You might also like
- Productivity and Quality Improvement Through Value Stream Mapping: A Case Study of Indian Automotive IndustryDocument19 pagesProductivity and Quality Improvement Through Value Stream Mapping: A Case Study of Indian Automotive IndustryAnand DharunNo ratings yet
- Kanban and Value Stream Mapping Analysis in Lean Manufacturing Philosophy Via Simulation A Plastic Fabrication (Case Study)Document24 pagesKanban and Value Stream Mapping Analysis in Lean Manufacturing Philosophy Via Simulation A Plastic Fabrication (Case Study)thapanon khuisangeamNo ratings yet
- TeapothakkindaDocument19 pagesTeapothakkindaNecdet Oğuz YANARNo ratings yet
- The Effectiveness of A Vehicle Manufacturing Line Using Probabilistic Process TimingDocument24 pagesThe Effectiveness of A Vehicle Manufacturing Line Using Probabilistic Process TimingIJRASETPublicationsNo ratings yet
- Modelling of An Additive 3D-Printing Process Based On Design of Experiments MethodologyDocument24 pagesModelling of An Additive 3D-Printing Process Based On Design of Experiments MethodologyAli SarfrazNo ratings yet
- Potential of Lean Tools of Value Stream Mapping in ManufacturingDocument11 pagesPotential of Lean Tools of Value Stream Mapping in ManufacturingVictor MalulekaNo ratings yet
- Lead Time Reduction Through Lean Technique in An Engine Assembly LineDocument7 pagesLead Time Reduction Through Lean Technique in An Engine Assembly LineVarun KumarNo ratings yet
- 0 - Improving Productivity in A Mechanical Industry Using IndustrialDocument9 pages0 - Improving Productivity in A Mechanical Industry Using IndustrialAhmed AbdelhamidNo ratings yet
- AnalisBasedSimulation PDFDocument5 pagesAnalisBasedSimulation PDFRieska foni YuniarNo ratings yet
- Application of Value Stream Mapping For ReductionDocument10 pagesApplication of Value Stream Mapping For ReductionFrank CordovaNo ratings yet
- Facility and Process Layout Analysis of An SME Using Simulation: A Case Study of A Manufacturing CompanyDocument11 pagesFacility and Process Layout Analysis of An SME Using Simulation: A Case Study of A Manufacturing CompanyJon GatesNo ratings yet
- Research Papers On Advanced Manufacturing TechnologyDocument4 pagesResearch Papers On Advanced Manufacturing Technologygz8y0espNo ratings yet
- PHD Synopsis - Nilesh Pancholi - 129990919010 - 339919Document22 pagesPHD Synopsis - Nilesh Pancholi - 129990919010 - 339919Ibrahim RahimNo ratings yet
- Cycle Time Reduction in Deck Roller Assembly ProductionDocument10 pagesCycle Time Reduction in Deck Roller Assembly ProductionTeshome DengisoNo ratings yet
- Artigo Comparação 3Document16 pagesArtigo Comparação 3Jullyane FigueiredoNo ratings yet
- Management Science LettersDocument12 pagesManagement Science LettersRaka R RamadhianNo ratings yet
- Kumar 2020Document11 pagesKumar 2020Tania CanchanyaNo ratings yet
- Case Study On Identification and EliminaDocument13 pagesCase Study On Identification and Eliminastuart littleNo ratings yet
- Application of Value Stream Mapping For Reduction of Cycle Time in A Machining Process PDFDocument10 pagesApplication of Value Stream Mapping For Reduction of Cycle Time in A Machining Process PDFGerardo MartinNo ratings yet
- Vitual PistonDocument31 pagesVitual PistonrenatoeliegeNo ratings yet
- A Comparative Study of Multi-Criteria Decision-Making Approaches For Prioritising The Manufacturing SystemsDocument24 pagesA Comparative Study of Multi-Criteria Decision-Making Approaches For Prioritising The Manufacturing SystemsBung RifandiNo ratings yet
