Professional Documents
Culture Documents
Furnace Presure Controller
Uploaded by
Anu PillaiOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Furnace Presure Controller
Uploaded by
Anu PillaiCopyright:
Available Formats
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 1
1
.
I
n
t
r
o
d
u
c
t
i
o
n
Background
Project Objective
Outline to report
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 2
1.1 BACKGROUND
Today our life is more comfortable because of invention of modern technology.
Without this technology our lives become miserable. At present we cant imagine our life
without electrical resources and equipments. In limited period of time, many inventions
have been done regarding engineering field. In electrical field also much improvement has
been shown in these days. There is a one major factor which affects all this invention is
generation of electricity. Generation is the main plinth of the electrical field. This can be
approved by thermal power plant.
There are mainly three types of power plants which are found it includes thermal
power plant, hydro power plant and nuclear power plant. The variation in the design of
thermal power station is due to different fuel sources used. The different fuel sources
included may be coal, nuclear, natural gas; etc.In thermal power plant kinetic energy or
mechanical energy has been converted to electrical energy.
At TPS, coal is used as primary fuel for generation of electricity. Coal is burnt in furnace
to produce heat. The heat from combustion of coal boils water in boiler to produce steam
.the steam is then piped to turbine where it rotates them. The used steam is then condensed
and pumped back into the boiler to repeat the cycle. Rotation of the turbine rotates the
generator rotor to produce electricity based on Faradays Principle of electromagnetic
induction. When the turbine turns, electricity is generated and given as output by the
generator, which is then supplied to the consumers through high-voltage power lines.
In India all the power plants are connected in the grid system. All the plants have
been distributed in mainly four grids. These grids have been controlled by different LDC
(load dispatch canters) which controlles the generation of energy and load requirements.
Basically thermal power plant is operated on the base load with high load capacity and it
has very high value of generation capacity.
We had got an opportunity to undergo training in one of the most precious
industries of Gujarat without which the glory of Gujarat would not shine like a star in the
map of India. This is the main body which provides electricity to the whole state. Now
furnace is one of the parts, which produces heat on burning of coal with air. It is
One of the most critical parts of the plant where pressure needs to be regulated constantly
at several instants. As if there is low value of pressure it may cause the furnace to shrink,
where as the increase in pressure may cause the furnace to blast leading to very dangerous
accidents causing hazards to both life and property.
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 3
To control the pressure of furnace at sikka a multicard system was used each card
with its own function. This has lead to more troubleshoot problems and more maintenance
was required. So we decided a make a project on furnace pressure control system which
could be a single control system, replacing the multicard system.
Even though there are measures taken to control the various parameters, the present
system becomes a too hectic and requires human labour.thus there is a need to develop
such a system which would not only control the furnace pressure effectively but also
reduce the work load of the controlling officials.
1.2 PROJECT OBJECTIVE
This project as the name suggests is used to control the pressure of furnace. The
requirement is to make a single pressure control system which would replace the
multicard system. To demonstrate such a vast process with atmospheric pressure is not
viable so this project is scaled down to specific values.
Here the pressure sensor senses the pressure inside the system which comprises of
four fans .this signal value is given to the control system where the set point is already
set up. Accordingly the intake of air to the system is adjusted such that the uniform
pressure is maintained inside.
1.3 OUTLINE TO REPORT
The project report is divided into three main sections. First section gives the
description about the methodology adopted for making of this project, and interfacing of
different components used. Second section gives an idea about the hardware used to make
this project and the components description. Third section describes the software part of
this project.
1.3.1 Working Of The Project
This section explains how different components are interface together to function.
It also includes the methodology adopted for working of this project.
1.3.2 Hardware Section
This section gives a brief description about the different components used to
make this project which include the pressure sensor, microcontroller, LCD,etc.
1.3.3 Software Section
This section gives a brief idea about the program developed which on feeding to
the controller gives the appropriate control required to maintain the pressure inside the
system.
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 4
2
.
B
r
i
e
f
d
e
s
c
r
i
p
t
i
o
n
o
f
s
i
k
k
a
T
P
S
Introduction
Basic elements of thermal power
plant
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 5
2.1 INTRODUCTION
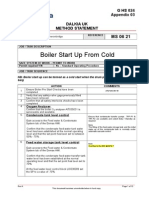
Here is the brief description of sikka thermal power station.
Fig.2.1 Operation Of Thermal Power Plant.
Detailed process of power generation in a thermal power plant
1) Water intake: Firstly, in the boiler the feed water is used demineralised water only.
This DM plant takes water from the Sasoi dam. The water which used in the boiler must
be totally demineralised. Water is scarce, then it is recycled and the same water is used
over and over again.
2) Boiler heating: The boiler is heated with the help of coal. A furnace is used to heat the
fuel and supply the heat produced to the boiler. The increase in temperature helps in the
transformation of water into steam. The coal used is of bituminous type. This coal is
imported from the nearby states.
3) Steam Turbine: The steam generated in the boiler is sent through a steam turbine. The
turbine has blades that rotate when high velocity steam flows across them. This rotation of
turbine blades is used to generate electricity.
4) Generator: A generator is connected to the steam turbine. When the turbine rotates, the
generator produces electricity which is then passed on to the power distribution systems.
5) Special mountings: There is some other equipment like the economizer and air pre-
heater. An economizer uses the heat from the exhaust gases to heat the feed water. An air
pre-heater heats the air sent into the combustion chamber to improve the efficiency of the
combustion process.
6) Ash collection system: There is a separate residue and ash collection system in place to
collect all the waste materials from the combustion process and to prevent them from
escaping into the atmosphere.
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 6
Apart from this, there are various other monitoring systems and instruments placed to
keep track of the functioning of all the devices. To prevent any hazards from taking place
in the plant
2.2 BASIC ELEMENTS OF THERMAL POWER PLANTS.
The different parts of a thermal power station and their functions are as
described below:-
Fig2.2 Schematic Diagram Of TPS
2.2.1 COAL
For sikka power house coal received from MP and Bihar (secl) mines, by railway,
at SIKKA railway station. 02 km railway track provided by GEB, for transporting this coal
from sikka railway station to power house and by this way, the coal rack in 8 wheeler
box type wagons directly reaches to power station coal yard. This loaded coal wagons on
the tippler platform are unloaded with the help of two wagon tipplers. From w.t.hoppers
coal then passes through apron feeders 1 & 2 & single roll crusher to crusher house in 200
mm size after removing iron pieces by magnetic separators, where this coal crush up 20 to
30 mm size. This crush coal is fed to bunkers through junction tower by conveyor belt. If
coal receipt is more, then it is transferred to stack yard for socking.
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 7
Fig 2.3 Coal Feeders
Pulverized coal is fired in furnace for generation of steam with the help of
secondary air which, is coming from forced draft fan through regenerative air pre-heater.
The flue gas generated due to coal firing are being handled by induced draft fan through
super Heaters, economizer, regenerative air pre-heater, esp. and discharged through
chimney. Steam generated in boiler with rated pressure, temperature and flow is being
feed through main steam line to hip. Turbine and imp turbine through hot reheat line of the
furnace are taped at the bottom to form a hopper with suitable on fuel and a conditions.
Bottom designs most commonly used for coal fired units are of the open hopper type,
often referred to as the dry bottom type. For gaseous and oil fuels, closed bottoms are
generally utilized.
In the bottom type construction two furnace water walls, usually the front and rear
walls, slope down toward the centre of the furnace of from the inclined. Ash and slag from
the furnace is discharged through the bottom opening into the ash hopper directly below it.
Depending on the height of the furnace, six to fourteen inches clearance between the
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 8
furnace and ash hopper is allowed for downward expansion of the furnace walls. Leakage
of the air at the point is prevented by either a water seal arrangement or a mechanical seal.
The primary air from the discharge of F.D. fan passes through Air preheater and hot air for
combustion from air preheater is led to common wind box located on the side of the
furnace. There are two numbers of steam coal air preheaters are provided on discharged
side of F.D. fans before air enters to air pre heaters. In order to ensure reliable and
continuous operation soot blowing equipments are provided.
2.2.2 DRAUGHT SYSTEM
The draught system is used to provide furnace draught stability. The Draught is
maintained by operation of induced draught and forced draught fans. The draught system
consist of following equipments
FIG 2.4 INDUCED AND FORCED DRAFT FAN
INDUCED DRAUGHT FAN : the induced draught fan is provided for sucking of
flue gases from the furnace and discharge to the chimney. The suction of the fan is
taken from the outlet of the esp. and discharge to the chimney. The fan is
facilitating to create a Negative pressure in suction to suck flue gases. The flow of
flue gas can be controlled by guide vane controlling. Table shows further
descriptions.
Table:-1 Induced Draught Fan
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 9
FORCED DRAUGHT FAN :- The forced draught fan is facilitating to suck air
from the atmosphere and to supply this air to the furnace for proper combustion
and to maintain the draught inside the furnace for stability of furnace and firing.
The flow of air can be controlled by guide vane controlling.
PRIMARY AIR FAN :- The p.a.fan is facilited to provide air to the coal pulveriser
for drying the coal and lifting it to the furnace. The flow of air can be controlled by
guide vane controlling.
Table:-2 Primary Air Fan
2.2.3 ECONOMIZER
The purpose of economizer is to preheat the boiler feed water before it is
introduces in to the boiler drum, and to recover some of the heat from the flue gases
leaving the boiler. Location of the economizer is in the rear gas pass below the rear
horizontal sh .feed water is supplied to the economizer inlet header via feed stop & Check
valves. It is upward through the intermediate eco header that is in counter flow to the flue
gases & comes in out header, from that it is led to drum.
