Professional Documents
Culture Documents
Screening Location Strategies Lowe
Uploaded by
iruiz850 ratings0% found this document useful (0 votes)
13 views18 pagesA (r)rm that markets its products and services world-wide may face significant (r)nancial risk due to exchange rate -uctuations. The selection of the appropriate design is not straight-forward since decisions are made in an environment of uncertainty and involve multiple time periods. We propose a two-phase approach to screen various alternative designs utilizing a number of criteria.
Original Description:
Copyright
© © All Rights Reserved
Available Formats
PDF, TXT or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentA (r)rm that markets its products and services world-wide may face significant (r)nancial risk due to exchange rate -uctuations. The selection of the appropriate design is not straight-forward since decisions are made in an environment of uncertainty and involve multiple time periods. We propose a two-phase approach to screen various alternative designs utilizing a number of criteria.
Copyright:
© All Rights Reserved
Available Formats
Download as PDF, TXT or read online from Scribd
0 ratings0% found this document useful (0 votes)
13 views18 pagesScreening Location Strategies Lowe
Uploaded by
iruiz85A (r)rm that markets its products and services world-wide may face significant (r)nancial risk due to exchange rate -uctuations. The selection of the appropriate design is not straight-forward since decisions are made in an environment of uncertainty and involve multiple time periods. We propose a two-phase approach to screen various alternative designs utilizing a number of criteria.
Copyright:
© All Rights Reserved
Available Formats
Download as PDF, TXT or read online from Scribd
You are on page 1of 18
Production, Manufacturing and Logistics
Screening location strategies to reduce exchange rate risk
q
Timothy J. Lowe
a,
*
, Richard E. Wendell
b
, Gang Hu
c
a
Tippie College of Business, University of Iowa, Iowa City, IA 52242, USA
b
Katz Graduate School of Business, University of Pittsburgh, Pittsburgh, PA 15260, USA
c
School of Management, Boston College, Chestnut Hill, MA 02467, USA
Received 26 August 1999; accepted 19 January 2001
Abstract
A rm that markets its products and services world-wide may face signicant nancial risk due to exchange rate
uctuations unless it maintains an international sourcing/production network. Thus, the rm must evaluate various
sourcing/production network designs. The selection of the appropriate design is not straight-forward since decisions are
made in an environment of uncertainty and involve multiple time periods. We propose a two-phase approach to screen
various alternative designs (congurations) utilizing a number of criteria, and illustrate it using a popular Harvard
Business School case. As by-products, we introduce a new criterion for making a pairwise stochastic comparison of
alternatives and demonstrate the value of maintaining excess geographically-dispersed production capacity. 2002
Elsevier Science B.V. All rights reserved.
Keywords: Production; Investment analysis; Location; Multicriteria analysis; Education
1. Introduction
In the past 20 years, many rms that previously
served only domestic markets now oer their
products and services on an international basis.
The reasons for market expansion into the inter-
national arena are obvious: growth opportunities
abroad, increased buying power in the interna-
tional market place, etc. However, oering prod-
ucts and services on a world-wide basis presents
several risks beyond those which are incurred in a
strictly domestic marketing strategy. One such risk
that we address herein is created by uctuations in
exchange rates and relative rates of ination in
various countries.
Consider a US rm that produces (sources)
domestically, but has sales in a foreign country.
When the US dollar is weak relative to this
country's currency, the product produced in the
US can be very competitively priced in this foreign
European Journal of Operational Research 136 (2002) 573590
www.elsevier.com/locate/dsw
q
This research was supported in part by a grant from the
Institute for Industrial Competitiveness, Katz Graduate School
of Business, University of Pittsburgh. Additional support was
provided by the International Business Center, Katz Graduate
School of Business, University of Pittsburgh. Also, Prof. Lowe
was partially supported by Grant #DDI-9522882 from the
National Science Foundation.
*
Corresponding author.
E-mail address: timothy-lowe@uiowa.edu (T.J. Lowe).
0377-2217/02/$ - see front matter 2002 Elsevier Science B.V. All rights reserved.
PII: S 0 3 7 7 - 2 2 1 7 ( 0 1 ) 0 0 0 6 5 - 0
market. Such an occurrence may falsely lead the
rm to believe that it is operating more eciently
than it actually is. This very issue is addressed in a
1996 Wall Street Journal article [7].
The key question discussed in the article is
whether America's rejuvenated competitiveness (at
the time of the article) was due to corporate re-
structuring and improved productivity, or to a
weak dollar. A senior Toyota executive is quoted
as saying ``when the dollar was around 80 or 90
(Yen), our American friends talked about how
competitive they were. I wonder if they really un-
derstood where their competitiveness came from''.
The point of the above comments is that with
strictly domestic sourcing, a US rm will be much
more competitive in an international market when
the dollar is weak than when it is strong.
One way in which a rm can hedge against the
loss of competitiveness due to unfavorable ex-
change rates is to maintain a multinational
sourcing network. According to the above article
many companies have done just that. It was stated
that Toyota Motor Corporation restructured itself
to be protable with an exchange rate of 100 Yen
to the Dollar, by shifting manufacturing oshore.
Jerey Garten, Dean of the Yale University School
of Management, adds that ``An increasing number
of goods we make are composed of both foreign
and American components, and multinational
companies, with plants all over the world, are re-
sponsible for an increased portion of international
trade. They can hedge against currency uctua-
tions by shifting production around''.
In [7], Mustafa Mohamtarem, General Motors
Chief Economist, is quoted as saying ``If the dollar
strengthens, then more of our globalization has to
come from our production overseas''. One year
later, a 1997 Wall Street Journal article [3] de-
scribes GMs ``four plant strategy'': the simulta-
neous construction of essentially identical plants in
Argentina, Poland, China and Thailand. By ex-
tending their manufacturing capability into several
countries, GM is better able to respond to uctu-
ations in the relative costs of production in various
locations around the world.
As another example, September 1995 articles in
the Financial Times [1,23] and the Wall Street
Journal [2] describe losses incurred by Daimler
Benz (DB) as at least partially due to the in-
creased strength (at that time) of the German
Mark. Of course, since that time, DB has merged
with Chrysler Corporation to create a new multi-
national company.
The purpose of this paper is to illustrate a two-
phase multi-screening approach that can be used
to help evaluate the strategy of having production
facilities in several countries, and maintaining at
least some excess production capacity in these fa-
cilities. Our approach involves a relatively simple
one-year-ahead analysis in Phase 1, followed by a
more detailed analysis, if necessary, in Phase 2.
The advantage of this approach is that extensive
data collection and computation necessary for
Phase 2 will be avoided (or drastically reduced) if
the outcome of Phase 1 is to delay a possible re-
conguration decision for at least one more year
(or to more carefully consider a reduced set of
congurations that are not eliminated in Phase 1).
As by-products of our analysis, we introduce a
new criterion of pairwise stochastic comparison
and we illustrate how excess capacity can provide
(location) exibility by allowing a global manu-
facturing rm to shift production between various
production facilities as relative costs change over
time.
Deciding where to locate production facilities
and how much capacity to have at these facilities is
an important strategic question. Excellent reviews
of the literature regarding this question are pro-
vided by Verter and Dincer [29], Huchzermeier
[14], Vidal and Goetschalckx [30,31], and Kouvelis
[17]. Books that address the topic include Flaherty
[12] and Dornier et al. [9]. In this paper, we show
how a scenario-based approach can be used to
address this issue. In order to simplify the discus-
sion, we consider a rm producing a single product
for sale in several countries. For purposes of il-
lustration, we use data from a well-known Har-
vard Business School case, Applichem (A) [11].
Applichem faces the decision of how much pro-
ductive capacity to maintain, and where to main-
tain it. Excess (and dispersed) capacity can be used
to react to uctuations in relative exchange rates,
rates of ination, changes in duty rates (e.g., Na-
fta), etc. The retention of such capacity is some-
times referred to as operational hedging (e.g., [15]).
574 T.J. Lowe et al. / European Journal of Operational Research 136 (2002) 573590
Interestingly, a recent survey by Brush et al. [4]
found that many global manufacturing rms do
not consider exchange rate uctuations as a major
determinant of where to locate production facili-
ties. However, we believe that maintaining geo-
graphically dispersed manufacturing facilities can
be an eective hedging strategy.
Our approach herein involves evaluating vari-
ous manufacturing network congurations in the
face of uncertainties associated with the relative
values of currencies. A conguration is dened by
a set of production capacities in various countries.
Uncertainties are explicitly modeled in our analy-
sis by considering a number of possible scenarios,
where a scenario is characterized as a possible
``future'' a realization of one or more uncer-
tainties. An excellent reference on the use of sce-
narios in strategic planning is Schoemaker [24].
