You might also like
- Procedimiento de RevestimientoDocument3 pagesProcedimiento de RevestimientoLennyNo ratings yet
- Prueba NeumáticaDocument1 pagePrueba NeumáticaHarold Talledo100% (2)
- Inertizado de tanques para evitar contaminaciónDocument1 pageInertizado de tanques para evitar contaminaciónSergio KeeganNo ratings yet
- Cálculo de sistemas de seguridad y alivioDocument4 pagesCálculo de sistemas de seguridad y alivioFlor GiovagnoliNo ratings yet
- Api 650Document3 pagesApi 650ferrer0000100% (2)
- Presentacion Programa API 570 Quito 14 - 20 Oct 2013Document5 pagesPresentacion Programa API 570 Quito 14 - 20 Oct 2013GRANRICKYNo ratings yet
- GRB Ma 0012676 150043 Id Civ Es 003 0 PDFDocument273 pagesGRB Ma 0012676 150043 Id Civ Es 003 0 PDFluz piedad GallegoNo ratings yet
- Asme PCC1Document5 pagesAsme PCC1SebastianCastillo100% (2)
- Tapping Machines - SPANISHDocument78 pagesTapping Machines - SPANISHRemmy Torres VegaNo ratings yet
- Procedimiento Hot Tap PS MDocument11 pagesProcedimiento Hot Tap PS MED SA CANo ratings yet
- Dgn-Gn-Tu-Bd-001. 2Document7 pagesDgn-Gn-Tu-Bd-001. 2Javier GarcíaNo ratings yet
- Apéndice Api 570 D. Ejemplos de Reparaciones.Document2 pagesApéndice Api 570 D. Ejemplos de Reparaciones.rrorroilnovoNo ratings yet
- DCO-PGI-T-110-Recubrimiento Anticorrosivo en Interfases PDFDocument20 pagesDCO-PGI-T-110-Recubrimiento Anticorrosivo en Interfases PDFLAMBERTO100% (1)
- Prd21563 - prd21563 - Requisitos Hse para Contratistas 2Document19 pagesPrd21563 - prd21563 - Requisitos Hse para Contratistas 2WILMER0413No ratings yet
- Procedimiento Hot Tapping 1971Document7 pagesProcedimiento Hot Tapping 1971tomy2003100% (1)
- Procedimiento Hot TappingDocument9 pagesProcedimiento Hot TappingreneluisperezNo ratings yet
- Anexo b4 - Mantto. MasoneilanDocument28 pagesAnexo b4 - Mantto. MasoneilanKeNy PriegoNo ratings yet
- Diseño de GasoductosDocument48 pagesDiseño de GasoductosDiego Martinez100% (1)
- REPARACIÓN RECUBRIMIENTOS 2014 Rev. 1 (Material Impreso) PDFDocument17 pagesREPARACIÓN RECUBRIMIENTOS 2014 Rev. 1 (Material Impreso) PDFWalther LaricoNo ratings yet
- P (1) 3 0341 01 (2007) TanquesATMDocument104 pagesP (1) 3 0341 01 (2007) TanquesATMTomas Cruz100% (1)
- Calculo de DiametrosDocument8 pagesCalculo de DiametrosEdwin Gutierrez LunaNo ratings yet
- PROCEDIMIENTO DE ObturadorDocument18 pagesPROCEDIMIENTO DE ObturadorANGELA GALINDEZNo ratings yet
- DCO PGI T 411 Abandono de DcutosDocument17 pagesDCO PGI T 411 Abandono de DcutosOSIIQPGRISNo ratings yet
- Pop Hot Tap REV 00Document31 pagesPop Hot Tap REV 00jaimejulio69100% (3)
- Guía de Métodos de Aislamiento Mecánico de ProcesosDocument5 pagesGuía de Métodos de Aislamiento Mecánico de ProcesosMatias LloretNo ratings yet
- Procedimiento de Hot TappingDocument10 pagesProcedimiento de Hot TappingRafaelLopezSalazar100% (1)
- Capitulo 24 Corrida de Diablo (O.k.)Document25 pagesCapitulo 24 Corrida de Diablo (O.k.)yysrael1100% (5)
- Proc. Hot-Tap y DerivacionesDocument9 pagesProc. Hot-Tap y DerivacionesGustavo Adolfo Roa RomeroNo ratings yet