Table3:-Economizer
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 10
2.2.4 SUPER HEATER
Super heater is composed of four basic stages: pendant spaced section, platen
sectional rear horizontal section and the steam cooled wall and roof sections. The platen
section is located directly above the furnace in the front of the furnace arch. It Absorbs
heat mainly by radiation. The pendant section is located behind the screen tubes. The heat
transfer mode is convection. The horizontal section of the super heater is located in the
rear vertical gas pass above the economizer, heat transfer mode is Convective. This is the
counter flow type primary superheater.The steam cooled wall section form the side, front
& rear walls roof of the vertical gas pass.
Superheated steam from outlet of pendent goes to the turbine via the main steam
line. After passing through the turbine steam is returned to the reheater via the cold reheat
line. The reheater desuperheaters are located in the cold reheat lines.
Fig2.5.-Unit Showing Super Heater And Other Parts.
2.2.5 DESUPERHEATER
Desuperheater are provided in the super heater connecting links and the cold
reheater lines to permit reduction of steam temperature when necessary and to maintain
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 11
the temperatures at design values within The limits of the nozzle capacity two spray type
desuperheaters are installed in the connecting links between the rear horizontal Outlet
header and the platen inlet header.
2.2.6 REHEATER
Two spray type desuperheaters are installed in the cold reheat lines leading to the
inlet headers. Reheater is composed of two stages, the front pendant vertical spaced platen
section and the rear pendant vertical spaced platen section. The front is located bet rear
water wall hanger tubes and the super heater platen section. The rear pendant is located
Above the furnace arch bet the water-cooled screen tubes and rear water wall hanger tubes
saturated dry steam from the drum follows the path is
steam cooled wall roof tubessteam cooled side wall tubesextended steam
cooled side wall tubesfront steam cooled side wall tubessteam cooled roof and rear
wall tubes super heater rear horizontal assembliessuper heater desuperheaterplaten
super heaterpendant super heater
2.2.7 PRIMARY AIR
Combustion air that enters the fuel-burning zone and directly supports initial
combustion. On pulverized coal-fired units, the primary air is used to transport the coal
from the pulverizers to the burners.
2.2.8 SECONDARY AIR
Combustion air introduced on the edge of the burning zone to supplement the
primary air for support of the combustion process.
2.2.9 AIR-PRE HEATER
The air heater absorbs waste heat from flue gas, then transfers this heat to
incoming cold air by means of continuously rotating heat transfer elements of specially
formed metal plates. Thousands of these high efficiency elements are spaced
Within twelve sector-shaped compartments of a radially divided cylindrical shell,
called the rotor. The housing surrounding the rotor is provided with duct connection at
both ends, and is adequately sealed by radial and circumferential sealing members forming
an air passage through one half of the pre-heater, and a gas passage through the rotor. As
the rotor slowly revolves the mass of elements alternate through the gas and air passage,
heat is absorbed by the element surfaces passing through the hot gas stream; then, as these
same surfaces are carried through the air stream, they release the stored up heat thus
greatly increasing the temperature of the incoming combustion or process air.
2.2.10 SOOT BLOWER
The cleaning medium to be used is superheated steam. The cleaning device
consists of an electric motor coupled to a gear driven crank mechanism which oscillates
the swivel header carrying the nozzle pipe or pipes. The arc traversed by the nozzle and
the rotation of the rotor subjects the entire area of the rotor to the action of the cleaning
steam jet. Drain connections are provided in the steam piping layout for removing
condensate from the piping system while the device is idle and just before it is placed in
operation. It is located in the gas side.
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 12
Steam consumption : 1200 kg / hr./ device at 17.6 kg / cm2
2.2.11 ELECTROSTATIC PRECIPITATOR
The electrostatic precipitator utilizes electrostatic force to separate dust particles
from the gas to be cleaned. The gas is conducted to a chamber containing "curtains" of
vertical steel plates. These curtains divide the chamber into a number of Parallel gas
passages. A frame with secured wires is located within each passage. All the Frames are
linked to each other to form a rigid framework. The entire framework is held in a place by
four support insulators, which insulate it electrically from all parts which are grounded.
In unit no.1, bhel make, type 2 x faa 7 x 32 13290 2 single pass 2Nos. Esp, 7
fields, i/l dust concent 30.8 gms/nm3, flue gas flow 140.4 m3/s, collectingEff 99.36 %
have been installed.
In unit no.2, bhel make, type 2 x faa 6 x 45 102135 2, single pass -2Nos. Esp,
6 fields, i/l dust concent 45.7 gms/nm3, flue gas flow 219.4 m3/s, isCollecting effi.
99.67 %.
The function of esp is to collect the dry ash on collecting electrode by corona
Effect and as is being rapped at regular interval by rapping mechanism and thus dry ash Is
being collected in esp hoppers. From esp hoppers dry ash is being disposed through Wet
system in ash dyke as well as being collected in silo. The dry ash collected in silo is Sold
to cement / bricks manufacturer.
A high-voltage direct current is connected between the framework and theGround,
thereby creating a strong electrical field between the wires in the framework and The steel
curtain. The electrical field becomes strongest near the surface of the wires, sl Strong that
an electrical discharge " the corona discharge " develops along the wires.
The Gas is ionized due to the corona discharge and large quantities of positive and
negativeIons are formed. The positive ions are immediately attracted towards the negative
wires By strength of the field. The negative ions, however have to traverse the entire space
Between the electrode to reach the positive curtains.Enroute towards the steel curtains, the
ions collide with and adhere to the dust Particles in the gas. The particles thereby become
electrically charged and also begin to Migrate in the same direction as the ions towards the
steel curtains and stick on to them.These curtains are rapped periodically to dislodge the
deposited dust, which is collectedIn the hoppers.
The various parts of the precipitation are divided into two groups. :
mechanical system : it comprise of casing, hoppers, gas distribution system,Collecting
and emitting system, rapping mechanism, stairways and galleries.
electrical system : it comprise of transformer-rectifier units, electronic
controllers,Auxiliary control penal, safety interlocks and field equipments / devices.
2.2.12 ASH HANDLING PLANT
Ash handling plant at sikka thermal power plant comprises of specially Designed
bottom ash systems. A detailed description of the system is given in the following
Paragraphs:-
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 13
The water impounded bottom ash hopper receives the bottom ash from the Boiler
furnace, where it is stored and periodically discharged to the clinker grinder and Hydro
ejector to convey the bottom ash slurry through the transport line to the ash slurry Sump
Fig 2.6.Ash Handling System
A maximum of eighty-three (83) tonnes of bottom ash is collected in every
eight(8) hours working shift. The bottom ash system is capable of disposing the ash
collected,Within one hour.
Dry, free flowing ash is collected in a total of thirty-seven (37) fly ash hoppers
Consisting of twenty four (24) electrostatic precipitators, two (2) duct hoppers, six (6) air
Pre-heater hoppers, four (4) economiser hoppers and one (1) stack hopper.Fly ash is
evacuated pneumatically in a dry state and is conveyed to theVacuum producing
hydrovactor (two nos.) Where it is mixed with water, forming ash slurry And collected in
air separator tank from which the fly ash slurry flows to ash slutty sumpBy gravity.
Crossover valves are provided to allow the fly ash to any of the vacuum Producing
hydrovactors. A maximum of three hundred and seventy six (376) tones Approximately of
fly ash is collected in every shift and the system is capable of handling
The fly ash collected within four hours.Bottom ash and fly ash collected in a slurry
form is conveyed to the ash Disposal area through two (2) sets of ash disposal pumps.
Each set consists of one (1)Pump in series. Interconnecting line isolation valves in
disposal lines are provided to allow Usage of either pump through any of disposal lines.
The ash handling system operation Starts with disposal of fly ash followed by bottom ash.
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 14
BOTTOM ASH SYSTEM :- the water filled ash hopper, receives furnace ash from the
Boiler. Chilling it as it enters the water impounded hopper to minimize clinkering
andStoring it for periodic removal.The mixture of ash and water is discharged through
feed gate to clinker Grinder, which sizes the clinkers. Crushed clinkers and ash water
mixture fall to ejectorFeed sump and is fed to hydro-ejector. The hydro-ejector (jet pump)
which provides the Jetting or pumping action by means of high pressure water, convey the
mixture of bottom Ash spray through bottom ash discharge pipe line to ash slurry sump.
Two flushing Header assemblies with nozzles are provided in the bottom ash hopper to
agitate and Remove sedimented ash from the ash hopper.
The clinker grinder is equipped with an automatic reversing control, to takeCare of
mechanical overload. If any mechanical overload occur in the grinder. The grinderStops
automatically and runs in the reverse direction for approximately 10 second andagain
reruns in the forward direction after 20 seconds. The same sequence is repeated For three
consecutive overload and after the third cycles if over load is not cleared, thenClinker
grinder will trip. It can be started again in forward direction only after re-running And
mechanical over load manually and resetting the overload relay.
A pressure switch located in the bottom ash slurry transport line will sense a High
dischar4ge pressure, indicating blockage or obstruction of material in the dischargePipe
line. Should such a condition occur, clinker grinder stops operating depositingMaterial on
grinder rolls. When the pressure drops to the present level the grinder willAgain
commence operating. This pressure switch thus prevents the possibility ofAdditional ash
being the discharge line enroute to ash slurry sump.If desired water pressure is to available
at hydro ejector water inlet or forGrinder stops. When the water pressure at hydro ejector
inlet or for grinder sealingBecome normal, the operation of clinker grinder and feed gate
starts.