Several recent papers have specically ad-
dressed the issue of exchange rate eects on opti-
mal global supply chain strategies. Vidal and
Goetschalckx [31] develop a mixed integer linear
(MIP) program to study the eects of uncertainties
in transportation, demand, supplier reliability,
exchange rates, etc. They found that exchange rate
uctuations can have a signicant impact on
minimum cost. Kouvelis [17] developed a general
framework for evaluating expected cost when
sourcing from a global network of suppliers in the
presence of exchange rate uncertainty. He found
that because of ``switchover costs'', rms may not
be willing to change suppliers unless exchange rate
advantages are suciently large. The papers by
Eppen et al. [10], Huchzermeier and Cohen [15],
Cohen and Huchzermeier [6], and Gutierrez and
Kouvelis [13] are closest to our work. Eppen et al.
[10] consider a multi-product, multi-period prob-
lem involving the design of a manufacturing net-
work. The design issue is to determine the
production capacity at each of several manufac-
turing sites. A set of capacities is called a cong-
uration, and there are costs associated with
switching congurations at a given site. For each
year, they considered three scenarios, where a
scenario is dened by such things as energy prices
and the level of foreign competition, which in turn
determines demand for the products. The proba-
bilities of each scenario occurring were set at xed
values. Congurations are evaluated through the
use of a stochastic MIP with recourse, with an
objective of maximizing expected net present va-
lue. The recourse stage is selecting production
quantities in a given year after demand is known.
Their optimization model included a constraint on
downside risk. They applied the model to a ca-
pacity planning problem faced by General Motors.
Huchzermeier and Cohen [15] developed an
approach to evaluate exibility of product design
and supply chain design in the presence of ex-
change rate risk. They rst develop a set of ex-
change rate scenarios for each of a number of
dierent time periods. These exchange rate sce-
narios are generated (computed) via an exchange
rate model, which uses as input (from sources such
as the International Monetary Fund) risk free
rates of interest, variances of exchange rate chan-
ges, and the correlation of these changes across
various countries. The output of the exchange rate
model is an up-and-down movement increment for
each country, as well as a set of transition proba-
bilities. The computed movement increments
along with the probabilities constitute a lattice of
exchange rate scenarios and transition probabili-
ties from each scenario in a given year to other
scenarios the next year. They then dene a set of
global manufacturing strategy options (product
design, sources of supply, open factories, etc.) for
each time period, along with costs for switching
between options. The value of each scenario/op-
tion is then computed via an MIP. Finally, these
values along with the exchange rate lattice model
are used in a stochastic dynamic program to
compute the rm's optimal expected global after-
tax prot for each option available at the begin-
ning of the planning process. The value of
exibility is then dened as the dierence between
the case where no switching between options is
allowed, and the case (found by the DP) where
(optimal) switching is permitted.
In a recent follow-up paper Cohen and Hu-
chzermeier [6] introduce a general stochastic pro-
gramming framework for analyzing options within
global supply chain strategies and give a review of
the literature as well as some emerging research
directions. In addition, they discuss the concept of
option value of excess capacity utilizing the same
T.J. Lowe et al. / European Journal of Operational Research 136 (2002) 573590 575
Applichem case that we use herein. We discuss this
aspect later in the paper.
Gutierrez and Kouvelis [13] make use of the
uncapacitated plant location model (an MIP),
along with a set of exchange rate scenarios to
generate what they call robust sourcing networks
to supply a world-wide manufacturing system.
Specically, scenarios are dened by considering
exchange rates which vary by 30% from base
values. A given sourcing network involves both
xed and variable costs, and costs are exchange
rate dependent. For a given scenario s, an optimal
(minimum total cost) sourcing network Ys
+
is
found via as a well-known branch and bound
scheme. A given sourcing network Y is robust if
for every scenario s, Zs(Y ) Zs(Ys
+
)=Zs(Ys
+
) 6p
for some xed value of p, where Zs(Y ) is the ob-
jective function value of Y under scenario s. In
other words, a robust sourcing network is one
whose cost is within p 100% of the optimal cost
for each scenario. Observe that p 100% denotes
an upper bound on the maximum percentage re-
gret for such a sourcing network. As noted by
Gutierrez and Kouvelis, sourcing networks can be
ranked in terms of their maximum percentage re-
grets. A related approach was suggested by Da-
skin, Hesse and Revelle [8] who specify a model
that takes as input a non-negative parameter
a < 1. The model identies the location congu-
ration that minimizes the regret with respect to all
scenarios in an endogenously determined subset of
scenarios such that the probability associated with
the subset is at least a.
We now give an overview of the remainder of
the paper. Section 2 gives the details of the prob-
lem setting. Section 3 describes our proposed two-
phased multi-screening approach to the problem.
Section 4 illustrates the application of Phase 1,
while Section 5 discusses the application of Phase
2. We conclude the paper (Section 6) with a dis-
cussion of lessons learned and issues associated
with implementation.
2. Details of problem settings
To provide a setting for our analysis, we
consider a popular Harvard case, Applichem (A)
[11], which is used in Operations Manage-
ment courses at several schools of business. One
objective of the case, which we consider
herein, is to illustrate how movements in ina-
tion and exchange rates can impact the optimal
design of an international manufacturing net-
work.
As background, Applichem manufactures and
distributes (among other things), Release-ease, a
chemical product which is used in the plastic
molding industry. The case is set in the year
1982 at which time the product had a world-
wide market and was produced in plants in six
dierent countries: Mexico, Canada, Venezuela,
Germany, Japan, and the US. For several rea-
sons, there are signicant dierences among the
various plants in terms of productivity and cost.
Of particular interest is the manufacturing,
and the packaging cost of Release-ease at each
of the six plants. Table 1 gives a summary of
this data. Other costs provided in the case in-
clude transportation and duty, summarized in
Table 2.
A major consideration in the case is the deci-
sion regarding what, if anything, to do about
excess capacity. The top part of Table 1 gives the
design capacity and total 1982 production at each
plant (in millions of pounds). Also, 1982 sales in
each country are given here. Based on current
(1982) sales, Table 1 indicates that Applichem
had a 20% capacity cushion in its manufacturing
network for producing this product. As described
in the case, Applichem expects the market for
Release-ease to remain relatively at (at best) in
the near future. Thus, case discussions inevitably
consider terminating the production of Release-
ease at one (or more) manufacturing plant(s).
Although Applichem makes many products be-
sides Release-ease, herein for convenience we will
consider the termination of production of Re-
lease-ease at a plant as simply shutting down the
plant.
In pondering the shutdown question, the
decision maker must consider short-run vs. long-
run strategies. That is, in a given year, an opti-
mal short-run strategy, say to minimize produc-
tion, transshipment, and packaging cost subject
to satisfying all demand, may involve zero pro-
576 T.J. Lowe et al. / European Journal of Operational Research 136 (2002) 573590
duction levels at one or more manufacturing
sites. A short-run reaction to the optimality of
idling a plant might be to close the plant (per-
manently shut it down). However, a long-run
strategy should consider the possibility of merely
idling the plant (instead of permanently closing
it) since under dierent world-wide economic
situations it might be optimal for it to be pro-
ducing product.
2.1. Cost factors considered
In order to consider xed and variable costs in
our analysis, we divided each category of manu-
facturing cost into xed and variable (per 100
pounds) cost components. The last two columns at
the top of Table 1 labeled FC and VC indicate how
we partitioned the manufacturing costs into these
two categories, where the numbers indicate relative
Table 1
Applichem production data
Mexico Canada Venezuela Frankfurt Gary Sunchem FC VC
Design capacity 22.0 3.7 4.5 47 18.5 5.0
1982 Production 17.2 2.6 4.1 38.0 14.0 4.0
1982 Sales 3.0 2.6 16.0 20.0 26.4 11.9
(Millions of lbs)
Cost/100 pounds (1982 $US)
RM and OH 75.05 68.7 87.29 53 63.48 91.86 0 1
Dir labor, S & F 2.38 7.03 4.68 5.78 8.46 12.82 0 1
Depreciation 0.95 0.97 0.94 1.05 1.6 3.23 0.8 0.2
Utilities 5.08 5.5 5.96 5.54 5.45 10.49 0.3 0.7
Maintenance 1.6 2.75 2.17 1.34 3.71 3.77 0.4 0.6
QC 0.64 1.3 1.81 0.57 1.54 2.77 0 1
Waste treat. 1.37 0.96 0 0.64 1.02 10.61 0.3 0.7
Plant admin. 1.11 3.62 4.58 2.91 1.22 4.07 0.5 0.5
Development 0 0 0 0.38 0.97 2.48 0.5 0.5
Supplies 2.25 0.98 3.65 0 0.77 0.56 0 1
Building 0 0 0 1.12 0.64 0.36 1 0
Other 2.2 1.44 1.23 1.01 0.29 6.22 0.5 0.5
Total Mfr. cost 92.63 93.25 112.31 73.34 89.15 149.24
Packaging cost 2.38 4.10 4.03 3.35 13.78 4.56
Table 2
Transportation cost and duty rates
Cost matrix transportation
$ per 100 lbs of Release-ease from point A to point B
B
A Mexico Canada Venezuela Frankfurt Gary Sunchem
Mexico $ $11.40 $7.00 $11.00 $11.00 $14.00
Canada $11.00 $ $9.00 $11.50 $6.00 $13.00
Venezuela $7.00 $10.00 $ $13.00 $10.40 $14.30
Frankfurt $10.00 $11.50 $12.50 $ $11.20 $13.30
Gary $10.00 $6.00 $11.00 $10.00 $ $12.50
Sunchem $14.00 $13.00 $12.50 $14.20 $13.00 $
Duty (as a percentage of cost-shipping into country)
60.0% 0.0% 50.0% 9.5% 4.5% 6.0%
T.J. Lowe et al. / European Journal of Operational Research 136 (2002) 573590 577
proportions of xed and variable costs, respec-
tively. These factors can then be used to compute a
xed and variable manufacturing cost in each
country. As an example, note that the manufac-
turing cost per 100 pounds at Mexico is $92.63.
