irisan vertikal dari sistem Fe-Cr-Ni dengan 70 %Fe + 30 %(Cr+Ni)
4. Baja Tahan Karat Pengerasan Endapan
Mengandung 30 %Cr dan sejumlah Ni dan Mo. Pengerasan endapan (precipitation
hardening) terjadi karena penambahan Cu, Al, Ti dan Nb. Baja ini mempunyai
kekuatan tank tinggi.
Transformasi fasa baja tahan karat dapat dipelajari dengan melihat diagram terner Fe-
Cr-Ni seperti pada gambar 1.41. di bawah.
Gambar 1.41. Irisan horisontal diagram terner Fe-Cr-Ni
Gambar 1.42. di bawah adalah irisan vertikal dari Fe-Cr-Ni dengan 70 %Fe + 30
%(Cr+Ni) dengan Cr adalah penstabil efrit sedangkan Ni austenit.
Gambar 1.42. Irisan vertikal dari sistem Fe-Cr-Ni dengan 70 %Fe + 30 %(Cr+Ni)
Jika komposisi baja tahan karat kaya dengan Cr maka akan terbentuk ferit-8 atau ferit-a
sedangkan jika kaya dengan Ni akan terbentuk austenit (). Jika komposisi berada pada
segitiga eutectic (L++) maka pada pembekuan akan membentuk ferit- + austenit ()
dengan fasa pertama yang tumbuh adalah atau y tergantung pada persentase Ni dan
Cr.
Jika komposisi di sebelah kiri segitiga eutectic maka fasa pertama yang terbentuk
adalah yang berbentuk dendrit dengan ferit-8 tumbuh sekelilingnya pada akhir
pembekuan. Sebaliknya, jika komposisi berada di sebelah kanan segitiga eutectic, maka
fasa pertama yang terbentuk adalah ferit- yang merupakan inti dendrit dan kaya
dengan Cr. Pada pendinginan selanjutnya, komposisi Cr di luar dendrit turun dan jika
suhu pendinginan berada di dalam segitiga eutectic maka austenit akan terbentuk di
sekeliling ferit- yang berbentuk dendrit. Pada akhir pedinginan akan terbentuk (ferit-+)
dan pada bagian luar dendrit akan terbentuk austenit dengan kadar Cr rendah.
BESI COR (CAST IRON)
Besi cor atau besi tuang adalah padua Fe-C dengan kadar C kurang dari 2,14 %.
Kebanyakan besi cor kadar C dibuat sekitar 3,0-4,5 % dan ditambah dengan unsur-
unsur paduan. Dari diagram fasa kesetimbangan Fe-C terlihat bahwa besi tuang
mempunyai titik cair lebih rendah daripada baja, yaitu sekitar 1150-11300
C sehingga
besi cor mudah dituang. Senyawa Fe
3
C pada besi cor bersifat metastable sehingga
akan mengalami penguraian sbb. :
Fe3C -ferit + C (grafit)
Reaksi grafitisasi (graphitization) di atas tergantung pada komposisi dan laju
pendinginan. Pembentukan grafit dilakukan dengan cara memberikan silikon (Si) lebih
dari 1 % dan laju pendinginan saat solidifikasi dibuat lambat. Besi cor dibedakan
menjadi :
1. Besi Cor kelabu (Gray Cat Iron)
Komposisi kimia besi cor kelabu adalah kadar C : 2,5-4,0 % dan Si : 1,0-3,0 %.
Bentuk grafit memanjang seperti corn flake dikelilingi matriks berupa ferit atau perlit.
Retak lebih mudah terjadi pada grafit dibanding matriksnya karena grafit bersifat
keras dan getas. Besi cor kelabu dapat meredam getaran sehingga banyak
digunakan pada mesin atau struktur yang mengalami getaran.
2. Besi Cor Nodular
Besi cor ini mempunyai grafit bulat yang dikelilingi ferit atau perlit. Grafit bentuk bulat
ini disebabkan adanya penambahan magnesium (Mg) atau cerium (Ce). Besi cor
nodular leb ulet dan kuat dibanding besi cor kelabu sehingga banyak digunakan
untuk katup (valve), rumah pompa (casing), roda gigi (gear), poros engkol (crank
shaft).
3. Besi Cor Putih (White Cast Iron) dan Maleabel (Malleable)
Kadar Si dalam besi cor putih kurang dari 1 % dan karena proses pendinginan
selama solidifikasi relatif cepat maka C berada dalam bentuk cementite (Fe
3
C)
sehingga tampak
berwarna putih. Besi cor putih biasanya hanya merupakan produk antara karena terlalu
keras dan tidak bisa dimesin. Pemanasan besi cor putih pada suhu 800-900
C pada
waktu yang lama menyebabkan terurainya Fe
3
C menjadi grafit yang berbentuk rosette
dengan matriks ferit atau perlit. Besi cor dengan struktur mikro ini dinamakan besi cor
maleabel dan bersifat ulet dengan kekuatan tinggi.