FLY ASH SYSTEM :- below each fly ash hopper one 8"x6" type "e" air electric Operated,
self feeding. Non -overloading type material handling valve is mounted. It isEquipped
with two adjustable spring loaded air intake valves. Each material handlingValve has a
stainless steel slide gate to segregate the hopper from the transport line. The Slide gate is
pneumatic operated and its operation is controlled by instrument at by a 4-Way solenoid
valve. Pneumatic operated segregating valves are provided for branch Header isolation.
The segregating valve remains open till all the material handling valves Connector to the
branch header have been operated in succession and closes with last flu Ash valve in the
line.
The water powered 6"x8" hydrovactor (vacuum producer) located above the air
Separator tank (mounted on the tower structure) exhausts air from the 8 inch sizeTransport
line running to the material handling valves. The resultant rise in vacuumOperates high
vacuum switch which energies the fly ash circuit to the automatic Sequential control. This
in turn energies t5he solenoid valve of material handling valve. The floe of air from the air
intake valves conveys the fly ash from the fly ash hopperThrough the transport line and
hydrovactor. The fly ash is mixed with water (which forms aSlurry) in the hydravactor and
is discharge in to the air separator tank. This tank Separates and vents the conveying air in
to the atm, and discharges the slurry by gravity In to the ash slurry sump through the pipe
lines.
As long as fly ash is available at the mount of he fly ash hopper, it prevents
Excessive entry of air in the fly ash system resulting in maintaining high operating
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 15
Vacuum. On evacuation of ash. The free air from the fly ash hopper rushes into the
Transport line and the system vacuum drops. This operates the low vacuum switch which
Energies another circuit in the automatic sequential control where in after a preset
timeDelay. The solenoid valve controlling this material handling valve gets de-energized,
thusClosing the valve. This again results in raising the system vacuum and operating high
Vacuum switch to energies solenoid valve of the next material handling valve in
Preprogrammed sequence. The above procedure is repeated for each material handling
Valve in turn. After the last valve closes, the fly ash automatic control gets de-energized
The motor operated valve located in the inlet water line of the hydrovactor remind open
For a further preset time to purge the discharge line of the air separator tank.
An pneumatic operated vacuum breaker provided in each transport line vents The
system to atmosphere in the event the water pressure to respective hydrovactor falls Below
the preset value set on the pressure switch (mounted in the inlet wate4r lines to Respective
hydrovactors).Manual operation of individual material handling valve is also possible by
Means of fly ash master switch mounted on the control panel. Individual bypass switched
Also mounted on the control paned to allow bypassing of any fly ash hopper material
Handling valve from which the fly ash removal is not desired.
ASH DISPOSAL SYSTEM:- the ash slurry, mixture of water and bottom ash/fly ash,
Collected in slurry sump is pumped to disposal area by hydro seal pumps, through
10/12Inch disposal pipe line. Two (2) such sets of ash slurry pumps have been
provided.The ash slurry sump is a rcc tank, which sloped bottom ash lined with
Replaceable wear plater under all discharge points. Two sets of agitator nozzles provided
In the slurry sump keep the solids in floating state. Ash flow valve provided in suction and
Discharge of disposal pump allow isolation of each pump. Operational flexibility is
Available by crossover ash flow valves which permit the use of both the discharge lines
With individual pump Ash flow valves in suction line from ash slurry sump to each ash
slurry pump Help pump isolation during maintenance. The pumps are ;belt driven and a
special varies Pitch sheave on the pump motor allow variation of speed of pump to
account for normal Wear and tear of pump and ash disposal line.
Disposal piping gas special "ezy" coupling Joints to ensure case in periodic
rotation of the pipes for uniform wear.Water make-up requirements of ash slurry sump is
automatically regulated by Means of diaphragm operated butterfly valve controlled by a
pneumatic indicatingcontroller. The controller senses the slurry level by a ;rubber tube
arrangement andsignals the valve positioner to operate the valve. Ash slurry sump high
and low levels have been annunciated on the main fly ash and pumps control paned
situated in the ash handling mcc room. Besides this interlock for tripping of the ash slurry
pumps in the event of low level in the slurry sump ha also been provided.
2.2.13 BOILER
Steam generator of unit no.1 Natural circulation type with water cooled furnace,
tangentially fired, balance draught radiant reheat type, dry bottom with direct fired
tangentially fired, pulverized coal through 6 nos. bowl mills, steam flow 383 T/hr. @
135cm2 SH pressure and 540 degree temp. Boiler rating 8863 sq. meter. Total heat input
to Boiler 305.8 M. Kcal/hr.
Steam generator of unit no.2 is natural circulation type with water cooled furnace,
tangentially fired, balanced draught radiant reheat type, dry bottom with direct fired
pulverized coal through 4 nos. tube mills, steam flow 391 t/hr. @ 134.5 kg/cm2 SH
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 16
pressure and 540 degree temp. Boiler rating 12665 Sq. mtr. Total heat input to Boiler
265.8 M Kcal/hr. In Boiler unit no.2, 1 and 2 mills are bowl mill with model No. XRP-603
and Tube mill having model no. BBD-3448 respectively. The function of mill is to
Pulverize the coal to 200 mesh size and to feed the same in Boiler through pulverized fuel
pipe with the help of primary hot air.
Pulverized coal is fired in furnace for generation of steam with the help of
secondary air which, is coming from forced draft fan through regenerative air pre-heater.
The flue gas generated due to coal firing are being handled by induced draft fan through
superheaters, Economizer, regenerative air pre-heater, ESP and discharged through
chimney.
Steam generated in Boiler with rated pressure, temperature and flow is being feed
through Main Steam line to H.P. Turbine and IP Turbine through hot reheat line
2.2.14 COOLING TOWERS
Fig 2.7Different Types Of Cooling Mechanics
The symbol for a cooling tower is designed to resemble the actual device
in the process unit. Cooled product flows out of the bottom of the tower and
to the processing units. Hot water returns to a point located above the fill.
The symbol will not show all of the various components of the cooling tower
system, but it will provide a technician with a good foundation in cooling tower operation
and enough information to clearly see the process
2.2.15 WATER WALLS
The waterwalls are tubes that are welded to spacers between the tubes to
form a gas-tight wall. The water flows up through the walls as it turns to steam.
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 17
Fig2.8 Water Wallls
2.2.16 STEAM TURBINE
The turbine is horizontal tandem compounded, reheat, impulsive type three
cylinder machine, with continuous maximum economical rating of 120MW at the
generator terminal at a speed of 3000 rpm. The design inlet conditions are 127.6 kg/cm2
and 538c for main steam and 2602 kg/cm2 and 538c for reheat steam.
The high pressure steam chests are located one on either side of the high pressure
cylinder. Live steam from the boiler is admitted into the high pressure steam chest which
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 18
contains two combined isolating and emergency stop valves and one governer valve. This
steam chest is interconnected with the governor valve by means of a cross under pipe.
Stem from these chests is supplied to the high pressure cylinder by means of 4 nos. of high
pressure loop pipes. Steam after expanding through the high cylinder is passed through the
reheater section of the boiler. Reheat steam is supplied to two interceptor emergency stop
valves and two interceptor governor valves. From the interceptor steam chests steam is
welded to the bottom half of the in let end of intermediate pressure cylinder. Steam after
expanding through the intermediate pressure cylinder passes through the cross over pipes
to a double flow low pressure cylinder. Finally steam from low pressure cylinder is
exhausted to the condenser.
The flow of steam in the high pressure cylinder and intermediate pressure cylinder
is of a double flow design. This arrangement ensures minimum axial thrust, Each flow to
the low pressure cylinder is provided with a multi exhaust. The high pressure cylinder is of
twin shell construction. The intermediate pressure cylinder diaphragms are of welded
type. In the first eight diaphragms the rims, centres and blades are of molybdenum
vanadium steel, the remaining five diaphragms have mild steel rims and centres with
stainless blades.
2.2.17 CONDENSER
When steam exhaust from the turbine it exhaust in the condenser. Which is
exhausted with high temperature and low pressure. Condenser is made up of copper tubes
which are in large sizes. Generally two types of condenser are used one way and two way
types of condensers. In sikka thermal power station two type circulating tubes are used.
When water passes through the tubes and steam exhaust at the condenser it contacted with
the outer surface of the tube. Cooling water passes through the tubes. When this steam
contected with the water it becomes cooled.
In sikka thermal power plant cooling water is taken from the sea. Which passed
through the copper tubes. Which cooled the steam hence steam cooled and become water
which collected in the storage tank and further taken by the boiler feed pump. Due to the
condenser water is circulating in cyclic process. So the efficiency of the plant become
quite high. In sikka thermal power plant sea water is used as cooling water so no need of
cooling tower for colling the condensate cooling water. This technique is quite cheap in
the processing.
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 19
3
.
C
o
n
t
r
o
l
M
e
c
h
a
n
i
s
m
O
f
F
u
r
n
a
c
e
Measurement
Control
Card control system at sikka
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 20
The whole plant has many PLCs which controls different processes. Different
PLCs have a different control principle to control different parts. These various
mechanisms for control and measurement in a thermal power plant are enlisted below.
3.1 MEASUREMENT
Furnace pressure control is typically implemented in balanced draft operations.
Most often the furnace pressure is maintained just slightly below atmospheric pressure to
prevent flue gas leakage to the surroundings. However, too low a pressure must also be
avoided to minimize air leakage into the furnace reducing efficiency and, in the extreme
case, to prevent furnace implosion. Normal ranges are compound with spans on the order
of 1 inH2O or less. This creates a challenge for most analog transmitters as such narrow
spans generally amplify process noise created by pulsations from the varying rate of
combustion as well as the ID and FD fans.