Using the factors in the last two columns, the
variable cost portion of this value is taken to be
$75:05 2:38 (0:2)(0:95) (0:7)(5:08) (0:6)
(1:6) 0:64 (0:7)(1:37) (0:5)(1:11) 2:25
(0:5)(2:2) =$87.64. Thus, we assume that variable
cost represents (1 0 0) (87:64=92:63) = 94:6% of
total manufacturing cost. Since Mexico produced
17.2M pounds of product in 1982, the total man-
ufacturing cost in Mexico in 1982 was $(17:2)
(0:9263) =$15.93M. Of this amount, based on our
assumptions, the xed cost at Mexico was
$(15:93)(1 0:946) =$0.86M.
Again using Mexico as an example, we now
describe how the xed and variable costs are in-
corporated into our analysis. If the plant in Mex-
ico was open and if it produced say 2M pounds of
product, then its total manufacturing cost, in 1982
Dollars, would be $(0:86 (2)(0:8764))M. Thus,
we treat the xed cost as just that a cost that is
incurred for being available to produce. This cost
is incurred even if the production quantity is zero,
i.e., the plant is idle.
If a plant is assumed to be shut down, neither
xed nor variable costs would be incurred. How-
ever, shutting it down would certainly result in a
one-time shutdown cost consequence which may
be either positive or negative (depending, as we
discuss later, on such things as cash ow from the
sale of plant equipment, environmental clean-up,
etc). No information on such costs is given in the
case.
To evaluate decisions involving plant closings
adequately, it is necessary to examine underlying
system costs under dierent economic situations.
In particular, assuming local sourcing for factors
of production, we need to incorporate the eects of
changes in exchange rates.
The Applichem case provides both nominal
exchange rates and price indices for a few selected
years (all provided data are for years prior to
1982). Correct analysis of the economics of the
case requires the use of real exchange rates which
can be derived from nominal exchange rates by
adjusting for ination (e.g., see [18]). Since in our
analysis we also consider years beyond 1982, we
will make use of the real exchange rate data as
given in Table 3. We computed the numbers in
Table 3 from nominal exchange rate data and in-
ation rate data provided by the International
Monetary Fund [27].
2.2. Updated setting
To give the situation in this case a more current
and concrete setting, we assume that the current
(decision) date is December 1993 and that the
company wants to consider plant shutdown pos-
sibilities beginning the following year. Further, we
assume that for any year of interest, the demand
for Release-ease in each of the six countries re-
mains constant at the 1982 sales quantities re-
ported in Table 1. The objective is to meet demand
(in each country) at minimum total cost, where
demand in any given country can be met by pro-
Table 3
Real exchange rates units per 1993 dollar
Year Mexico Canada Venezuela Frankfurt Sunchem
1969 3.85 1.26 61.48 2.33 187.20
1970 3.77 1.21 62.82 2.28 187.31
1971 3.76 1.23 61.46 2.02 172.18
1972 3.78 1.18 61.46 2.00 169.55
1973 3.49 1.04 60.81 1.69 144.87
1974 3.48 1.08 63.83 1.62 144.77
1975 3.51 1.11 62.62 1.88 158.90
1976 4.88 1.11 62.26 1.74 154.50
1977 4.21 1.19 60.34 1.61 132.92
1978 3.90 1.27 60.31 1.49 118.63
1979 3.74 1.24 62.34 1.52 153.76
1980 3.56 1.29 60.31 1.85 128.40
1981 3.57 1.29 58.67 2.19 151.85
1982 8.64 1.30 55.44 2.24 163.77
1983 6.28 1.28 52.75 2.56 167.25
1984 5.04 1.34 80.03 2.93 185.17
1985 6.36 1.38 67.97 2.25 150.27
1986 8.09 1.31 108.27 1.76 126.46
1987 8.43 1.23 76.31 1.50 104.62
1988 4.34 1.12 66.32 1.73 111.64
1989 4.54 1.12 104.70 1.68 130.28
1990 4.26 1.16 99.83 1.51 124.08
1991 3.71 1.17 100.33 1.51 116.05
1992 3.34 1.29 105.65 1.59 118.32
1993 3.11 1.32 105.64 1.73 111.85
578 T.J. Lowe et al. / European Journal of Operational Research 136 (2002) 573590
ducing and packaging the product locally and/or
producing the product at other plants, shipping
bulk product to the home country plant, and then
packaging locally.
Table 4 lists nine dierent congurations where
operations at some plants are eliminated (column
3), but where sucient capacity remains (column
2) to meet world-wide demand requirements.
Herein, we focus on these congurations. Of
course, in practice additional congurations may
also be feasible (e.g., congurations where capacity
at some plants could be expanded enabling addi-
tional plant closings).
3. Two-phase multi-screening approach
When deciding which conguration to select, it
would obviously be ideal to be able to see into the
future. Unfortunately, there is a ``severe shortage''
of reliable persons or methods capable of doing
this. Indeed, as noted by Kasa [16], ``if you asked a
random sample of economists to name the three
most dicult questions confronting mankind, the
answers would probably be: (1) What is the
meaning of life? (2) What is the relationship be-
tween quantum mechanics and general relativity?
and (3) What's going on in the foreign exchange
market? (Not necessarily in that order.)'' Thus, we
instead attempt to characterize possible futures
through a representative selection of scenarios.
Specically, we focus on scenarios of real exchange
rates, using the dollar as a common base, and we
assess the relative total cost associated with each
conguration under each scenario.
In selecting exchange rate scenarios we consider
two approaches which have some intuitive appeal:
an ad hoc approach where rates may vary from the
status quo (1993) by plus or minus 30%; and a
historical approach where percent changes in the
rates are assumed to follow a similar pattern as in
previous years. The former follows the approach
used by Gutierrez and Kouvelis [13] and the latter
follows Eppen et al. [10]. There are, of course,
other approaches to generating scenarios as well as
numerous possible modications of the two con-
sidered herein.
Assessing the scenarios to determine a best
conguration is a challenging task. The choice
depends on a number of factors, including the
particular scenarios being considered, estimates of
future costs and shutdown costs, as well as the
method used to assess the impact of future cash
ows.
One theoretically attractive approach to solving
a global facility location problem, typied by Ep-
pen et al. [10] and Huchzermeier and Cohen [15], is
to optimize expected present value over a selected
planning horizon. A problem with this approach is
that optimization becomes less meaningful if some
signicant factors cannot be explicitly included in
the optimization model. In global location prob-
lems having such dicult-to-quantify factors is
common. One such factor is shutdown cost. This
can be dicult to estimate since it includes items
such as: Cash ow from the sale of plant equip-
ment; environmental clean-up costs; severance
pay, relocating or retraining costs for workers; and
perhaps a loss of goodwill. Other qualitative fac-
tors could include the dierences in quality of la-
bor among dierent plants, dierences in the
reliability of local raw material suppliers, opera-
tional eciencies associated with delayed custom-
ization [19], the ``marketing factor'' created by
local production, etc. See [4,21] for an extensive
list and discussion of such factors.
To avoid some of the diculties mentioned
above, we propose a two-phase multi-screening
approach that avoids comprehensive optimization,
but instead attempts to lter alternative congu-
rations utilizing various criteria and doing a
limited optimization. Qualitative and dicult-to-
measure quantitative factors can be factored into
Table 4
Possible plant congurations
ID Total capacity Plants closed
C1 100.7 None
C2 97 Canada
C3 96.2 Venezuela
C4 95.7 Sunchem
C5 92.5 Canada & Venezuela
C6 92 Canada & Sunchem
C7 91.2 Venezuela & Sunchem
C8 87.5 Canada, Venezuela & Sunchem
C9 82.2 Gary
T.J. Lowe et al. / European Journal of Operational Research 136 (2002) 573590 579
the ltering process through the judgement of the
decision-maker. The idea of the two phases is to do
a relatively simple analysis in Phase 1, followed by
a more extensive analysis, if necessary, in Phase 2.