- Abdulmalek, Rajgopal - 2007 - Analyzing The Benefits of Lean Manufacturing and Value Stream Mapping Via Simulation A Process Sector CaseDocument14 pagesAbdulmalek, Rajgopal - 2007 - Analyzing The Benefits of Lean Manufacturing and Value Stream Mapping Via Simulation A Process Sector CaseDragan DragičevićNo ratings yet
- Design For Quality in Agile Manufacturing Environment Through Modified Orthogonal Array-Based ExperimentationDocument22 pagesDesign For Quality in Agile Manufacturing Environment Through Modified Orthogonal Array-Based ExperimentationRasgullah PhaniNo ratings yet
- Mattress Production LineDocument12 pagesMattress Production LineUbaid Ur Rehman100% (1)
- Maximising Return On Investment (ROI) For Pharmaceutical ProductionDocument16 pagesMaximising Return On Investment (ROI) For Pharmaceutical ProductionViet Bui DucNo ratings yet
- Lean Manufacturing Concept: The Main Factor in Improving Manufacturing Performance - A Case StudyDocument12 pagesLean Manufacturing Concept: The Main Factor in Improving Manufacturing Performance - A Case StudyAbeeha NasirNo ratings yet
- .MP 1Document19 pages.MP 1Hanis Adibah AzizNo ratings yet
- Adaptation of The Value Stream Mapping Approach To The Design of Lean Engineer-To-Order Production SystemsDocument18 pagesAdaptation of The Value Stream Mapping Approach To The Design of Lean Engineer-To-Order Production SystemsLuis AlbertoNo ratings yet
- Total Productive Maintenance Implementation Procedures in Manufacturing Organizations Using Axiomatic Design PrinciplesDocument7 pagesTotal Productive Maintenance Implementation Procedures in Manufacturing Organizations Using Axiomatic Design PrinciplesSam ChristoberNo ratings yet
- Production Model Based On Total Productive Maintenance and Systematic Layout Planning To Increase Productivity in The Metalworking IndustryDocument5 pagesProduction Model Based On Total Productive Maintenance and Systematic Layout Planning To Increase Productivity in The Metalworking IndustrySolci AbantoNo ratings yet
- ArticuloDocument11 pagesArticuloTaniaNo ratings yet
- Use of 6-Sigma in Improvement of Manufacturing CompanyDocument6 pagesUse of 6-Sigma in Improvement of Manufacturing CompanyTran Minh TriNo ratings yet
- Implementation of Lean Six Sigma For Production Process Optimization in A Paper Production CompanyDocument20 pagesImplementation of Lean Six Sigma For Production Process Optimization in A Paper Production CompanyLuis MontoyaNo ratings yet
- Manufacturing System Design Based On Axiomatic Design: Case of Assembly LineDocument29 pagesManufacturing System Design Based On Axiomatic Design: Case of Assembly LineRieska foni YuniarNo ratings yet
- Implementation of Total Productive MaintDocument12 pagesImplementation of Total Productive MaintEregamani DinamaniNo ratings yet
- Implementation of Total Productive Maintenance Lean Tool To Reduce Lead Time-A Case StudyDocument12 pagesImplementation of Total Productive Maintenance Lean Tool To Reduce Lead Time-A Case StudyEregamani DinamaniNo ratings yet
- Process Improvement and Layout ForgingDocument9 pagesProcess Improvement and Layout ForgingManibalanNo ratings yet
- 2 PDFDocument13 pages2 PDFRegine Erika LaydiaNo ratings yet
- Accepted Manuscript: 10.1016/j.omega.2017.08.008Document23 pagesAccepted Manuscript: 10.1016/j.omega.2017.08.008Avinash KumarNo ratings yet
- Jurnal Internasional 3 PDFDocument8 pagesJurnal Internasional 3 PDFaziz abdulNo ratings yet
- Ijet 26753Document7 pagesIjet 26753kevin21790No ratings yet