- Curso Preparación Examen API 580Document3 pagesCurso Preparación Examen API 580Camilo NiñoNo ratings yet
- Pemex - Tuberia Flexible para Transporte de Gasolina Rev 0Document16 pagesPemex - Tuberia Flexible para Transporte de Gasolina Rev 0mora287No ratings yet
- Procedimiento de Sandblasting y Pintura Lavado de Vagones Pnsa PDFDocument4 pagesProcedimiento de Sandblasting y Pintura Lavado de Vagones Pnsa PDFDaiwer Jose Troncoso FreyleNo ratings yet
- TES-ME-STRHO-GL Pipe Stress Engineering Analysis and Design of Hot Tap Branch Connections (CAN-US-MEX) .En - EsDocument72 pagesTES-ME-STRHO-GL Pipe Stress Engineering Analysis and Design of Hot Tap Branch Connections (CAN-US-MEX) .En - EsBetoCostaNo ratings yet
- Procedimiento Pruebas PontonesDocument9 pagesProcedimiento Pruebas PontonesJUAN DE DIOS GALINDONo ratings yet
- Especificación de soldadura SMAW A-36Document1 pageEspecificación de soldadura SMAW A-36abraham.rodriguez.cwi246100% (1)
- Procedimiento de desfile, tendido, doblado y alineado de tuberíaDocument2 pagesProcedimiento de desfile, tendido, doblado y alineado de tuberíaMiguel ArduzNo ratings yet
- Tabla de Presiones y Tiempo de PH en ValvulasDocument2 pagesTabla de Presiones y Tiempo de PH en Valvulasmemopriego100% (2)
- Procedim Iento Instalacion de Camisas Tipo B OsoDocument13 pagesProcedim Iento Instalacion de Camisas Tipo B OsoJorge Lenin Coral RoseroNo ratings yet
- APÉNDICE C - Inspeccion Fuera de ServicioDocument9 pagesAPÉNDICE C - Inspeccion Fuera de ServicioamevaluacionesNo ratings yet
- Prueba Hidrostatica en Tub ACDocument19 pagesPrueba Hidrostatica en Tub ACAlberto ScanoniNo ratings yet
- Curso API 570 Introducción Inspección TuberíasDocument2 pagesCurso API 570 Introducción Inspección TuberíasTxf IngenieríaNo ratings yet
- Curso de Preparación para La Certificación Como Inspector AutorizadoDocument4 pagesCurso de Preparación para La Certificación Como Inspector AutorizadoEveldinNo ratings yet
- Criterio de Aplicacion Polyken 955 980 Primer 1027 PDFDocument4 pagesCriterio de Aplicacion Polyken 955 980 Primer 1027 PDFOmar VilchezNo ratings yet
- Detección fallas tuberíaDocument6 pagesDetección fallas tuberíaLuis Manuel GonzálezNo ratings yet
- Trampa de DiablosDocument8 pagesTrampa de DiablosRuMarlop Martinez100% (1)
- Categorias de FluidosDocument8 pagesCategorias de FluidosFreddy AyalaNo ratings yet
- Registro de Inspeccion de Doblado de TuberiaDocument2 pagesRegistro de Inspeccion de Doblado de TuberiaMarcos Antonio Rosas CordovaNo ratings yet
- Venteos y drenajes pruebas hidrostáticasDocument1 pageVenteos y drenajes pruebas hidrostáticasALAAN89100% (1)
- Proced Ut Pa 24-Final BatDocument32 pagesProced Ut Pa 24-Final BatElena Rosales Rosado100% (1)
- Brochure Teef Lujo AxialDocument3 pagesBrochure Teef Lujo AxialJibrain MazariegoNo ratings yet
- HICO0090 Detector de PorosidadDocument7 pagesHICO0090 Detector de Porosidadmalota2108No ratings yet
- Procedimientos Sand Blasting y PinturaDocument10 pagesProcedimientos Sand Blasting y Pinturahjaliens2014No ratings yet
- PR MA 00128 017desmantelamiento ValvulasDocument6 pagesPR MA 00128 017desmantelamiento Valvulasosito1214100% (2)