Specically, Phase 1 focuses on assessing the op-
portunity cost of keeping the status quo congu-
ration for some specied period, say one year. For
example, if Applichem defers making a change in
its conguration in 1993, then it will forgo any cost
reductions for 1994 but will maintain the option of
making a decision at the end of 1994. If the op-
portunity cost is small, which (as we will see) it is
for Applichem, then the solution is apparent
namely, keep the status quo for one more year.
Otherwise, the goal of Phase 1 is to identify a short
list of good alternative congurations to consider
for a closer, and more extensive, scrutiny in
Phase 2.
At rst glance, it may seem unnecessary to
perform a Phase 1 analysis, going instead directly
to Phase 2. However, it is important to note that a
Phase 2 analysis can be extremely complex due to:
(a) the large number of alternative sequences of
plant congurations over time that must be con-
sidered; (b) the large number of possible exchange
rate scenarios over time (and their corresponding
probabilities of occurrence) that would need to be
included in the analysis; and (c) the necessity to
generate and use an extensive amount of data. In
contrast, a Phase 1 analysis only requires exchange
rate scenarios for one year (the rst year), a
modest amount of data, and a relatively small
number of congurations (alternatives to keeping
the status quo for one more year). As noted above,
the much simpler and more transparent Phase 1
analysis may make a Phase 2 analysis unnecessary
or may help to identify a short list of alternatives
for consideration in Phase 2.
In each phase, for each scenario and for each
conguration being considered, a limited optimi-
zation problem is solved. In particular, for the
Applichem case the minimum cost of each con-
guration is determined by solving a transporta-
tion problem. The approach then is one of
screening/ranking alternative congurations over
the scenarios using a variety of criteria. Here we
propose and discuss the advantages in utilizing a
number of criteria as ltering screens: namely,
Pareto optimality, near-Pareto optimality, maxi-
mum regret, meanvariance eciency, stochastic
dominance, and pairwise stochastic comparisons.
Other criteria, such as downside risk and value-at-
risk, could also be used. (We illustrate most of
these criteria herein. For further information see,
for example, [5,26].) The decision-maker can then
factor in his (her) subjective judgements and other
factors, using the results of the ltering.
From a methodological perspective, the two-
phase approach can be viewed as an extension of
the innovative approach of robust optimization by
Gutierrez and Kouvelis [13] in ranking congura-
tions according to their maximum percentage re-
gret. Specically, our extension of their approach
includes doing a two-phase analysis and including
a variety of other criteria as lters. As noted
above, the two-phase approach can yield an easier
analysis and a pruning of alternatives. The addi-
tional criteria provide a variety of mechanisms to
screen the alternatives. Among these criteria,
pairwise stochastic comparison appears to be new.
As for the others, their application in such a sce-
nario screening context appears to be new.
In our analysis we utilize the maximum dollar
regret in contrast to the maximum percentage re-
gret used by Gutierrez and Kouvelis [13]. One key
advantage of using dollar dierences is that it may
be easier to factor in non-quantiable costs (such
as shutdown costs) and qualitative factors (such as
loss of goodwill) in comparing alternative cong-
urations in dollars. Obviously, both approaches
(dollar and percentage dierences) have advanta-
ges, and both could be used. Indeed, in this anal-
ysis we used both approaches and the results were
almost identical. To conserve space, we only ex-
plicitly discuss herein the dollar dierence ap-
proach.
The net result of considering a number of cri-
teria is that it gives decision-makers a variety of
screening perspectives; helping to identify which
congurations are good and which ones are poor,
as well as helping to assess how one alternative can
be better or worse than another. In short, the two-
phase approach can help to identify good
alternatives, to yield important insights, and to
enable a decision-maker to factor in subjective
judgements in the process of making a decision
580 T.J. Lowe et al. / European Journal of Operational Research 136 (2002) 573590
among alternative congurations. Section 4 now
illustrates Phase 1 of the two-phase approach us-
ing the Applichem case. Section 5 will discuss
Phase 2.
4. Phase 1
Below we rst consider a Phase 1 analysis using
historical scenarios. Thus we will focus on the cost
implications of the various congurations for one
year into the future. We then compare the results
to those under ad hoc scenarios.
4.1. Historical scenarios
Recall that the conguration decision is being
made in December 1993. Looking back through
time (with 1993 as the base) and considering both
the nominal exchange rates and the ination rates,
the real exchange rates for every year prior to 1994
can be readily computed. Table 3 gives such real
exchange rates for the years 19691993. While we
would not expect history to repeat itself by having
the same eective rates in the future, in the his-
torical approach we assume that real exchange rate
percentage changes from year to year are good
indicators of possible future percentage changes.
Using real exchange rate data from Table 3 for the
years 19691991, we created 22 scenarios. Speci-
cally, a given scenario is dened by the percentage
change in each of the respective elements in two
consecutive rows of the table. As an example,
consider the years 1985-1986. The percentage
change in exchange rates from 1985 to 1986 for
Mexico, Canada, Venezuela, Frankfurt, and Sun-
chem is +27.2%, )5.1%, +59.3%, )21.8%, and
)15.8%, respectively. Thus, a scenario is dened
by these ve percentage changes. Similarly, we
used data for consecutive year-pairs 19691970
through 19901991 to dene the twenty two sce-
narios. Each of the 22 ``exchange rate change''
vectors was then used to generate an exchange rate
scenario.
Note from Table 3 that the real 1993 exchange
rates are 3.11; . . . ; 111.85, for Mexico. . .Sunchem,
respectively. Thus, if history repeats itself as in the
one year interval 19851986, the exchange rates
one year later (1994) will be: (1.272) (3.11), (0.949)
(1.32), (1.593) (105.64), (0.782) (1.73), (0.842)
(111.85) =3.96, 1.25, 168.28, 1.35, and 94.17 for
Mexico, Canada, Venezuela, Frankfurt, and Sun-
chem, respectively. This set of ve exchange rates
is labeled scenario number 17 in Table 5. Observe
that the above approach presumes there in no
known correlation between the 1993 exchange
rates (or recent changes in exchange rates) and
rates which will occur in 1994.
By solving a transportation problem (using
Solver in Excel) for each scenario in Table 5 under
each conguration, we obtain the minimum cost
for each conguration-scenario combination (see
Table 6 for these minimum costs). Thus, Table 6
gives the minimum 1994 cost (excluding shut-
down) for each conguration and historical sce-
nario combination. Of course, shutdown costs also
need to be considered, and if the costs/benets of
deferring shutdown by one year were known, then
it could be readily factored in. Here, with the
Table 5
Historical scenarios for 1994
Histori-
cal sce-
narios
Mexico Canada Venezu-
ela
Frank-
furt
Sun-
chem
1 3.04 1.28 107.94 1.69 111.92
2 3.10 1.34 103.37 1.54 102.82
3 3.12 1.27 105.64 1.71 110.14
4 2.87 1.16 104.51 1.46 95.57
5 3.10 1.37 110.89 1.66 111.77
6 3.13 1.36 103.64 2.00 122.77
7 4.31 1.33 105.04 1.60 108.75
8 2.68 1.42 102.39 1.60 96.22
9 2.88 1.41 105.58 1.59 99.83
10 2.97 1.29 109.21 1.76 144.98
11 2.95 1.39 102.20 2.11 93.40
12 3.12 1.32 102.76 2.04 132.27
13 7.52 1.33 99.82 1.77 120.63
14 2.26 1.31 100.52 1.97 114.23
15 2.49 1.38 160.26 1.98 123.83
16 3.92 1.37 89.72 1.33 90.77
17 3.96 1.25 168.28 1.35 94.17
18 3.24 1.25 74.46 1.48 92.54
19 1.60 1.21 91.80 1.99 119.35
20 3.25 1.31 166.79 1.67 130.52
21 2.91 1.37 100.72 1.55 106.53
22 2.70 1.34 106.17 1.72 104.61
T.J. Lowe et al. / European Journal of Operational Research 136 (2002) 573590 581
absence of such information, we will need to sub-
jectively include this consideration in our decision.
With an eye towards screening out either the
good or bad congurations, we now consider
various decision criteria to help do the ltering.