Gambar 1.43. Struktur mikro : (a) besi cor kelabu, (b) besi cor nodular
(c) besi cor putih dan (d) besi cor maleabel
You might also like
- BAJA Dan PaduanDocument40 pagesBAJA Dan PaduanRioNo ratings yet
- Unsur PaduanDocument35 pagesUnsur PaduanMona YunitaNo ratings yet
- Baja Dan PaduannyaDocument41 pagesBaja Dan PaduannyaMuhamad MachrusNo ratings yet
- Bab 10Document12 pagesBab 10asyifafredasalsabNo ratings yet
- Bab.1 Fe CDocument15 pagesBab.1 Fe CSurya Burhani WijayaNo ratings yet
- Dasar Perlakuan Panas NewDocument14 pagesDasar Perlakuan Panas NewSenayanNo ratings yet
- Modul F PanduDocument30 pagesModul F PanduPandu Satrio JatiNo ratings yet
- Fasa Pada Fe-C Yudha Irvana TM1C 200103029Document17 pagesFasa Pada Fe-C Yudha Irvana TM1C 200103029Yudha IrvanaNo ratings yet
- Diagram Fasa LogamDocument6 pagesDiagram Fasa Logamseptiandwisaputra2209No ratings yet
- Penjelasan Tentang Diagram FasaDocument6 pagesPenjelasan Tentang Diagram FasaBayuMardiantoNo ratings yet
- Makalah Diagram CCT Dan TTTDocument10 pagesMakalah Diagram CCT Dan TTTDiky MercuryNo ratings yet
- Diagram Fasa BajaDocument4 pagesDiagram Fasa BajarakatianNo ratings yet
- Diagram Fasa BajaDocument4 pagesDiagram Fasa BajaMuhammad ShalahudinNo ratings yet
- Makalah Teknik Material - Transformasi Fasa Pada LogamDocument17 pagesMakalah Teknik Material - Transformasi Fasa Pada LogamKardus33% (3)
- Bab 6 Diagram Fe Fe3cDocument17 pagesBab 6 Diagram Fe Fe3cFhabry RS100% (1)
- 07 Diagram Besi - Besi KarbidaDocument10 pages07 Diagram Besi - Besi KarbidaRian FerdiansyahNo ratings yet
- MS52531-18 A 5 MTk2OTA0MTEyMDAwMDMxMDA2Document42 pagesMS52531-18 A 5 MTk2OTA0MTEyMDAwMDMxMDA2Khoirul BeNo ratings yet
- Heat TreatmentDocument14 pagesHeat TreatmentIKa UTami Wahyu Ningsih0% (2)
- Penjelasan Tentang Diagram FasaDocument8 pagesPenjelasan Tentang Diagram FasaSalman alfarisi0% (1)
- Tugas Diagram TTT CCT KomplitDocument15 pagesTugas Diagram TTT CCT KomplitAlmah sriwulandariNo ratings yet
- Makalah Fasa Pada Sistem Besi Karbon - Fisika Material - Kelompok IIDocument8 pagesMakalah Fasa Pada Sistem Besi Karbon - Fisika Material - Kelompok IISri Rezeki BerutuNo ratings yet
- Kisi-Kisi Metalurgi FisikDocument9 pagesKisi-Kisi Metalurgi FisikPiter TalloNo ratings yet
- Kul-3 Diagram TTTDocument32 pagesKul-3 Diagram TTTHerlangga KusumaNo ratings yet
- Pengantar Perl Panas - Bab 6Document51 pagesPengantar Perl Panas - Bab 6Moh Ma'ruf MudofirNo ratings yet
- P2 Transformasi Diagram FasaDocument27 pagesP2 Transformasi Diagram FasaFicky SaputraNo ratings yet
- Diagram Fase Fe-Fe3CDocument17 pagesDiagram Fase Fe-Fe3CAnggita0% (1)
- Transformasifasa 130107214504 Phpapp02Document49 pagesTransformasifasa 130107214504 Phpapp02Yovie FernandoNo ratings yet
- Metalurgi FisikDocument16 pagesMetalurgi Fisikwitne100% (1)
- Diagram FasaDocument6 pagesDiagram FasaChristianto HsuNo ratings yet
- Bab.2 Mar BainDocument24 pagesBab.2 Mar BainSurya Burhani WijayaNo ratings yet
- Diagram Fe3CDocument5 pagesDiagram Fe3CMuhammad PalahNo ratings yet
- Bahan Ajar Metalurgi Fisik UnsyiahDocument58 pagesBahan Ajar Metalurgi Fisik UnsyiahNizar Achmad Nizar100% (5)