- Improving Productivity of A Machine Workshop Through Facilities PlanningDocument6 pagesImproving Productivity of A Machine Workshop Through Facilities PlanningSISI GELAPNo ratings yet
- Android Application For Analysis of Productivity of Precision Machine ShopDocument7 pagesAndroid Application For Analysis of Productivity of Precision Machine ShopIJRASETPublicationsNo ratings yet
- Karan Das Main Bce Project123Document29 pagesKaran Das Main Bce Project123snehaNo ratings yet
- Balancing The Production Line by The Simulation and Statistics Techniques: A Case StudyDocument10 pagesBalancing The Production Line by The Simulation and Statistics Techniques: A Case StudyDonald Robert ManikNo ratings yet
- 1 s2.0 S266691292200006X MainDocument12 pages1 s2.0 S266691292200006X MainDiego YauriNo ratings yet
- Critical Study On Vital Factors Influencing Productivity ImprovementDocument8 pagesCritical Study On Vital Factors Influencing Productivity ImprovementIJRASETPublicationsNo ratings yet
- 3047 11934 1 PBDocument11 pages3047 11934 1 PBNaygerOrtizSolorzanoNo ratings yet
- Additive Manufacturing A Framework For ImplementationDocument8 pagesAdditive Manufacturing A Framework For Implementationnicero555No ratings yet
- SmedDocument4 pagesSmedYurdun OrbakNo ratings yet
- Analyzing The Benefits of Lean Manufacturing and Value Stream Mapping Via Simulation A Process Sector Case StudyDocument14 pagesAnalyzing The Benefits of Lean Manufacturing and Value Stream Mapping Via Simulation A Process Sector Case StudyJamesNo ratings yet
- 508 5408 2 PB PDFDocument17 pages508 5408 2 PB PDFTeknik IndustriNo ratings yet
- Waste Reduction in Production Processes Through Simulation and VSMDocument14 pagesWaste Reduction in Production Processes Through Simulation and VSMLuis Alejandro Cuervo GalvisNo ratings yet
- Journal of King Saud University - Engineering Sciences: Original ArticleDocument11 pagesJournal of King Saud University - Engineering Sciences: Original ArticleaodyNo ratings yet
- Extended Model For SMED Application Through GoodDocument9 pagesExtended Model For SMED Application Through GoodIrshad Ali100% (1)
- Balancing Mixed Ergonomics - Model Assembly Line To Reduce Work Overload in A Multi-Level Production SystemDocument9 pagesBalancing Mixed Ergonomics - Model Assembly Line To Reduce Work Overload in A Multi-Level Production SystemInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Application of Lean Manufacturing Using VSM in Auto Parts Manufacturing UnitDocument13 pagesApplication of Lean Manufacturing Using VSM in Auto Parts Manufacturing UnitSaravananNo ratings yet
- The Impact of Lean Implementation On Operational Performance - A Study of Composite Manufacturing Companies in MalaysiaDocument16 pagesThe Impact of Lean Implementation On Operational Performance - A Study of Composite Manufacturing Companies in MalaysiaJim Juan OsmanNo ratings yet
- The Management of Additive Manufacturing: Enhancing Business ValueFrom EverandThe Management of Additive Manufacturing: Enhancing Business ValueNo ratings yet
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Problem To SolutionDocument7 pagesProblem To SolutionPankajatSIBMNo ratings yet
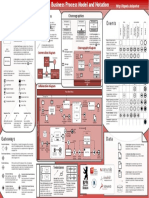
- Bpmn2 0 Poster enDocument1 pageBpmn2 0 Poster enTubora100% (1)
- Animated Charts Collection: Your LogoDocument32 pagesAnimated Charts Collection: Your LogoPankajatSIBMNo ratings yet
- FF0246 01 Creative Business Slides Powerpoint TemplateDocument10 pagesFF0246 01 Creative Business Slides Powerpoint TemplateMuhammad Shoaib Asad KhalidNo ratings yet