First, we consider dominance. In Table 6 observe
that among all congurations, only C4 and C6 are
superior to (have smaller cost than) C1 in at least
one scenario. Thus, C1 dominates C2, C3, C5, C7,
C8 and C9, and so unless subjective considerations
outweigh the magnitudes of the cost advantages of
C1, we may want to eliminate these six congu-
rations from further consideration. Also, observe
that C4 dominates C6, but the dierence is small,
at least in scenario 13. Again, depending on the
signicance of subjective factors, we may be able
to eliminate C6 from further consideration. If we
did the above eliminations, that would leave us
with a choice between the undominated (i.e.,
Pareto optimal) congurations C1 (status quo)
and C4.
Using only the concept of dominance, as we
have above, to eliminate congurations can be
problematic; especially since there are certain
criteria (e.g., shutdown cost, subjective factors,
etc.) that are not present in the numbers in Table
6. In addition, there is usually uncertainty in the
numbers that are actually used in the analysis.
For that reason, we suggest that ranking the
congurations on some ``measure of dominance''
can be useful. One measure is the cost dierence
from Pareto optimality. Specically, here we
compute the minimum (over all scenarios) cost
reduction for each conguration needed for it to
begin to become ``borderline'' Pareto optimal. We
refer to a conguration having a small such cost
dierence as being nearly Pareto optimal. For
example, C6 is 0.95 from being Pareto optimal,
since in scenario 13 it has lower cost than C1,
and since again in scenario 13 it comes within
0.95 (99:42 98:47) of beating C4. C2 is also 0.95
from being Pareto optimal, whereas the other
congurations are much ``farther'' from being
Pareto optimal (C7 is 5.26, C8 is 6.21, C3 is 6.37,
C5 is 7.32 and C9 is 9.4). Congurations C1 and
C4 are, respectively, )15.69 and )1.48 from los-
ing their status as Pareto optimal solutions. One
of the advantages of using this ``measure'' of
Table 6
Minimum 1994 cost for each historical scenario/conguration
Historical scenario Congurations
C1 C2 C3 C4 C5 C6 C7 C8 C9
1 111.98 117.82 124.25 114.01 131.68 121.44 127.94 135.41 150.90
2 118.50 124.74 130.75 119.27 138.44 126.95 133.02 140.73 156.44
3 111.35 116.96 123.25 112.86 130.36 119.97 126.34 133.47 148.85
4 124.30 130.67 137.84 125.26 145.65 133.07 140.30 148.14 166.83
5 112.66 118.62 124.69 114.28 132.37 121.96 128.09 135.81 150.45
6 100.73 106.69 112.28 103.61 119.64 110.97 116.66 124.02 138.15
7 112.20 116.58 122.06 110.96 126.45 115.35 120.83 125.24 135.85
8 117.87 125.64 131.64 119.58 141.33 129.27 135.34 145.06 164.14
9 117.17 124.18 130.16 118.39 138.92 127.16 133.20 142.00 159.20
10 106.55 112.71 119.10 111.85 126.83 119.58 126.05 133.79 146.78
11 101.76 108.78 114.30 102.21 122.40 110.32 115.95 124.06 142.87
12 99.10 105.01 110.68 102.90 117.97 110.20 115.96 123.26 136.83
13 99.58 100.53 104.85 98.47 105.79 99.42 103.74 104.68 107.87
14 105.14 115.06 121.64 112.75 133.16 124.27 131.01 142.53 163.93
15 101.64 110.38 117.67 108.32 127.95 118.61 126.02 136.32 153.24
16 126.90 132.60 137.61 125.43 143.30 131.12 136.13 141.83 155.47
17 124.49 129.58 136.85 123.07 141.93 128.15 135.42 140.51 152.44
18 123.21 129.39 134.53 122.60 141.38 129.44 134.64 141.51 159.62
19 108.27 123.96 131.86 124.71 149.43 142.28 150.39 167.98 198.63
20 109.02 114.26 121.48 111.84 128.34 118.70 125.97 132.86 144.20
21 118.28 124.90 130.85 120.05 139.38 128.58 134.59 143.15 159.42
22 112.27 119.71 126.11 115.27 135.21 124.37 130.85 139.99 158.29
582 T.J. Lowe et al. / European Journal of Operational Research 136 (2002) 573590
dominance is that a decision maker may not need
to estimate the exact cost of such actions as
shutdown. Instead perhaps only a range on po-
tential shutdown costs would be needed to elim-
inate certain congurations.
Supposing that the signicance of those factors
not included in the model is weak, we can probably
lter out C3, C5, C7, C8, and C9 from further
consideration at least for our current set of sce-
narios. Conguration C1 is strongly Pareto opti-
mal, and C4 is moderately Pareto optimal. Thus,
the scope of the search can be signicantly reduced.
For the sake of illustration, we presume that the
scope can be limited to C1, C2, C4, and C6.
As an alternative to trying to lter out (elimi-
nate) the bad alternatives, we can instead try to
screen out the good ones (include them for further
analysis). One concept that can be used to do this is
regret, expressed in dollars. Here, for each cong-
uration, we compute the dollar regret that (Table 7)
choosing the conguration could yield. One po-
tential ``score'' for a given conguration is the
maximum (over all scenarios) regret that the con-
guration could realize. For example, the maxi-
mum dollar regret of C1 is 1.48, which is the cost
dierence with C4 under scenario 16. It is then
possible to rank the congurations from smallest to
largest maximum regret. Such a ranking for our
problem is given at the bottom of Table 7. Observe
that C1 has very little regret. Surprisingly, under
this ranking C2 is second and C4 is third, where
both C2 and C4 take on their maximum regrets at
scenario 19. Finally, note that the maximum regrets
of C3, C5, C6, C7, C8, and C9 are quite large.
The above concepts of dominance and regret
focus on extremes in the dierences among the
alternatives. Turning our attention to the range of
dierences, we now introduce probabilities into the
analysis. Specically, following Eppen et al. [10],
we assume that each historical scenario in Table 5
Table 7
Dollar regret matrix
Scenario Conguration
C1 C2 C3 C4 C5 C6 C7 C8 C9
1 0.00 5.84 12.27 2.03 19.70 9.46 15.96 23.43 38.92
2 0.00 6.25 12.26 0.77 19.94 8.46 14.52 22.24 37.95
3 0.00 5.60 11.90 1.50 19.01 8.62 14.98 22.12 37.50
4 0.00 6.37 13.53 0.96 21.34 8.77 16.00 23.84 42.53
5 0.00 5.96 12.03 1.62 19.71 9.30 15.43 23.15 37.79
6 0.00 5.96 11.55 2.87 18.91 10.23 15.93 23.29 37.42
7 1.23 5.62 11.09 0.00 15.49 4.39 9.86 14.27 24.89
8 0.00 7.77 13.77 1.71 23.46 11.40 17.47 27.20 46.27
9 0.00 7.01 12.99 1.22 21.75 9.99 16.03 24.83 42.03
10 0.00 6.17 12.55 5.30 20.28 13.03 19.50 27.25 40.24
11 0.00 7.03 12.54 0.46 20.65 8.57 14.19 22.30 41.12
12 0.00 5.91 11.58 3.80 18.87 11.10 16.86 24.16 37.73
13 1.11 2.05 6.37 0.00 7.32 0.94 5.26 6.21 9.40
14 0.00 9.91 16.50 7.61 28.02 19.13 25.87 37.39 58.79
15 0.00 8.74 16.03 6.68 26.31 16.97 24.38 34.68 51.60
16 1.48 7.17 12.18 0.00 17.88 5.70 10.71 16.40 30.04
17 1.42 6.51 13.78 0.00 18.86 5.09 12.36 17.44 29.37
18 0.61 6.79 11.93 0.00 18.77 6.84 12.04 18.91 37.02
19 0.00 15.69 23.60 16.44 41.17 34.01 42.12 59.71 90.36
20 0.00 5.25 12.46 2.83 19.32 9.69 16.95 23.85 35.19
21 0.00 6.62 12.57 1.77 21.10 10.30 16.31 24.88 41.15
22 0.00 7.44 13.84 3.00 22.94 12.10 18.57 27.72 46.01
Max. regret 1.48 15.69 23.60 16.44 41.17 34.01 42.12 59.71 90.36
Ranking 1 2 4 3 6 5 7 8 9
T.J. Lowe et al. / European Journal of Operational Research 136 (2002) 573590 583
is equally likely to occur, with the corresponding
minimum costs for 1994 as given in Table 6. Using
these probabilities we can compute any of a
number of measures to evaluate the congura-
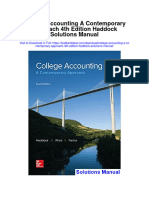
tions. First, in the spirit of Markowitz [22], we
consider the meanvariance approach by com-
puting the mean and variance of the scenario costs
for each conguration. We do this to characterize
the tradeos in expected return vs. risk. Fig. 1
summarizes the results of these computations.