A smart draft transmitter is appropriate for this application. The selected instrument should
have at least a span of 0.2 inH2O and adjustable damping. This will allow use on a wide
variety of furnaces.Process measurement requirements are as follows.
3.1.1 Instrument Installation For Combustion Control
Process sensing devices should be installed as close as practical to the source of the
measurement with consideration being given to excessive vibration, temperature, and
access for periodic maintenance. Dedicated isolation valves and impulse lines should be
run to each pressure-sensing device used for control in accordance with Measurement and
conditioning Filtering techniques used to condition process measurements shall not
adversely affect stability or reduce control system response.
3.1.2 Mass Airflow Measurement
The mass airflow measurement shall be a repeatable signal that is representative of
the air entering the furnace.
When volumetric airflow-rate measurement techniques are employed and the air
temperature at the flow-measuring element varies 50F (28C) or more, the measured
(indicated) flow shall be compensated for flowing air density to determine the true mass
airflow rate.
3.1.3 Furnace Pressure Measurement
Furnace pressure shall be measured with three furnace pressure transmitters, each
on a separate pressure-sensing tap.
3.1.4. Fuel measurement
The fuel-flow measurement shall be a representative measure of the total fuel
energy entering the furnace.
3.1.5 Gas Analysis Measurement
a) A representative flue-gas oxygen measurement shall be provided.
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 21
b) A representative flue-gas measurement of equivalent combustibles should be provided
for monitoring under low-excess, air-firing conditions
3.2 CONTROL
Furnace (draft) pressure control is used to maintain a constant furnace pressure.
This can be accomplished by a single-element feedback control loop. In this application,
the air flow is controlled by the forced draft fan, while the furnace pressure is regulated by
the induced draft fan. Controlling the air flow via the forced draft reduces the interaction
between the air flow and the furnace pressure control loops When used, furnace pressure
control is typically implemented in a feedforward fashion. As shown in Figure 2, the FD
fan damper is generally manipulated by the air flow controller, and the ID fan damper is
manipulated by the furnace pressure controller. When the air flow controller manipulates
the flow, the furnaces internal pressure will be disturbed unless there is a corresponding
change to the flow out of the furnace. An impulse feedforward connection couples the two
dampers to minimize the furnace pressure disturbance on a change in air flow. As the
impulse decays, external reset feedback to the furnace pressure controller drives the
integral component to maintain the new steady state ID damper position. The furnace
pressure controller trims the feedforward compensation as required to control the pressure
at setpoint.Control problems can result from the inherent noise of the combustion process
and the relatively sluggish response of fans, dampers, or couplings in removing the large
volume of hot gases. A positive pressure excursions may discharge flue gas and ash into
the boiler house. The typical solution to this problem is to control at greater negative
pressures to prevent upward excursions from reaching the positive pressure region. In
some very large boilers, extreme negative excursions may implode furnace walls.
In order to compensate for the dynamic problems encountered in furnace pressure
control, advanced control strategies such as input filtering, damping, feed forward, lead,
lag, and/or adaptive gain are often required. Typical analog control systems can require
several panel or rack-mounted devices to implement these strategies. The versatile
combustion management solution from Moore has the required functions built-inform a
complete furnace pressure control system.
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 22
The furnace internal pressure control loop is shown schematically in the diagram
above.
Internal pressure control affects the loss of combustion gases through the furnace
openings, as well as the entrance of cool air (called tramp air) through these openings. It is
easy to understand that, with a higher internal pressure than that of the environment,
furnace gas losses may be so high as to make it necessary to increase the capacity of the
burners to compensate for them. On the other hand, with a lower pressure, the external
cool air infiltrations cause a decrease in internal temperature with a consequent increase in
fuel consumption.
The ideal pressure in a given furnace is a trade off solution in which the sum of hot
gas losses and the cool air infiltration is minimized. The optimum pressure for most of the
furnaces is about + 0,10 to 0,50 mm H2O measured at hearth level. This value must be
determined through smoke testing in the furnace discharge door. The final value depends
on the position of the probe or pressure tap.
Balanced draft furnaces are used to regulate draft pressure. Draft pressure is
affected by both the Forced draft (FD) and Induced draft fans (ID). They move
combustion air and flue gases through the furnace.The FD fan is used to regulate the
combustion airflow and the ID fan is used to regulate furnace pressure.Air is delivered in
two parts: primary air and secondary air. Primary air flow is the full-load coal flow on a
mass basis. Secondary air flow is much higher (approximately 8 times more). The total air
supplied is regulated to maintain the target oxygen content in the flue gas.
The Control and logic requirements are as follows.
3.2.1 AUTOMATIC TRACKING
Automatic tracking shall be provided for bumpless control-mode transfer.
3.2.2 COMBUSTION CONTROL
The combustion control, which responds to the boiler energy demand, shall be
accomplished with the following:
a) Furnace pressure (balanced draft systems) control
b) Air demand and air control
c) Fuel demand and fuel control
d) Excess air
3.2.3 Furnace pressure (draft) control
The furnace pressure control shall regulate flue gas flow to maintain furnace
pressure at the desired set point in compliance with the requirements .The furnace pressure
control shall utilize a feed forward signal representative of the boiler airflow demand.
3.2.4 Air demand and air control
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 23
Airflow demand shall be developed from the boiler energy demand and used to
control airflow to the furnace.
There shall be a minimum airflow demand limit to prevent air from being reduced
below the unit purge rate when the air control is in automatic. Suitable provisions shall be
included to prevent controller windup under minimum air limit conditions.
The minimum airflow limit shall be in compliance with the requirements of NFPA 85.
The following are prerequisites for the airflow control in automatic:
a) Furnace pressure control in automatic (balanced draft systems)
b) One or more forced draft fans (or other air source) in service and the associated
regulating device(s) in automatic control
Provision shall be made to ensure that the automatic regulation of air shall result in a
fuel-to-air ratio that provides safe boiler operation. This shall include limiting of fuel flow
or airflow to ensure that fuel flow never exceeds the safe combustion limit that the airflow
will support.
3.2.5 Fuel demand and fuel control
Fuel demand shall be developed from the boiler energy demand and used to control
fuel flow to the furnace.
Total fuel input shall be determined from one or a combination of calculated
values, fuel measurements, or characterized fuel demand outputs.
The fuel demand/fuel input relationship shall be used to control energy balance on
a Btu (kJ) basis. When the fuel control is in automatic, there shall be a minimum fuel
demand limit to prevent fuel from being reduced below the level required to support stable
flame conditions in the furnace. Suitable provisions shall be included to prevent controller
windup under minimum fuel limit conditions.
The following are prerequisites for fuel controller in automatic:
a) Air control in automatic
b) One fuel source in service and the associated regulating device(s) in automatic control
Provision shall be made to ensure that the automatic regulation of fuel shall result in a
fuel-to-air ratio that provides safe boiler operation. This shall include limiting of fuel flow
or airflow under all conditions to ensure that fuel flow never exceeds the safe combustion
limit that the airflow will support.
3.2.6 Excess air
Excess air shall be maintained at all loads to assure proper combustion of the fuel
entering the furnace and should not allow the furnace to operate at an oxygen level in the
flue gas below the boiler or burner manufacturer's requirements. Suitable provisions shall
be included to prevent excess air controller windup under airflow limit conditions.
3.2.7 Final control device requirements
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 24
All final control elements shall be designed to fail safe on loss of demand signal or
motive power, i.e., open, closed, or lock in place. The fail-safe position shall be
determined by the user and be based upon the specific application to meet all boiler purge
and interlock requirements .
Various combustion control strategies that are based on requirements for safe,
efficient, and responsive control of boilers have evolved. More sophisticated controls were
developed as instrumentation became more reliable and accurate. The control strategies
can be divided into two major categories: positioning systems and metering systems.
In positioning systems the fuel and air control devices are simultaneously
positioned, based on energy demand. Each position of the fuel control device assumes a
corresponding position for the airflow control device. A control station is normally
available for the operator to trim the fuel/air ratio.The positioning system is simple and
fast responding, but it cannot compensate for varying fuel characteristics, atmospheric
conditions, dynamic characteristics of the fuel delivery equipment, or the imbalance of the
fuel-to-air ratio during rapid load changes.
Metering systems measure the actual fuel and air delivered to the boiler. The
measured flows are used in feedback control schemes to precisely regulate the fuel
demand and to establish a cross-limited minimum airflow demand. The fuel flow in a gas
or oil boiler can also be readily measured. Fuel flow in a coal-fired boiler cannot be
directly measured, and various schemes have been developed to infer the fuel delivery rate
based on other variables. In addition, the heavy equipment necessary to transport the coal
and prepare it for burning presents dynamic operational and control problems.
Airflows can be measured without too much difficulty. Airflow is used in a feedback-
control scheme to precisely regulate the air demand and to establish a cross-limited
maximum fuel-flow demand. The airflow must be characterized to the corresponding fuel
demand in the airflow demand development or in the feedback signal, but not both. The
fuel-to-air ratio is adjusted by an excess air-feedback loop. The excess air loop can adjust
the airflow demand or airflow feedback signal, but not both.
Furnace pressure (draft) control is required on balanced draft boilers. While either the
forced draft fan(s) or the induced draft fan(s) could be used to control the furnace pressure,
industry typically uses the induced draft fan to control furnace pressure. A typical furnace
pressure control functional diagram is shown in Figure B.2. The control strategy uses a
feed forward signal characterized to represent the position of the airflow control device(s).
A median-selected furnace pressure is compared to an operator furnace pressure setpoint.
Any error is used to modulate a trim controller. In a properly designed and calibrated
system, the output of the furnace pressure controller will remain near its midrange for all
airflows.