- 1 Diktat Besi Dan BajaDocument19 pages1 Diktat Besi Dan BajaIrfan MahyunisNo ratings yet
- Pertemuan Ke-7 Diagram Fase Fe-Fe3CDocument26 pagesPertemuan Ke-7 Diagram Fase Fe-Fe3Cahmad ilham ramadhaniNo ratings yet
- Berbagai Diagram FasaDocument38 pagesBerbagai Diagram FasaAr RObby100% (1)
- METALURGI FISIK Interpretasi Mikrostruktur Baja-MinDocument50 pagesMETALURGI FISIK Interpretasi Mikrostruktur Baja-MinSheila Fangidae TmlkNo ratings yet
- DIAGRAM FASA Fe-Fe3CDocument4 pagesDIAGRAM FASA Fe-Fe3Chanif mustofaNo ratings yet
- Dasar Teori Reaksi Eksoterm Dan EndotermDocument30 pagesDasar Teori Reaksi Eksoterm Dan EndotermAde Amalia HidayatiNo ratings yet
- Metalurgi Fisik-7Document11 pagesMetalurgi Fisik-7Muhammad BalfasNo ratings yet
- Essay Tugas Grafik Fe3cDocument5 pagesEssay Tugas Grafik Fe3cMohammad Fatah YasinNo ratings yet
- Lampiran BDocument9 pagesLampiran BADITYA RAHMANNo ratings yet
- Diagram Fe-Fe3cDocument3 pagesDiagram Fe-Fe3cchaeraniNo ratings yet
- FerriteDocument4 pagesFerritedavideriksonsianturiNo ratings yet
- Time Temperature TransformationDocument3 pagesTime Temperature TransformationAnky FadharaniNo ratings yet
- Diagram Fe3CDocument8 pagesDiagram Fe3CMegi Setiawan SNo ratings yet
- Assignment#Document4 pagesAssignment#Restu ArwadyNo ratings yet
- Bab II Perlakuan PanasDocument18 pagesBab II Perlakuan Panasrizky saptahadiNo ratings yet
- Diagram FE3CDocument10 pagesDiagram FE3CRiki WijayaNo ratings yet
- Tugas Diagram TTT & CCT KomplitDocument15 pagesTugas Diagram TTT & CCT KomplitYasin Purnama Surya AtmadjaNo ratings yet
- Muhammad Fatur - D021181329 - Tugas3 - METFIS A 2Document15 pagesMuhammad Fatur - D021181329 - Tugas3 - METFIS A 2Afifa AfifaNo ratings yet
- Tugas Metallurgy Las (A)Document27 pagesTugas Metallurgy Las (A)Lefrandi gamingNo ratings yet
- Diagram Fe3cDocument6 pagesDiagram Fe3cslamet desemberNo ratings yet
- Bab Iv Diagram FasaDocument15 pagesBab Iv Diagram FasaRH ProjectNo ratings yet
- Logam Dan Paduan Berbasis BesiDocument5 pagesLogam Dan Paduan Berbasis BesiDecka ArgaNo ratings yet
- Diagram Fasa Baja KarbonDocument2 pagesDiagram Fasa Baja KarbonPasca Putra PerdanaNo ratings yet
- Pok Dinas 07 Janiari 2020 Tampil CompressedDocument30 pagesPok Dinas 07 Janiari 2020 Tampil CompressedAris AdjieNo ratings yet
- Tugas Perencanaan Pengelolaan SampahDocument1 pageTugas Perencanaan Pengelolaan SampahAris AdjieNo ratings yet
- Sni+03 6868 2002 PDFDocument1 pageSni+03 6868 2002 PDFabanghasan100% (1)
- Perencanaan SPALDDocument47 pagesPerencanaan SPALDAris AdjieNo ratings yet
- Laporan Kegiatan Kunlap TPA Rawa KucingDocument2 pagesLaporan Kegiatan Kunlap TPA Rawa KucingAris AdjieNo ratings yet
- Analis-Sni Rehab AtapDocument1 pageAnalis-Sni Rehab AtapAris AdjieNo ratings yet
- Rk3k Cv. Mitrayasa Nusantara (Recovered)Document20 pagesRk3k Cv. Mitrayasa Nusantara (Recovered)Aris AdjieNo ratings yet
- Perhitungan RAB Pembangunan Gapura SederDocument114 pagesPerhitungan RAB Pembangunan Gapura SederUje DoankNo ratings yet
- Rab Hps Rehab AtapDocument1 pageRab Hps Rehab AtapAris AdjieNo ratings yet
- Rab Hps Rehab AtapDocument1 pageRab Hps Rehab AtapAris AdjieNo ratings yet
- RMK CerbonDocument15 pagesRMK CerbonAris AdjieNo ratings yet