Observe that congurations C1 and C4 constitute
the ecient frontier, dominating all others. Of
course, besides variance, other measures of risk
could be used; e.g., semi-variance, downside risk,
and mean absolute deviation (MAD). For an ex-
cellent introductory discussion of these alternative
measures, see Schrage [25,26]. A caveat regarding
the meanvariance approach is the following:
when comparing two alternatives, it is entirely
possible for an alternative with a higher expected
cost and a higher variance to be preferred (e.g., see
the example on page 567 of Levy [20]). Thus, the
meanvariance and related approaches should be
used with caution. One general approach without
such qualications is stochastic dominance.
The stochastic dominance approach makes use
of the entire distribution of costs, where the
probabilities used are the probabilities of the in-
dividual scenarios. To utilize this approach, for
each conguration Cj, j = 1; . . . ; 9, the costs (Ta-
ble 6) associated with the scenarios are ranked
from lowest to highest. Based on the cost ranking,
a cumulative distribution of cost (denoted as FCj
(.)) is generated where FCj (Q) is the probability
that the cost associated with conguration Cj is
less than or equal to Q. With the functions FCj (.),
j = 1; . . . ; 9, comparison of the congurations with
respect to various ``degrees'' of stochastic domi-
nance are possible (e.g., see [5,20]).
In particular, conguration Ci dominates Cj in
the sense of rst-degree stochastic dominance
(FSD) if FCi(Q) PFCj(Q) for all values of Q and
if > holds for some Q. In other words, for each
possible value of cost, denoted by Q, the proba-
bility of Ci's cost being at most Q is always greater
than or equal to the probability of Cj's cost being
at most Q; and is greater than for at least one Q.
Using Table 6, we generated the functions FC1 (.)
and FC4 (.) illustrated in Fig. 2. While from Fig. 2
it appears that C1 is an attractive choice, note that
no denitive conclusion can be reached regarding
the preference of C1C4 (or vice-versa) with re-
spect to FSD. This is because C4 attains a cost of
98.5 in a scenario, and this cost is lower than any
other cost attainable by C1. Thus, C1 cannot
dominate C4 in the sense of FSD. Clearly, by
comparing FC1 (.) and FC4 (.) in Fig. 2, we see
that C4 does not dominate C1. In addition to
Fig. 1. Mean vs. variance: historical scenarios.
584 T.J. Lowe et al. / European Journal of Operational Research 136 (2002) 573590
FSD, there are also concepts of second-degree,
third-degree, and (in general) nth-degree stochastic
dominance (e.g., see Bunn [5] or Levy [20]). While
only rst-order stochastic dominance is explicitly
considered herein, we also found that C1 nearly
dominated C4 (but did not dominate for the same
reason cited above) with respect to second and
higher degrees of stochastic dominance. Although
most individuals would prefer C1 under the sto-
chastic dominance criteria, in the strictest sense,
the notion of stochastic dominance does not allow
us to discard C4.
We now consider what we believe is a new ap-
proach, a stochastic pairwise comparison of two
congurations. Again, we assume that each of the
22 historical scenarios is equally likely. Speci-
cally, we consider the probability that the cost
dierence between two selected congurations will
be less than some specied amount. For example,
comparing C1 with C4 we compute the probability
(cost C1 < d cost C4), where d is a specied
parameter. Thus, when d equals 0, the result is the
probability that the cost of C1 is less than the cost
of C4. Other values of d could be of interest when
a decision maker wishes to assess the impact of
other non-quantiable costs. Fig. 3 illustrates the
comparison of C1 and C4 for various values of d.
Observe that the cost of C1 will be less than the
cost of C4 about 80% of the time. This follows
since with d = 0, the cost of C1 is less than the cost
of C4 in 17 of the 22 scenarios. Thus, again this
indicates that unless C4 has some large non-
quantiable advantage, conguration C1 is pre-
ferred to C4. As another example, if the cost
dierence in these non-quantiable costs is esti-
mated at, say, 1.71 in favor of for C4, then both
congurations C1 and C4 have an approximately
equal probability of being the smallest, so we
might want C4 to have an advantage at least this
large as a pre-requisite for choosing it.
4.2. Ad hoc scenarios
How dependent are the results above on the
historical scenarios considered? To address this
Fig. 2. First-degree stochastic dominance: historical scenarios.
T.J. Lowe et al. / European Journal of Operational Research 136 (2002) 573590 585
question we now consider an analysis using the ad
hoc scenarios. In this approach, following Gut-
ierrez and Kouvelis [13], we assume that each real
exchange rate either will stay the same (at the 1993
rate), will increase by 30%, or will decrease by
30%. A one year 30% change in exchange rates
may seem rather large, and in fact it is for certain
countries. Yet some countries have annual per-
centage changes larger than 30% (e.g., Mexico in
years such as 1975, 1981, and 1987). Overall, 30%
seems to be a good benchmark to test some of the
extremes for robustness of a given conguration.
With ve countries in addition to the US, we
generated a total of 3
5
= 243 scenarios for this
approach and thus we solved a total of
(243) + (9) = 2187 transportation problems using
Excel Solver. In the interest of space, we do not
include the cost results of each conguration-sce-
nario combination, but these data are available
from the authors upon request. However, we now
comment on our analysis of this data.
As in the case with historical scenarios, we
found that only congurations C1 and C4 are
Pareto optimal. Also we found that C2 is only
about 1.76 from being Pareto, and C6 is the next
closest at about 3.09 from Pareto optimality. As
before, the other congurations are much farther
from being Pareto optimal.
Assuming that each scenario is equally likely, we
computed the cost means and variances of the nine
congurations, and found that the ecient frontier
consists of the single point corresponding to C1.
This result is slightly dierent from the historical
case, where we noted earlier that C1 and C4 con-
stituted the ecient frontier. Rankings based on the
measure of maximum dollar regret were similar to
the rankings found using the historical approach.
Finally, we compared C1 and C4 via the sto-
chastic pairwise comparison approach. We found
that when d equals zero the cost of C1 is less than
C4 about 67% of the time, and that the probability
(cost C1cost C4 < d) equals 0.5 when d is about
)1.74. Thus, we might require C4 to have a cost
advantage of at least this amount before choosing
it. This is very close to the ``indierence value'' of
1.71 that we found in the historical case.
In conclusion, the results using ad hoc scenarios
parallel those from our analysis of the historical
scenarios, indicating as before (depending on the
perceived magnitudes of shutdown cost) that the
search can most likely be limited to congurations
C1, C2, C4, and possibly C6.
Fig. 3. Stochastic comparison of C1 and C4: historical scenarios.
586 T.J. Lowe et al. / European Journal of Operational Research 136 (2002) 573590
4.3. Summary of Phase 1 analysis
To summarize, using historical scenarios we
found that C1 and C4 are the only undominated
congurations, while C2 and C6 are nearly Pareto
optimal. Conguration ranking (smallest to larg-
est) based on maximum regret results in a prefer-
ence order of C1, C2, C4, C3, C6, C5, C7, C8, and
C9. Analysis of the congurations when using an
equal likelihood probability distribution of the 22
historical scenarios results in C1 and C4 being on
the ecient frontier with respect to the mean
variance criteria. Further analysis of these two
congurations reveals that neither conguration
can be rejected based on stochastic dominance, but
that the cost of C1 should be less that of C4 about
80% of the time (stochastic pairwise comparison
approach). We found similar results using the ad
hoc scenario approach.
4.4. The value of excess capacity
One of the main points that we have stressed is
the value of (dispersed) excess capacity in the
presence of variations in exchange rates. We now
illustrate this with our numerical results. From
Table 4, note that based on total capacity, the
congurations would be ranked in the order they
are listed in the table. However, upon closer ex-
amination one can easily argue that on the basis of
total capacity, congurations C2, C3, and C4 are
quite similar. Likewise, congurations C5, C6, and
C7 have nearly identical capacities. Thus, with
respect to total capacity, there are essentially only
ve distinct congurations: C1, C2
/
, C5
/
, C8, and
C9, ranked in order of decreasing capacity, where
C2
/
is any one of C2, C3, or C4 and C5
/
is any one
of C5, C6, or C7. If excess capacity is of any value,
any reasonable cost-based criteria should rank C1
near the top, C9 near the bottom, etc. In fact, this
is exactly what our results indicate.
As noted above, under the maximum dollar
regret criteria (for both the historical and ad hoc
scenarios), the congurations would be ranked C1,
C2
/
, C5
/
, C8, and C9. Similarly, from the mean
variance analysis using historical scenarios (See
Fig. 1), note that desirable (undesirable) congu-
rations lie in the lower left-hand (upper right-
hand) corner. Thus, a ranking based on this
criteria would yield C1, C2
/
, C5
/
, C8, and C9. (We
note that an equivalent ranking was found using
ad hoc scenarios.)