A manual/auto station is provided to allow the operator manual control of the furnace
pressure control devices. As required, the furnace pressure demand is interlock per the
requirements of the burner management system. The interlock can be for boiler purge,
boiler natural draft (e.g., 100%), or fan start-up (e.g., 0%). Any interlock commands will
force the manual/auto station to track the downstream demand.
Downstream of the auto/manual station, overrides, and directional blocking are provided
to minimize furnace pressure excursion in either auto or manual mode. A fan override
demand is provided to minimize negative furnace pressure excursions for the prevention
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 25
of a furnace implosion. A main fuel trip (MFT) override is provided to minimize negative
furnace pressure excursion as a result of a flame collapse on loss of flame. Directional
blocking is provided to prevent the final control device from moving in the wrong
direction and creating a larger furnace pressure error
3.3 CARD CONTROL SYSTEM AT SIKKA.
The Furnace pressure, should be maintained slightly negative relative to atmospheric
(room) air pressure to prevent combustion by-products from escaping into the surrounding
area through furnace openings (e.g. inspection ports, doors, feeders) and also this pressure
needs to be as possible to atmospheric pressure to minimize the intake of excess air
through furnace openings, referred to as tramp air. Tramp air cools the combustion gases
and reduces boiler efficiency. As air is compressible, any change in the draft due to the FD
fan is not seen across the furnace instantaneously. And these lead to pressure imbalance.
Too low a pressure would cause air leakage into the furnace reducing efficiency and, in
the extreme case; it will lead to furnace implosion.
Firing rate fluctuates so a feed forward control is used in pressure control system.
Feed forward control permits the control loop to respond to changes in airflow before
sensing a change in draft pressure.
The PI portion of the control loop makes fine adjustments to the ID fan in order to
maintain set point. Px is the pressure transmitter which shows the pressure inside the
furnace. The output is fed to an LD card and the pi controller .Ld card is used to set the
high and low limits for the pressure in the furnace. PI is the controller, where the pressure
value is compared with the set point And accordingly controls the induced draft fan. The
various cards used in system are as shown in the figure. It consists of a master card and
many other slave card are aisoused .the slave card logic controls the induced draft fan
positioned at two points .
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 26
FURNACE PRESSURE: 50mmwc
PX 51203-1 TAYLOR MAKE
Tb-10
61,62 TB-10
55,53
42-41
Add/sub
Air flow
TB-10
22 Tx fail,ps fail 10nt1
Drive to maximum tb-10 tb-10
Block rate, lower 15,16
Px
PI
6-02
Ma
6-03
SM
6-18
LD
6-16
RCM
6-13
MA
6-05
ID fan
A-vane
POSI
O
NA
6-04
ID
fanB-
vane
POSI
NA
6-06
MA
6-07
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 27
RCM:
This has the main function of dividing the inputs. This card has a total of 4 outputs
and 1 input.the input is in the form of voltge and output contains one current and three
voltage forms.
MA:
This is used for changing the operation from automatic to manual mode and vice
versa.to show this there is an arrangement of LED system which shows the current active
mode.
LD:
This generally deals with the alarms. At sikka there are high and low alarms.
Alarms aare designed to provide relay deactivations as output when the input ,a current or
voltage signal depending upon input type reaches a preset trip point .the double alarm has
two trip channels operating from a common input signal.a high alarm operates on
increasing input signal at atrip point whereas a low alarm operate on decreasing input
signals at trip point.
Adder/Subtractor:
This sub assembly has been assembled from components which have passed all
previously prescribed tests.this in general adds the signals.
Thus all these hardware based cards have their own function to control the pressure
inside furnace.
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 28
4
.
I
m
p
l
e
m
e
n
t
a
t
i
o
n
m
e
t
h
o
d
s
Methodology adopted
Determining rules
Hardware section
Software section
Working principle
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 29
4.1 METHODOLOGY ADAPTED
Here is an approach to furnace pressure control pressure system. The requirement
is to make a single control system with the help of microcontroller. Furnace pressure is
converted in the form of voltage by pressure sensor. This voltage converted into digital
form with the help of ADC converter and stores in the microcontroller. The set point is
initially set in microcontroller, operator does that. Microcontroller compares the date
received which is stored in the memory of microcontroller. Microcontroller generates the
controlled output and give to the DAC converter.DAC converts the digital date into analog
data for controlling the conduction of triac through opt isolator. The main unit of the
controller includes the microprocessor 89C51.The program is stored in the memory of the
microcontroller. The memory of microcontroller is used for running the program and
storing temporarily data during the control operation. The circuit is designed with all the
necessary components for the correct operation of the microcontroller. The logic routines
is software implemented in the controller. It consists of a C language programmed system
that includes, basically, routines for the adjustment of the rule , the membership functions
and the control operation.
Pressure controllers can be manual or automatic. An equipment operator typically
uses a dial on a control panel to set the pressure in a manual system. An automatic system
has a feedback loop and continuously monitors and regulates the pressure through an
electronic control system
ADC 0848
CHIP
ATMEL89C51
DAC08
08
CHIP
Figure4 1. Basic hardware components of the controller.
4.2 DETERMINING THE RULES:
We would require to go in a logical manner to control the pressure of the furnace.
This may include the following steps:
Obtain the pressure level of the furnace.
Compare the obtained value with the set point. This gives the value of the error
signal. Ideally it should be zero but practically it is never so. For the proper
working of furnace the error signal should be as low as possible.
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 30
Depending upon the value of the error signal, the corresponding alarm system is
activated. If the value is positive then high alarm system is activated. Also the
magnitude decides whether it is a high alarm or a very high alarm.this will in turn
reduce the intakes i.e the air flow is contolled by the valves and also the coal
intake is reduce simultaneously.
Conversely if the value is negative then low alarm sytem is activated.here also the
magnitude determines whether it belongs to the low alarm or very low alarm
system.it will in turn increase the fuel intakes to increase the pressure to the set
value.
Now obtain the value of the pressure of the furnace
Now compare the it with again with the set point .
Repeat the above steps until it the pressure is under our control.
4.3 HARDWARE SECTION.
In this Hardware the following components are used;
1. Pressure sensor.
2. Amplifier
3. ADC0848 Chip
4. Microcontroller ATMEL89C51
5. DAC0808
6. Timer IC555
7. Optocoupler IC (MOC3011)
8. Triac IC (BT139)
4.3.1 MICROCONTROLLER ATMEL89C51:
The Atmel AT89 series is an Intel-8051-compatible family of 8 bit
microcontrollers (Cs) manufactured by the Atmel Corporation. Based on the Intel
8051 core, the AT89 series remains very popular as general purpose microcontrollers,
due to their industry standard instruction set, and low unit cost. This allows a great
amount of legacy code to be reused without modification in new applications.
While considerably less powerful than the newer AT90 series of AVR RISC
microcontrollers, new product development has continued with the AT89 series for the
aforementioned advantages.
DESCRIPTION
The AT89C51 is a low-power, high-performance CMOS 8-bit microcomputer with
4Kbytes Flash programmable and erasable read only memory (PEROM).
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 31
The device is manufactured using Atmels high-density nonvolatile memory
technology and is compatible with the industry-standard MCS-51 instruction set and
pin out. The on-chip Flash allows the program memory to be reprogrammed in-system
or by a conventional nonvolatile memory programmer. By combining a versatile 8-bit
CPU with Flash on a monolithic chip, the Atmel AT89C51 is a powerful
microcomputer which provides a highly-flexible and cost-effective applications
solution to many embedded control
89C51
All four ports in the AT 89C51 are bidirectional.Each consists of a latch (Special
Function Registers P0 through P3), an output driver, and an input buffer.The output
drivers of Ports 0 and 2, and the input buffers of Port 0, are used in accesses to external
memory.
In this application, Port 0 outputs the low byte of the external memory address,
time-multiplexed with the byte being written or read. Port 2 outputs the high byte of the
external memory address when the address is 16 bits wide.Otherwise the Port 2 pins
continue to emit the P2 SFR content. All the Port 3 pins, and two Port 1 pins (in the
AT89C52)are multifunctional.The alternate functions can only be activated if the
corresponding bit latch in the port SFR contains a 1. Otherwise the port pin is stuck at 0.
FEATURES
Compatible with MCS-51 Products
4K Bytes of In-System Reprogrammable Flash Memory Endurance: 1,000 Write/Erase
Cycles
Fully Static Operation: 0 Hz to 24 MHz
Three-level Program Memory Lock
128 x 8-bit Internal RAM
32 Programmable I/O Lines
Two 16-bit Timer/Counters
Six Interrupt Sources
Programmable Serial Channel
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 32
Low-power Idle and Power-down Modes
Fig 4.2 pin diagram
PORT DESCRIPTION
There are totally four ports in micro controller as
PORT 0
PORT 1
PORT 2
PORT3
PORT 0
Port 0 is an 8-bit open-drain bi-directional I/O port.
As an output port, each pin can sink eight TTL inputs.
When 1sare written to port 0 pins, the pins can be used as high impedance inputs.
Port 0 may also be configured to be the multiplexed low order address/ bus during
accesses to external program and data memory.
In this mode P0 has internal pullups.
Port 0 also receives the code bytes during Flash programming,
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 33
and outputs the code bytes during program verification.
External pull ups are required during program verification.
PORT 1
Port 1 is an 8-bit bi-directional I/O port with internal pullups. The Port 1 output buffers
can sink/source four TTL inputs.
When 1s are written to Port 1 pins they are pulled high bythe internal pullups and can be
used as inputs.
As inputs,Port 1 pins that are externally being pulled low will sourcecurrent (IIL)
because of the internal pullups.