- FF0189 01 Free 4 Step Horizontal Diagram 16x9Document7 pagesFF0189 01 Free 4 Step Horizontal Diagram 16x9scotchkarmaNo ratings yet
- Cheap Air Tickets Online, International Flights To India, Cheap International Flight Deals - SpiceJet AirlinesDocument1 pageCheap Air Tickets Online, International Flights To India, Cheap International Flight Deals - SpiceJet AirlinesPankajatSIBMNo ratings yet
- HealthifyMe T&C 28092022 CleanDocument8 pagesHealthifyMe T&C 28092022 CleanPankajatSIBMNo ratings yet
- Animated Charts Collection: Your LogoDocument32 pagesAnimated Charts Collection: Your LogoPankajatSIBMNo ratings yet
- VRF PDFDocument21 pagesVRF PDFPankajatSIBMNo ratings yet
- Kratika Sharma ResumeDocument2 pagesKratika Sharma ResumePankajatSIBMNo ratings yet
- Emerging Trends in Automated Wealth Management Advice Codex2629 PDFDocument20 pagesEmerging Trends in Automated Wealth Management Advice Codex2629 PDFPankajatSIBMNo ratings yet
- FNAL Capacity Management Policy Process ProceduresDocument36 pagesFNAL Capacity Management Policy Process ProceduresPankajatSIBMNo ratings yet
- Wealth Managment Trends 2018Document28 pagesWealth Managment Trends 2018Juliana LombanaNo ratings yet
- IP Address Management (IPAM) Best Practices PDFDocument20 pagesIP Address Management (IPAM) Best Practices PDFPankajatSIBMNo ratings yet
- Articlesonline Exclusive Kaizen Blitz Ready Fire AimDocument6 pagesArticlesonline Exclusive Kaizen Blitz Ready Fire AimPankajatSIBMNo ratings yet
- IP Address Management (IPAM) Best Practices PDFDocument20 pagesIP Address Management (IPAM) Best Practices PDFPankajatSIBMNo ratings yet
- RP, Avg, TSD, TW Answer KeyDocument2 pagesRP, Avg, TSD, TW Answer KeyPankajatSIBMNo ratings yet
- Paper2 V4 I2 PDFDocument7 pagesPaper2 V4 I2 PDFPankajatSIBMNo ratings yet
- Kaizen Blitz: An Introduction and Some Words of CautionDocument3 pagesKaizen Blitz: An Introduction and Some Words of Cautionpjanssen2306No ratings yet
- Case Interview Marathon Workshop: Overhead Slides v1.0Document30 pagesCase Interview Marathon Workshop: Overhead Slides v1.0Anonymous 8ooQmMoNs1No ratings yet
- Lean in A Lean EconomyDocument40 pagesLean in A Lean EconomyPankajatSIBMNo ratings yet
- Digital Inspection ToolsDocument13 pagesDigital Inspection ToolsPankajatSIBMNo ratings yet
- CSS Capabilities OverviewDocument24 pagesCSS Capabilities OverviewPankajatSIBMNo ratings yet
- Sustaining The Change Efforts: Inspection DepartmentDocument2 pagesSustaining The Change Efforts: Inspection DepartmentPankajatSIBMNo ratings yet
- Meqaps 19Document9 pagesMeqaps 19PankajatSIBMNo ratings yet
- Corporate Profile Schneider ElectricDocument6 pagesCorporate Profile Schneider ElectricPankajatSIBMNo ratings yet
- Recruitment & Selection at Tata Teleservices (Tata Docomo)Document11 pagesRecruitment & Selection at Tata Teleservices (Tata Docomo)PankajatSIBMNo ratings yet
- CFA AgentDocument3 pagesCFA AgentPankajatSIBMNo ratings yet
- Rims Business School PlacementsDocument4 pagesRims Business School PlacementsPankajatSIBMNo ratings yet
- Sample Project CharterDocument1 pageSample Project CharterPankajatSIBMNo ratings yet
- Introduction To Modeling For BiosciencesDocument329 pagesIntroduction To Modeling For BiosciencesCharles Moreno100% (1)
- Ecmo Terapy PDFDocument379 pagesEcmo Terapy PDFsarwansyahNo ratings yet
- Simulation & Its ApplicationsDocument19 pagesSimulation & Its ApplicationsAbhijeet SinghNo ratings yet