Using a somewhat dierent analysis but also
using Applichem as an illustration, similar and
independent results on an option value of excess
capacity were given by Cohen and Huchzermeier
[6]. Similar to the approach herein, their analysis
includes recent data from the IMF and considers
real exchange rate changes with respect to the
dollar. Interestingly, their analysis takes a prot
maximizing perspective including consideration of
dierent tax rates for the dierent countries and
consideration of the possibility of foregoing de-
mand to maximize prot. Unlike our analysis,
their analysis does not consider xed costs and
does not consider other criteria. Using simulation
via Crystal Ball, they illustrate the option value of
extra capacity in terms of expected prot, both
with all demand being met and with only prot-
able demand being met.
5. Phase 2
At the end of Phase 1 we may well conclude that
the status quo, selection of conguration C1, for
one more year is best. On the other hand, depending
on shutdown costs and other factors, we may con-
clude that a more detailed comparison of C1 vs. a
narrowed (via Phase 1) eld of contender congu-
rations is warranted. That is the task of Phase 2.
From a methodological perspective Phase 2 is
very similar to Phase 1 except that we now con-
sider scenarios over a number of years as well as
the time value of money (i.e., present value). As
noted previously, the Phase 2 analysis can be much
more complex and even daunting. However, lim-
iting consideration to selected congurations
identied as viable options in Phase 1 can help
signicantly. To illustrate, suppose that congu-
ration C4 is one such option. Thus, we now con-
sider a Phase 2 comparison of C1 with C4.
There are, of course, a number of ways to gen-
erate scenarios over multiple periods, and some of
these ways can increase the number of scenarios
T.J. Lowe et al. / European Journal of Operational Research 136 (2002) 573590 587
exponentially. While in our analysis we used a
couple of dierent approaches in analyzing this
problem, we discuss briey a simple approach based
on historical exchange rate data. (As an aside, we
remark that these alternative approaches lead to
conclusions similar to those presented below.)
In this simple approach, we construct scenarios
for exchange rates in the years 1994, 1995 and 1996
by examining historical percentage changes in real
exchange rates over three-contiguous-year inter-
vals. As an example, one scenario for percentage
changes in real exchange rates from 1993 to 1994,
from 1993 to 1995, and from 1993 to 1996 corre-
sponds, respectively, to the actual percentage
changes from 1977 to 1978, from 1977 to 1979,
and from 1977 to 1980. Similarly, a scenario was
created by computing the percentage changes from
1978 to 1979, 1978 to 1980, and 1978 to 1981.
For each scenario, we adjust the costs from
1993 to 1994, to 1995, and to 1996 using the re-
spective exchange rate percentage changes; and
then for each of these years we solve a transpor-
tation problem (as before using Solver). To model
the costs for the years 1997 and beyond, for sim-
plicity we assumed that total costs in every year
subsequent to 1996 would be the average of those
calculated for 1994, 1995 and 1996. With all of
these calculations, we have in eect generated a set
of yearly costs in perpetuity for a given scenario.
Discounting these costs back to 1993 yields
the present value under this scenario. We used the
1993 weighted average cost of capital for the
chemical industry (e.g., see [28]) as the discount
rate in our present value calculations.
Similar to the Phase 1 analysis, we can use a
variety of criteria to compare congurations under
consideration. Based on our calculations, we
found that the expected present values of C1 and
C4 are respectively $1070 and $1097 million, with
almost identical standard deviations of approxi-
mately $118 million. Fig. 4 shows a Stochastic
Comparison of C1 and C4. Observe that unless C4
has a rather sizeable relative advantage to C1 in
shutdown costs or qualitative factors, C1 would be
preferred to C4. In particular, the present value of
this advantage must be 12.5 million dollars in or-
der for C4 to have a 5050 chance of having a
smaller present value than C1. Also, with no cost
advantage for either C1 or C4, we note that C1
would have a smaller present value approximately
85% of the time. The bottom line appears to be
that unless some signicant advantage exists for an
alternative conguration, maintaining congura-
tion C1 is the correct decision for Applichem.
6. Conclusions
In conclusion, we return to the question faced
by Applichem in December, 1993: Where should
Release-ease production capacity be maintained?
Clearly, the answer to this question depends
somewhat on additional factors that we have not
explicitly considered in our analysis, e.g., the size
of any ``shutdown'' costs and non-quantiable
factors such as quality of local labor and reliability
of local raw material suppliers, etc. However, in
the absence of such information our analysis
generally suggests that congurations C1, C2, C4,
and C6 are the leading choices, with perhaps C1
being the best choice and C4 the second best for at
least one more year.
Given 2020 hindsight available from actual ex-
change rates, we canevaluate howgoodthis decision
would have been. Below is a comparison of the
conguration costs using actual real exchange rate
Fig. 4. Historical present value stochastic comparison of C1
and C4.
588 T.J. Lowe et al. / European Journal of Operational Research 136 (2002) 573590
data for the years 1994 to 1997 (see Table 8). Again,
the values below were found using Excel Solver.
Note that for 1994 and 1995, C4 has the lowest
cost with C1 a close second in both years. For 1996
and 1997, C1 was lowest with C4 a close second.
The costs of C2 and C6 are close to those of C1
and C4. All other congurations have signicantly
higher costs.
While the above (hindsight) result is comfort-
ing, it is only an illustration of how our two-phase
multi-screening approach can be useful in dealing
with strategic issues. More important is how such
an approach can support decision-making in such
complex problems. What we see is that there are
many ways to formulate models of such problems,
depending on assumptions regarding costs, reve-
nues, evaluation criteria, etc. Also, depending on
the scenarios selected, there can be many possible
solutions to these models. However, even under
dierent reasonable methods for generating sce-
narios, the results (as in Applichem) may not really
be all that dierent. Further, as we have seen, our
approach can play an important role in evaluating
various alternatives by helping to separate good
ones from bad ones, as well as in ranking them.
Perhaps even more important is the insight that
one can gain by analyzing why a particular con-
guration appears to be good or bad.
A primary example of this latter point is our
observation that with respect to almost every cri-
terion considered, e.g., maximum cost, mean and
variance of costs, regret, etc., there is a positive
correlation between total conguration capacity
and desireability of the conguration. Thus for
Applichem, the role of exibility (as measured by
``excess'' system-wide capacity) in managing ex-
change rate volatility is apparent. Simply put, the
signicant advantage of having excess capacity in
conguration C1 gives management an important
option in shifting production in response to
changes in foreign exchange rates. Obviously, -
nancial hedging is another tool that can be used to
mitigate the impact of foreign exchange volatility.
However, as pointed out by Huchzermeier and
Cohen [15], nancial hedging is a short term
strategy while operational hedging (capacity
management) is long term. Thus both hedging
tools can be valuable.
Because the approach herein provides a
screening/ranking of the alternative congura-
tions, it is possible to incorporate other costs and
non-quantiable factors in the decision process. A
good example of this involves a comparative
analysis as illustrated by Figs. 3 and 4. These
charts assess the probability that the cost dier-
ence of two alternatives is less than some specied
amount. This type of information can be impor-
tant in strategic decision choices where cost data
are somewhat ``fuzzy''.
It is important to point out that in practice,
problems similar to what we have considered
herein may have a very large number of possible
congurations and/or scenarios. This situation
could make solving for the optimal cost in each
scenario/conguration (as we have done herein)
dicult. In such a case, one may need to
apply ltering criteria sequentially, using integer
programming techniques to rank solutions for each
criterion (similar to what Gutierrez and Kouvelis
[13] did for the criterion of minimizing maximum
percentage regret). Of course, judiciously limiting
Year Conguration
C1 C2 C3 C4 C5 C6 C7 C8 C9
1994 111.75 115.06 119.96 110.46 123.29 113.77 118.66 121.99 130.71
1995 114.44 117.01 122.60 113.24 125.18 115.81 121.40 123.98 130.87
1996 110.75 114.47 119.63 111.05 124.09 115.50 120.70 125.18 135.28
1997 104.03 108.33 112.50 106.34 118.24 112.07 116.32 122.05 133.78
Table 8
Real exchange rates units per 1993 dollar
Year Mexico Canada Venezuela Frankfurt Sunchem
1994 5.05 1.34 96.64 1.56 103.17
1995 5.42 1.26 108.71 1.48 111.62
1996 4.14 1.28 89.19 1.63 126.94
1997 3.63 1.32 72.73 1.86 141.23
T.J. Lowe et al. / European Journal of Operational Research 136 (2002) 573590 589
the number of congurations and scenarios con-
sidered is always recommended.
Finally, we believe that the approach herein is a
natural one for companies to use in practice. As
evidence of this, when one of the authors was re-
viewing the approach in a recent Executive MBA
class, a student noted that his company was facing a
similar capacity choice decision. In the weeks fol-
lowing the class, the student then led a study at his
company applying the approach to their situation.