Port 1 also receives the low-order address bytes during Flash programming and
verification.
PORT 2
Port 2 is an 8-bit bi-directional I/O port with internal pullups.
The Port 2 output buffers can sink/source four TTL inputs.
When 1s are written to Port 2 pins they are pulled high by
the internal pull ups and can be used as inputs.
As inputs, Port 2 pins that are externally being pulled low will source current (IIL)
because of the internal pullups.
Port 2 emits the high-order address byte during fetches
From external program memory and during accesses toexternal data memory that use 16-
bit addresses (MOVX @DPTR).
In this application, it uses strong internal pullups
when emitting 1s.
During accesses to external data memory
that use 8-bit addresses (MOVX @ RI), Port 2 emits the
contents of the P2 Special Function Register.
Port 2 also receives the high-order address bits and some
control signals during Flash programming and verification.
PORT 3
Port 3 is an 8-bit bi-directional I/O port with internal pullups.
The Port 3 output buffers can sink/source four TTL inputs.
When 1s are written to Port 3 pins they are pulled high by
the internal pullups and can be used as inputs.
As inputs,Port 3 pins that are externally being pulled low will sourcecurrent (IIL)
because of the pullups.
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 34
Port 3 also serves the functions of various special features
of the AT89C51 as listed below:
Port Pin Alternate Functions
P3.0 RXD serial input port
P3.1 TXD serial output port
P3.2 INT0 external interrupt 0
P3.3 INT1 external interrupt 1
P3.4 T0 timer 0 external input
P3.5 T1 timer 1 external input
P3.6 WR external data memory write strobe
P3.7 RD external data memory read strobe
4.3.2.ANALOG TO DIGITAL CONVERTER ADC0804.
ADC0801 can also be used here, Easy Interface to all
Operates ratio metrically or with 5 Vdc or analog span adjusted voltage reference
No zero or full scale adjust required
8-channel multiplexer with address logic
0V to 5V input range with single 5V power supply
Outputs meet TTL voltage level specifications
ADC0808 equivalent to MM74C949
Fig 4.3 Pin Diagram Of ADC
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 35
Pin Number Description
1 IN3 - Analog Input 3
2 IN4 - Analog Input 4
3 IN5 - Analog Input 5
4 IN6 - Analog Input 6
5 IN7 - Analog Input 7
6 START - Start Conversion
7 EOC - End Of Conversion
8 2(-5) - Tri-State Output Bit 5
9 OUT EN - Output Enable
10 CLK Clock
11 Vcc - Positive Supply
12 Vref+ - Positive Voltage Reference Input
13 GND Ground
14 2(-7) - Tri-State Output Bit 7
15 2(-6) - Tri-State Output Bit 6
16 Vref- - Voltage Reference Negative Input
17 2(-8) - Tri-State Output Bit 8
18 2(-4) - Tri-State Output Bit 4
19 2(-3) - Tri-State Output Bit 3
20 2(-2) - Tri-State Output Bit 2
21 2(-1) - Tri-State Output Bit 1
22 ALE - Address Latch Enable
23 ADD C - Address Input C
24 ADD B - Address Input B
25 ADD A - Address Input A
26 IN0 - Analog Input 0
27 IN1 - Analog Input 1
28 IN2 - Analog Input 2
4.3.3DIGITAL TO ANALOG CONVERTER
The D/A output should range from 0 to 5 volts. The lower 8 bits from the AT89s51 should
go into the 8 bits from the DAC0808. Note: I expect you to try to get the device to work
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 36
by reading the datasheet and trying to understand it, if you have trouble you should come
see me, but I expect you to have fairly specific questions that indicate you have put some
thought into the problem.
Figure 4.4. Pin Configuration DAC0808
The pins are labeled A1 through A8, but note that A1 is the Most Significant Bit,
and A8 is the Least Significant Bit (the opposite of the normal convention). Ground the
two least significant bits.
The DAC0808 is an 8-bit monolithic digital-to-analog converter (DAC) featuring a
full scale output current settling time of 150 ns while dissipating only 33 mW with 5V
supplies. No reference current (I
REF
) trimming is required for most applications since the
full scale output current is typically 1 LSB of 255 I
REF
/256. Relative accuracies of better
than 0.19% assure 8-bit monotonicity and linearity while zero level output current of less
than 4 A provides 8-bit zero accuracy for I
REF
>=2 mA. The power supply currents of the
DAC0808 is independent of bit codes, and exhibits essentially constant device
characteristics over the entire supply voltage range.
The DAC0808 will interface directly with popular TTL, DTL or CMOS logic
levels, and is a direct replacement for the MC1508/MC1408.
4.3.4.ANALOG PRESSURE SENSOR
The MPX4115 series is designed to sense absolute air pressure in an altimeter or
barometer (BAP) applications. The small form factor and high reliability of on chip i n t e
gration makes the Motorola BAP sensor a logical and economical choice for application
designers. Features 1.5% Maximum Error over 0 to 85C it is Ideally suited for
Microprocessor or Microcontroller Based Systems .it is Available in Absolute,
Differential and Gauge Configurations. It is Easy to Use Chip Carrier Option.
operating overview integrated pressure sensor 15 to 115kpa (2.18 to 16.7 psi) 0.2 to 4.8
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 37
volts output. .
4.3.5.OPERATIONAL AMPLIFIER LM324.
LM258 or LM358 or OP07 or LM158 can be used with necessary changes in the
hardware, OP07 will required dual power supply to operate, whereas the lm358 can
operate on single power supply and give good results. The OP-AMP is a basic component
in the circuits of data acquisition and control. All 8051 based data acquisition board must
have used the opAmps in any form, the purpose of use of OPAMPs in data acquisition
system is to interface the sensors and the ADC, the ADC then give digital data to
microcontrollers. Thus OPamp are used in the analog section of the data acquisition board.
Like in this project a furnace is of main concern whose temperature is read, if the temp is
low then set point then heater is switched ON and heater is switched off when required set
point is achieved. Thus we can say that is one of the data acquisition and control project
related to temperature monitoring and control projects based on microcontrollers or
microprocessors.
An operational amplifier IC is a solid-state integrated circuit that uses external
feedback to control its functions. It is one of the most versatile devices in all of
electronics. The term 'op-amp' was originally used to describe a chain of high performance
dc amplifiers that was used as a basis for the analog type computers of long ago. The very
high gain op-amp IC's our days uses external feedback networks to control responses. The
op-amp without any external devices is called 'open-loop' mode, referring actually to the
so-called 'ideal' operational amplifier with infinite open-loop gain, input resistance,
bandwidth and a zero output resistance. However, in practice no op-amp can meet these
ideal characteristics.
The operational amplifier is used in the applications in filter, in wave generation,
mathematical operations, and analog to digital and digital to analog conversions
Offset voltage at the input of an operational amplifier is comprised of two components;
these components are identified in specifying the amplifier as input offset voltage and
input bias current. The input offset voltage is fixed for a particular amplifier, however the
contribution due to input bias current is dependent on the circuit configuration used. For
minimum offset voltage at the amplifier input without circuit adjustment the source
resistance for both inputs should be equal.
4.3.6.ZERO CROSSING OPTOCOUPLER MOC3041.
It is a 6-PIN Dip Zero-Crossig Opto coupler Triac Driver output.
The MOC3041, MOC3042 and MOC3043 devices consist of gallium arsenide infrared
emitting diodes optically coupled to a monolithic silicon detector performing the function
of a Zero VoltageCrossingbilateraltriacdriver. The MOC3041, MOC3042 and MOC3043
devices consist of gallium arsenide infrared emitting diodes optically coupled to a
monolithic silicon detector performing the function of a Zero Voltage Crossing bilateral
triac driver.
They are designed for use with a triac in the interface of logic systems to equipment
powered from 115 Vac lines, such as solidstate relays, industrial controls, motors,
solenoids and consumer appliances, etc.
Simplifies Logic Control of 115 Vac Power.
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 38
Zero Voltage Crossing
Recommended for 115/240 Vac(rms) Applications Like:
Solenoid Valve Controls
Temperature Controls
Lighting Controls
E.M. Contactors
Static Power Switches
AC Motor Starters
AC Motor Drives
Solid State Relays
They are designed for use with a triac in the interface of logic systems to equipment
powered from 115 Vac lines, such as solidstate relays, industrial controls, motors,
solenoids and consumer appliances, etc.it is best to use MOC3041 which have built in zero
crossing circuit.
4.3.7TRIAC BT138
Gate Turn-On Voltage (Vgt): 1.5V
Peak Off-State Voltage(Vdrm): 500V
On-State Current (It): 16.0A
Gate Current (Igt): 25mA
Typical Voltage Change over Time (dV/dT): 250V/s
4.3.8LCD DISPLAY
Features
Clear Easy to Read Digits
Low Power Consumption
Works with ICL7106 or equivalent
PCB Mounting
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 39
4.4 SOFTWARE SECTION.
The software section includes Microcontroller 8051 code, written in C language using Kiel
C51 compiler.
C51 code for Microcontroller 8051.
The program is written in C language and compile with C51 Kiel. It has following sub-
routines to perform different functions time to time and these routines are called in main
program on demand.
1. Initialization of Microcontroller :-
In this sub-routine, the microcontroller is initialized, its different special function register
are given some specific values, like serial control register, Interrupt register, Timer and
external interrupts of 8051. It is called at the start of program.
2. Analog to Digital conversion :-
In this sub-routine, the ADC0804 is controlled and configure through control lines
interfaced with microcontroller 8051. The function like start conversion, wait for
conversion complete , pick the new data, are performed in this.