- Section 1 Cookery NC Ii Qualification: TRS311203 Perform Computer OperationsDocument17 pagesSection 1 Cookery NC Ii Qualification: TRS311203 Perform Computer OperationsYuriiNo ratings yet
- Modeling Digital Systems: © Sudhakar Yalamanchili, Georgia Institute of Technology, 2006Document19 pagesModeling Digital Systems: © Sudhakar Yalamanchili, Georgia Institute of Technology, 2006mahendra singhNo ratings yet
- Cyber Defense: Mathematical Modeling and Simulation: Dinesh Kumar SainiDocument14 pagesCyber Defense: Mathematical Modeling and Simulation: Dinesh Kumar SainiCaessar LogicNo ratings yet
- Iot Acceleration Lab Action Plan WWW - Iotlab.JpDocument19 pagesIot Acceleration Lab Action Plan WWW - Iotlab.JpsreeshpsNo ratings yet
- GQMP 7001 StabilityDocument20 pagesGQMP 7001 StabilitySakib ChowdhuryNo ratings yet
- Globes Manual 3.0.8Document182 pagesGlobes Manual 3.0.8John Vỏ MedinaNo ratings yet
- Document Upcast 2019-2020Document14 pagesDocument Upcast 2019-2020Linh HungNo ratings yet
- TU Package Options2Document1 pageTU Package Options2rstephenrajNo ratings yet
- ToLiss AirbusA319 V1.3.3 SimulationManualDocument50 pagesToLiss AirbusA319 V1.3.3 SimulationManualLORISNo ratings yet
- Compositional Reservoir Simulation: A ReviewDocument47 pagesCompositional Reservoir Simulation: A Reviewhossein.rezaie.mashhadNo ratings yet
- American Journal of Engineering Research (AJER)Document7 pagesAmerican Journal of Engineering Research (AJER)Jose MagalNo ratings yet
- Jacal AdlDocument1 pageJacal AdlJUAN SEBASTIAN GONZALEZ FORERONo ratings yet
- FSCD-Data Processing in Mass RunsDocument6 pagesFSCD-Data Processing in Mass RunsHoNo ratings yet
- MOSS Deadlock SimulatorDocument8 pagesMOSS Deadlock SimulatorbishnoishivuNo ratings yet
- Lyceum-Northwestern University Tapuac District, Dagupan City College of Business EducationDocument5 pagesLyceum-Northwestern University Tapuac District, Dagupan City College of Business EducationjolinaNo ratings yet
- So SPrimerDocument8 pagesSo SPrimerBob ParroNo ratings yet
- Group Assignment (Group 6) - SEMM 1921-80 - A22EM4023Document6 pagesGroup Assignment (Group 6) - SEMM 1921-80 - A22EM4023Roshan Jawad ZafirNo ratings yet
- CBC HEO (Backhoe Loader) NC IIDocument55 pagesCBC HEO (Backhoe Loader) NC IIJohn JamesNo ratings yet
- Brochure Cae Sim ProductsDocument12 pagesBrochure Cae Sim Productsdpineda_328No ratings yet
- Introduction To Monte Carlo Simulation - Excel - OfficeDocument6 pagesIntroduction To Monte Carlo Simulation - Excel - OfficeKush DewanganNo ratings yet
- ABM9 Buss. Interprise Simulation Prelim ModuleDocument5 pagesABM9 Buss. Interprise Simulation Prelim Modulemelindapido55No ratings yet
- Enhancing Safety and Minimizing Corrosion in Refineries Through Process Intelligence ToolsDocument20 pagesEnhancing Safety and Minimizing Corrosion in Refineries Through Process Intelligence Toolspapaya123No ratings yet
- 3 - Chap 3 - General PrinciplesDocument11 pages3 - Chap 3 - General PrinciplesLinh LilinNo ratings yet
- MSC - Adams Release Guide: Release - Book Page 1 Friday, August 5, 2005 11:53 AMDocument86 pagesMSC - Adams Release Guide: Release - Book Page 1 Friday, August 5, 2005 11:53 AMRuben Carballo Villazala0% (2)
- Simulation: Definition, Motivation: Simulation: To Construct and Test A ComputerDocument23 pagesSimulation: Definition, Motivation: Simulation: To Construct and Test A ComputerNaty MatNo ratings yet
- Marcet Boiler HE169Document4 pagesMarcet Boiler HE169HoongNo ratings yet
- Project Summary EA P: Epanet Users ManualDocument7 pagesProject Summary EA P: Epanet Users Manualtvmehta01No ratings yet