Acknowledgements
We wish to acknowledge the very constructive
comments of three anonymous referees. Their
comments have led to an improved version of our
paper.
References
[1] Anon, Exchange rates dictate course of DaimlerBenz,
Financial Times, 12 September 1995.
[2] Anon, Strong market helps drive Daimler to shocking loss,
The Wall Street Journal Europe, 12 September 1995.
[3] R. Blumenstein, GM is building plants in developing
nations to woo new markets, The Wall Street Journal, 4
August 1997.
[4] T.H. Brush, C.A. Martin, A. Karnani, The plant location
decision in multinational manufacturing rms: An empir-
ical analysis of international business and manufacturing
strategy perspectives, Production and Operations Manage-
ment 8 (1999) 109132.
[5] D.W. Bunn, Applied Decision Analysis, McGraw-Hill,
New York, 1984.
[6] M.A. Cohen, A. Huchzermeier, Global supply chain
management, in: S. Tayur, R. Ganeshan, M. Magazine
(Eds.), in: Quantitative Models for Supply Chain Man-
agement, Kluwer Academic Publishers, Dordrecht, 1999.
[7] H. Cooper, R. Blumenstein, As US rms gain on rivals, the
dollar raises pesky question, The Wall Street Journal, 16
August 1996.
[8] M. Daskin, S. Hesse, C. ReVelle, a-reliable P-minimax
regret: A new model for strategic facility location model-
ing, Working paper, Northwestern University, June 1997.
[9] P. Dornier, R. Ernst, M. Fender, P. Kouvelis, Global
Operations and Logistics, Wiley, New York, 1998.
[10] G. Eppen, R. Kipp Martin, L. Schrage, A scenario
approach to capacity planning, Operations Research 37
(4) (1989).
[11] T. Flaherty, Applichem (A), Harvard Business School Case
#9-685-051, 1985.
[12] T. Flaherty, Global Operations Management, McGraw-
Hill, New York, 1996.
[13] G. Gutierrez, P. Kouvelis, A robustness approach to
international sourcing, Annals of Operations Research 59
(1995) 165193.
[14] A. Huchzermeier, Global manufacturing strategy planning
under exchange rate uncertainty, Ph.D. Dissertation, 1991.
[15] A. Huchzermeier, M.A. Cohen, Valuing operational ex-
ibility under exchange rate risk, Operations Research 44
(1996) 100113.
[16] K. Kasa, Understanding trends in foreign exchange rates,
FRBSF Weekly Letter, No. 95-22, 1995.
[17] P. Kouvelis, Global sourcing strategies under exchange
rate uncertainty, in: S. Tayur, R. Ganeshan, M. Magazine
(Eds.), in: Quantitative Models for Supply Chain Man-
agement, Kluwer Academic Publishers, Dordrecht, 1999.
[18] P.R. Krugman, M. Obstfeld, International Economics:
Theory and Practice, fourth ed., Addison-Wesley, Read-
ing, MA, 1997.
[19] H. Lee, C. Billington, HewlettPackard gains control of
inventory and service through design for localization,
Interfaces JulyAugust (1993) 111.
[20] H. Levy, Stochastic dominance and expected utility: Survey
and analysis, Management Science 38 (1992) 555593.
[21] A. MacCormack, L.J. Newman III, D. Rosenfeld, The new
dynamics of global manufacturing site selection, Sloan
Management Review, Summer 1994.
[22] H. Markowitz, Portfolio Selection, Ecient Diversication
of Investments, Wiley, New York, 1959.
[23] W. M unchau, DaimlerBenz reveals $1BN loss, Financial
Times, 12 September 1995.
[24] P. Schoemaker, Scenario planning: A tool for strategic
thinking, Sloan Management Review, Winter 1995.
[25] L. Schrage, Financial Optimization Problems, LINDO
Systems Inc., 1995.
[26] L. Schrage, Optimization Modeling with LINGO, LINDO
Systems Inc., 1998.
[27] Statistics Department, International Financial Statistics
Yearbook, Volume LI, International Monetary Fund, 1998.
[28] Stern Stewart & Co., The 1995 Stern Stewart Performance
1000, 1995.
[29] V. Verter, M.C. Dincer, An integrated evaluation of
facility location, capacity acquisition and technology
selection for designing global manufacturing strategies,
European Journal of Operational Research 60 (1992)
118.
[30] C.J. Vidal, M. Goetschalckx, Strategic production-distri-
bution models: A critical review with emphasis in global
supply chain models, European Journal of Operational
Research 98 (1997) 118.
[31] C.J. Vidal, M. Goetschalckx, Modeling the eect of
uncertainties in global logistics systems, Journal of Busi-
ness Logistics 21 (2000) 95120.
590 T.J. Lowe et al. / European Journal of Operational Research 136 (2002) 573590
You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 1 - Basic Economic ConceptsDocument4 pages1 - Basic Economic ConceptsEric NgNo ratings yet
- Final Business PlanDocument26 pagesFinal Business Planapi-542665033No ratings yet
- Economic Principles 201819Document27 pagesEconomic Principles 201819Fortunatus JuliusNo ratings yet
- Pos Malaysia Berhad Ar 2015Document195 pagesPos Malaysia Berhad Ar 2015Sulaiman KashimNo ratings yet
- Debre Birhan University C0Llege of Business & EconomicsDocument20 pagesDebre Birhan University C0Llege of Business & Economicsይንገስ ጎጃም አድማስ100% (1)
- Assignment On InflationDocument7 pagesAssignment On InflationKhalid Mahmood100% (4)
- Commodities As An Asset ClassDocument7 pagesCommodities As An Asset ClassvaibhavNo ratings yet
- RWJ Chapter 6Document39 pagesRWJ Chapter 6Yustiara Izmi DamayantiNo ratings yet
- Group CorporateStrategyDocument25 pagesGroup CorporateStrategyKhai EmanNo ratings yet
- S2023 Assignment 3 Chs 6 7 - For ReleaseDocument3 pagesS2023 Assignment 3 Chs 6 7 - For Releasehusan aulakhNo ratings yet
- Incomplete SentencesDocument103 pagesIncomplete Sentences0123405137067% (3)
- Forex Candlestick MagicDocument70 pagesForex Candlestick MagicAlexsandro Souza de Lima100% (2)
- Module 4Document19 pagesModule 4vaseem aktharcpNo ratings yet
- General Electric-Turnaround Management Under Three Different CEOsW20699-PDF-ENG-ExamDocument11 pagesGeneral Electric-Turnaround Management Under Three Different CEOsW20699-PDF-ENG-ExamParth Mahajan50% (2)
- Life ScienceDocument7 pagesLife ScienceKishore S.No ratings yet
- College Accounting A Contemporary Approach 4th Edition Haddock Solutions ManualDocument16 pagesCollege Accounting A Contemporary Approach 4th Edition Haddock Solutions Manualeugenedermot52n3ny100% (31)
- EFT Corporation - ThalesDocument17 pagesEFT Corporation - Thalescarl gyimNo ratings yet
- RRL - DraftDocument2 pagesRRL - DraftJp CombisNo ratings yet
- The Asset Market Money and PriceDocument12 pagesThe Asset Market Money and PriceRaja Sikanadar - 92023/TCHR/BSBNo ratings yet
- Blades Case CH 7Document14 pagesBlades Case CH 7Mhiaa Al-yusman40% (5)
- New Generation Biofuels: NGBF: Financially Strapped But Still Moving ForwardDocument7 pagesNew Generation Biofuels: NGBF: Financially Strapped But Still Moving ForwardMarkpactNo ratings yet
- The Gold Market-OutlineDocument5 pagesThe Gold Market-OutlineMartin SeruggaNo ratings yet
- Eu in Slides enDocument38 pagesEu in Slides enMaria SavuNo ratings yet
- FIDIC Blue - Green Book - Dredging & Reclamation Works - 2006Document60 pagesFIDIC Blue - Green Book - Dredging & Reclamation Works - 2006Altug100% (6)
- POM Book - 60 PagesDocument60 pagesPOM Book - 60 PagesrubelkkNo ratings yet
- Auditing Assignment Case StudyDocument2 pagesAuditing Assignment Case StudyKenneth BrownNo ratings yet
- Oligopoly 8Document32 pagesOligopoly 8adriz89100% (1)
- MF Cost of Capital - Practice QuestionsDocument4 pagesMF Cost of Capital - Practice QuestionsSaad UsmanNo ratings yet
- Richard Zeckhauser and David V P. Marks: Sign Posting: The Selective Revelation of Product InformationDocument10 pagesRichard Zeckhauser and David V P. Marks: Sign Posting: The Selective Revelation of Product InformationbeatrizNo ratings yet
- Store LocationDocument16 pagesStore LocationChaitanya PillalaNo ratings yet