3. Voltage to pressure conversion :-
As ADC0804 measure analog voltages in the range of 0v to 5v. In this is to be converted
into pressure in suitable unit by applying prior developed formula.
4. Average :-
To make good results and to get stable values of pressure, 10 successive values are
averaged out.
5. PWM output Generator :-
The phase angle is controlled using PWM technique software based. The firing angle of
triac is controlled in this sub-routine.
6. Power control :-
By comparing the set value and running value the power is controlled by using above
mention PWM technique.
4.5 WORKING PRINCIPLE
Figure 4 shows the hardware implementation of intelligent control system. Pressure is
sense by pressure sensor, which gives the voltage proportional to pressure. Since the
voltage receives in terms of millivolt so its need to be amplified. For amplification two
stage of operational amplifier is used .
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 40
Fig 4.6 Functional Block Diagram Of Intelligent Pressure Control System
Now the set pressure x volt is applied at inverting input of operational amplifier
and at non-inverting input the actual voltage from the sensor after two stage amplification
is applied. In this hardware op-amp is used as comparator also. Now the error from the
comparator element is sense in the ADC.ADC converts this analog error signal into digital
form .Microcontroller sense this error signal and produce the controlled output in the form
of digital data by processing the algorithm in EPROM proportional to error voltage, which
generates the digital output. This signal is sent to the DAC .DAC produce this controlled
data in the form of analog current which is converted to proportional voltage in a current
to voltage amplifier. This manipulated voltage variable goes to the voltage controlled
oscillator built around Timer IC 555.Voltage controlled oscillator which generates the
oscillation controlled by DAC voltage generated from the microcontroller chip and
controlles the oscillation.
The output of VCO goes to the base of transistor for switching action. The
collector voltage of this transistor activates the optocoupler .In this hardware optocoupler
is provided for isolation. If there is reverse voltage from source flows to circuit, it damages
Voltage
controlled
oscillator
Current to
voltage
converter
Digital
to
analog
converter
Micro
controller
Switching
transistor
Opto
isolator
Triac
Analog to digital
converter
Set voltage
proportional to
pressure
Pressure sensor
Furnace pressure process
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 41
the fuzzy chip component. Optocoupler generates the current proportional to the applied
voltage and through suitable resistance it goes to the terminal 2 of the triac .Now the other
pin4 of optocoupler goes to the terminal 3 gate of the triac. Gate voltage fires of triac
proportional to the phase angle of supply voltage to the furnace. The power supply to the
furnace is proportional to the error voltage sense by the fuzzy controller. So in this design
the controller works like a proportional controller.
.
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 42
CONCLUSION
On completion of this project a much more reliable furnace pressure control system
can be obtained, maintaining slightly negative furnace pressure can have many benefits,
including:
A constant furnace condition can be to ensure safe, reliable operation of a boiler.
Energy savings: Negative pressure eliminates cold air infiltration, which reduces
fuel consumption.
Improved product quality: Process heating equipment with regulated pressure
control will help maintain a more uniform temperature in the furnaces and avoid
cold and hot spots, which can improve product quality. For heat treating
applications, furnace pressure can reduce oxidation, and for processes like
carburizing, create a more stable atmosphere for the diffusion process.
Maintenance savings: Pressure control prevents excessive fluing through cracks
and doors in process heating equipment, which can minimize corrosion and crack
enlargement.
Emissions Reductions: Improved combustion control can reduce emissions. Thus
Prevents leakage of hot combustion gases by ensuring that the furnace operates
with negative pressure.
Further during the period of next session the implementation of this project in both
hardware and software will be taken care of.
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 43
APPENDIX1
GENERATOR
Type Hydrogen cooled turbogenerator
Rating Continuous
Hydrogen pressure 3 kg/cm2
Apparent output 150 MVA
Active output 120 MW
Power factor 0.8 lag
Rated voltage 13.8 kv
Rated current 6275 A
Rated speed 3000 rpm
Frequency 50Hz
Generator terminals 3 phase side + 3 neutral side
Short circuit ratio 0.6
Stator phase connections star
GENERATOR TRANSFORMER
Make Crompton Greaves
Type of cooli OFAF
MVA rating 150
No load voltage ratio 138/13.8 kv
Phase 3
Frequecy 50 Hz
Vector group Yndll
Temperature rise of oil 50c
Temperature rise of winding 55c
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 44
Type of tap changer off load
UNIT AUXILIARY TRANSFORMER
Make EMCO
KVA rating 1500kVA
Phase 3
Frequency 50 Hz
Vector symbol DY 1
Type and range of tap changer ON load
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 45
APPENDIX 2
PRESSURE UNITS
Pascal
(Pa)
Bar
(bar)
Technical
atmosphere
(at)
Atmosphere
(atm)
Torr
(Torr)
Pound-
force per
square inch
(psi)
1 Pa 1 N/m
2
10
5
1.019710
5
9.869210
6
7.500610
3
145.0410
6
1 bar 100,000 10
6
dyn/cm
2
1.0197 0.98692 750.06 14.5037744
1 at 98,066.5 0.980665 1 kgf/cm
2
0.96784 735.56 14.223
1 atm 101,325 1.01325 1.0332 1 atm 760 14.696
1 torr 133.322 1.333210
3
1.359510
3
1.315810
3
1 Torr;
1 mmHg
19.33710
3
1 psi 6.89510
3
68.94810
3
70.30710
3
68.04610
3
51.715 1 lbf/in
2
FURNACE PRESSURE CONTROLLER
KIT(EC) Page 46
REFERENCES
1. WOODWARD by ALAN METZER,1992, www.woodward.com
2. SIEMEN ENERGY AND AUTOMATION, from www.sea.siemens.com/ia.
3. VERTICAL TUBE ,VARIABLE PRESSURE FURNACE FOR
SUPERCRITICAL STEAM BOILERS BY D.K MCDONALD,THE BABOK
WILCOX COMPANY,BARBERTON,OHIO,USA
4. COAL FIRED DESIGN by BOB BROWN,P.E. BY BIBS AND
ASSOCIATES,INC.
5. LESSONS IN ELECTRIC CIRCUITS vol-4,2010 by KUPHALDT TONY R.
6. www.oit.doe.gov/bestpractices/library.shtml
You might also like
- Pharmako Gnosis Plant Teachers and The Poison Path PDFDocument383 pagesPharmako Gnosis Plant Teachers and The Poison Path PDFkenichi shukehiro100% (3)
- Investigating Chinampa FarmingDocument5 pagesInvestigating Chinampa FarmingDaniel JudyNo ratings yet
- Requirements of Bed Material, Charcoal & Diesel. Bed MaterialDocument4 pagesRequirements of Bed Material, Charcoal & Diesel. Bed MaterialpurvgargNo ratings yet
- Duties & Responsibilities of Shift EngineerDocument35 pagesDuties & Responsibilities of Shift EngineerNaveen ChodagiriNo ratings yet
- Butterfly Brochure pf5Document2 pagesButterfly Brochure pf5api-297693705100% (1)
- Boiler EmergenciesDocument15 pagesBoiler EmergenciesAmit ChauhanNo ratings yet
- Technical Diary TurbineDocument29 pagesTechnical Diary TurbineDurjoy Chakraborty100% (1)
- Presentation On Steam Turbine Operation by S ChandDocument36 pagesPresentation On Steam Turbine Operation by S Chandsomyaranjan das100% (1)
- Biology AdaptationDocument2 pagesBiology Adaptation• LyaMew •No ratings yet
- Operating Manual 670 MW Coal Fired Power Plant Training SimulatorDocument134 pagesOperating Manual 670 MW Coal Fired Power Plant Training SimulatorsprotkarNo ratings yet
- Boiler Protection AND InterlocksDocument54 pagesBoiler Protection AND InterlocksSarah Frazier100% (1)
- HP HeaterDocument10 pagesHP HeateradehriyaNo ratings yet
- 500MW Starting ProceduresDocument38 pages500MW Starting Proceduresthangarajm1984No ratings yet
- Commissioning of TDBFPDocument22 pagesCommissioning of TDBFPjp mishraNo ratings yet
- CcOLD STARTUPDocument15 pagesCcOLD STARTUPAnonymous ICKtnYvC100% (1)
- Furnace Safeguard Supervisory System: 8th March 2015 FsssDocument9 pagesFurnace Safeguard Supervisory System: 8th March 2015 FsssSiva KumarNo ratings yet
- Rgmo FgmoDocument24 pagesRgmo FgmoPradeep_VashistNo ratings yet
- Ogn Ops Chem 002 Stator Primary Water SystemDocument18 pagesOgn Ops Chem 002 Stator Primary Water SystemraniNo ratings yet
- Turbine DCS and Field OperatorDocument3 pagesTurbine DCS and Field Operatortajshah283No ratings yet
- C&IDocument28 pagesC&ISam100% (1)
- Turbine RollingDocument3 pagesTurbine RollingAnudeep Chittluri100% (1)
- Percubaan Biologi Kertas 1 Melaka 2016Document29 pagesPercubaan Biologi Kertas 1 Melaka 2016Siti Norliana JohariNo ratings yet
- Aph FireDocument25 pagesAph Firesekhar_ntpcNo ratings yet
- A Half Baked Love Story - Anurag Garg PDFDocument129 pagesA Half Baked Love Story - Anurag Garg PDFAbhrankash Nit Dgp76% (21)
- Chloride Contamination of The Water Steam Power Plant PDFDocument15 pagesChloride Contamination of The Water Steam Power Plant PDFDiniNo ratings yet
- Boiler Protections, Emergencies and EfficiencyDocument40 pagesBoiler Protections, Emergencies and EfficiencyAnirudh MeshramNo ratings yet
- Boiler Instrumentation and Control Present Ti OnDocument17 pagesBoiler Instrumentation and Control Present Ti Onrajtheheartthrob_singh100% (1)
- Super Critical Boiler Technology SKDDocument35 pagesSuper Critical Boiler Technology SKDSwapnil TingusleNo ratings yet
- Modern Optimization Techniques in Power PlantsDocument50 pagesModern Optimization Techniques in Power PlantsGanesh DasaraNo ratings yet
- Module 11 Biointensive GardeningDocument22 pagesModule 11 Biointensive GardeningMelikteNo ratings yet
- DehDocument34 pagesDehAnand Swami100% (1)
- Fgmo of Steam TurbinesDocument39 pagesFgmo of Steam TurbinesKuntamukkala Chandrakaladhara RaoNo ratings yet
- Turbine Startup OperationDocument40 pagesTurbine Startup OperationKarthikeyan100% (1)
- Procedure of Deaerator Charging in Power Plant - ASKPOWERPLANTDocument16 pagesProcedure of Deaerator Charging in Power Plant - ASKPOWERPLANTOtuagaNo ratings yet
- Boiler Tuning BasicsDocument18 pagesBoiler Tuning BasicsLester Pino100% (1)
- January 1995 PWDocument78 pagesJanuary 1995 PWmariangelis rondon100% (1)
- Unit Normal Shutdown To ColdDocument100 pagesUnit Normal Shutdown To Coldishak100% (1)
- Turbine Start UpDocument15 pagesTurbine Start UprobiansahNo ratings yet
- One PA Fan TrippingDocument3 pagesOne PA Fan TrippingSubrahmanyam100% (1)
- 31-Station Acwp - SopDocument3 pages31-Station Acwp - SopSiddhant Satpathy100% (1)
- Boiler OperationDocument14 pagesBoiler OperationjmayurrNo ratings yet
- Deh Operation InstructionDocument19 pagesDeh Operation Instructionmuhammad nasimNo ratings yet
- To System & Barring GearDocument22 pagesTo System & Barring GearPrudhvi RajNo ratings yet
- 660 MW Sipat BoilerDocument88 pages660 MW Sipat BoilerNavneet SinghNo ratings yet
- Secondary Air Damper Control (Sadc) : C.R.PAL, SR MGR (PS)Document3 pagesSecondary Air Damper Control (Sadc) : C.R.PAL, SR MGR (PS)Bineet Kumar VarmaNo ratings yet
- Unit Start Up Sequence ActivitiesDocument6 pagesUnit Start Up Sequence ActivitiesranjanNo ratings yet
- 660mw Sop LancoDocument17 pages660mw Sop Lancokalyanm203515No ratings yet
- MS 06 21 - Boiler Startup Frim Cold (Rev A - 03.01.12)Document12 pagesMS 06 21 - Boiler Startup Frim Cold (Rev A - 03.01.12)Prakash WarrierNo ratings yet
- Power PlantDocument11 pagesPower Plantarvidkumar87060No ratings yet
- Division - E HP Bypass System Volume - E1 Control Valves, Actuator and Accessories Contents ListDocument150 pagesDivision - E HP Bypass System Volume - E1 Control Valves, Actuator and Accessories Contents ListAnonymous ZnuMEWN1No ratings yet
- 660MW Emergency Operating ProcedureDocument117 pages660MW Emergency Operating ProceduregARRYNo ratings yet
- تشغيل محطة بخارية مهم ورائع PDFDocument157 pagesتشغيل محطة بخارية مهم ورائع PDFelsayed100% (1)
- Write Up On Interlock SchemesDocument3 pagesWrite Up On Interlock SchemesSatyaKrishna PallaNo ratings yet
- 330mw DEHDocument22 pages330mw DEHkeerthi dayarathnaNo ratings yet
- Hydraulic Low Vacuum Trip Device FailureDocument3 pagesHydraulic Low Vacuum Trip Device Failuretsrinivasan5083No ratings yet
- Generator Seal Oil System-X9000067EDocument24 pagesGenerator Seal Oil System-X9000067EOry'sSebayang100% (1)
- Maintenance & Troubleshooting Guide For BHELSCAN Flame Scanner SystemDocument8 pagesMaintenance & Troubleshooting Guide For BHELSCAN Flame Scanner SystemSaurabh SinghNo ratings yet
- Boiler Drum Level ControlDocument6 pagesBoiler Drum Level Controlabdul2wajidNo ratings yet
- TTD PerformanceDocument5 pagesTTD PerformanceSriraja RajapNo ratings yet
- Lube Oil SystemDocument4 pagesLube Oil SystempawangwlNo ratings yet
- ME6701-Power Plant EngineeringDocument16 pagesME6701-Power Plant EngineeringNizam MANo ratings yet
- Cold-Start Up of Coal Fired PowerplantsDocument6 pagesCold-Start Up of Coal Fired PowerplantsAbdulyunus AmirNo ratings yet
- Project Report by Manish YadavDocument53 pagesProject Report by Manish Yadavmanish yaduvanshiNo ratings yet
- DVC Mejia ReportDocument37 pagesDVC Mejia ReportRahul RoyNo ratings yet
- Summer Training ReportDocument32 pagesSummer Training ReportKuldeep ChauhanNo ratings yet
- SIREreport 118ee0297Document13 pagesSIREreport 118ee0297Bhabani sankar KishanNo ratings yet
- T Project ReportDocument63 pagesT Project ReportArif AhmadNo ratings yet
- Mechanical Engg.: Report On Industrial TrainingDocument44 pagesMechanical Engg.: Report On Industrial TrainingSakshi SanghiNo ratings yet
- The ITIL Foundation Certificate Syllabus v5.5Document11 pagesThe ITIL Foundation Certificate Syllabus v5.5imrantakNo ratings yet
- A Project Report ON Derivatives: Submitted ToDocument34 pagesA Project Report ON Derivatives: Submitted ToAnu PillaiNo ratings yet
- Project TopicsDocument2 pagesProject TopicsAnu Pillai100% (1)
- Project TopicsDocument2 pagesProject TopicsAnu Pillai100% (1)
- Academic ProjectsDocument4 pagesAcademic ProjectsAnu PillaiNo ratings yet
- Clubroot 3 PDFDocument8 pagesClubroot 3 PDFDella CahyaningrumNo ratings yet
- Class 6 Aptitude Sample PaperDocument6 pagesClass 6 Aptitude Sample PaperLatha RajaiyanNo ratings yet
- Hager Et Al (2014)Document9 pagesHager Et Al (2014)Vitoria Duarte DerissoNo ratings yet
- Business: Presentation On My PlanDocument12 pagesBusiness: Presentation On My PlanGOPALAKRISHNAN KNo ratings yet
- My DietDocument5 pagesMy DietKanika GautamNo ratings yet
- Level 5a - MR Gale's GardenDocument17 pagesLevel 5a - MR Gale's GardenMilliAlmaValoonNo ratings yet
- Fables Grade 2Document4 pagesFables Grade 2angeliNo ratings yet
- Sample Paper ASAT VIIDocument15 pagesSample Paper ASAT VIIThirumaleshwara M ShastryNo ratings yet
- Conservation of Ousteri Lake in Puducherry Draft Comprehensive Management Action Plan SACON 2011 PDFDocument118 pagesConservation of Ousteri Lake in Puducherry Draft Comprehensive Management Action Plan SACON 2011 PDFvaishnavi sivaramakrishnanNo ratings yet
- Practical 3Document7 pagesPractical 3FARALIZA AHMADNo ratings yet
- GR6 Tle Q1 W5 D1-D5Document10 pagesGR6 Tle Q1 W5 D1-D5Erdell BaronNo ratings yet
- Sabdariffa L.) GENERASI M: Keragaman Morfologi Dan Genotipe Tanaman Rosella (Hibiscus Hasil Iradiasi Sinar GammaDocument9 pagesSabdariffa L.) GENERASI M: Keragaman Morfologi Dan Genotipe Tanaman Rosella (Hibiscus Hasil Iradiasi Sinar GammaAnisa FirdausNo ratings yet
- Pinnularia PresentationDocument10 pagesPinnularia PresentationIjaz Ahmed100% (1)
- PDFDocument7 pagesPDFAlex ParkNo ratings yet
- Screw Oil Press/ Oil Expeller: Dr. Hammad KhanDocument15 pagesScrew Oil Press/ Oil Expeller: Dr. Hammad KhanAhmadNo ratings yet
- Japanese 1 First Meeting-1Document35 pagesJapanese 1 First Meeting-1abunadiaNo ratings yet
- Life Cycle of FunariaDocument3 pagesLife Cycle of FunariaPalash Ghosh100% (1)
- November 2021 (v3) QP - Paper 2 CAIE Biology IGCSEDocument16 pagesNovember 2021 (v3) QP - Paper 2 CAIE Biology IGCSEanahmadNo ratings yet
- Homework 1 - HydroDocument2 pagesHomework 1 - HydrowaleedyehiaNo ratings yet
- 8th ScienceDocument268 pages8th ScienceEr Rohit KumarNo ratings yet
- Vandals Caught: Tri-City TimesDocument26 pagesVandals Caught: Tri-City TimesWoodsNo ratings yet
- Soalan Sains Mac t1 2019Document17 pagesSoalan Sains Mac t1 2019Nor Dille100% (1)
- N. Kakwani, Poverty in Lao PDR, Asia and Pacific Forum On Poverty, ADBDocument39 pagesN. Kakwani, Poverty in Lao PDR, Asia and Pacific Forum On Poverty, ADBTam McPaddenNo ratings yet