- Split TeeDocument4 pagesSplit TeeVictor Hugo FloresNo ratings yet
- MSQ-PQC-015-015 - Procedimiento de Prueba Hidrostatica A Recipientes y E...Document10 pagesMSQ-PQC-015-015 - Procedimiento de Prueba Hidrostatica A Recipientes y E...ingmichael33No ratings yet
- Curso Basico API 6dDocument91 pagesCurso Basico API 6dAlvaro Anastacio Murillo100% (1)
- Pruebas Hidraulicas en Obras de Agua Potable, Alcantarillado y Drenaje Pluvial.Document19 pagesPruebas Hidraulicas en Obras de Agua Potable, Alcantarillado y Drenaje Pluvial.vic435No ratings yet
- Pruebas HidraulicasDocument21 pagesPruebas HidraulicasPaolo Pautrat100% (2)
- Fiscalización CrudoDocument20 pagesFiscalización Crudolion1909No ratings yet
- Bombeabilidad de Un LodoDocument19 pagesBombeabilidad de Un LodoJefferson ErasNo ratings yet
- Procedimiento para para Prueba Hidrostática Deinterconexiones Desde El Tanque Yt802e Hasta Lostanques Yt802d y GT5102Document3 pagesProcedimiento para para Prueba Hidrostática Deinterconexiones Desde El Tanque Yt802e Hasta Lostanques Yt802d y GT5102Alfonso Reynol Martinez RoblesNo ratings yet
- Diseño de Red Interna en Instalaciones IndustrialesDocument17 pagesDiseño de Red Interna en Instalaciones IndustrialesPercyAlexanderNo ratings yet
- Nivel A (1°prim - 2°prim)Document10 pagesNivel A (1°prim - 2°prim)PercyAlexanderNo ratings yet
- NORPERU - Concurso de Matemática 4° PrimariaDocument1 pageNORPERU - Concurso de Matemática 4° PrimariaPercyAlexanderNo ratings yet
- Ficha Tecnica Tripode - HaruDocument1 pageFicha Tecnica Tripode - HaruPercyAlexanderNo ratings yet
- Matecom 2022 - 4PDocument3 pagesMatecom 2022 - 4PPercyAlexanderNo ratings yet
- Instalaciones Industriales para Gas NaturalDocument66 pagesInstalaciones Industriales para Gas NaturalPercyAlexander100% (1)
- Ideario Peru LibreDocument77 pagesIdeario Peru LibrejosNo ratings yet
- Plan para La Vigilancia, Prevención y Control de COVID-19 en El Trabajo QSYSTEM Mail PDFDocument21 pagesPlan para La Vigilancia, Prevención y Control de COVID-19 en El Trabajo QSYSTEM Mail PDFjennifer acostaNo ratings yet
- Anexo 08 - IngelsaDocument64 pagesAnexo 08 - IngelsaPercyAlexanderNo ratings yet
- GLPDocument27 pagesGLP1982fernan100% (2)
- DS 065 2008Document7 pagesDS 065 2008Ronald OlivaNo ratings yet
- 978 2331Document35 pages978 2331diomareyNo ratings yet
- Plan para La Vigilancia Prevención y Control de COVID-19 en El TrabajoDocument22 pagesPlan para La Vigilancia Prevención y Control de COVID-19 en El Trabajodiego rafael santolalla ariasNo ratings yet
- NTPDocument1 pageNTPSairitupa OrtizNo ratings yet
- Plano TK 80 Gal - CYTSADocument1 pagePlano TK 80 Gal - CYTSAPercyAlexanderNo ratings yet
- Tanques Metálicos CERTIFICADOSDocument45 pagesTanques Metálicos CERTIFICADOSPercyAlexander100% (1)
- Calibración Contometro GLPDocument3 pagesCalibración Contometro GLPPercyAlexanderNo ratings yet
- INFORMEDocument2 pagesINFORMEPercyAlexanderNo ratings yet
- Vaporizadores de Fuego DirectoDocument4 pagesVaporizadores de Fuego DirectoPercyAlexanderNo ratings yet
- Diseño de Plantas 2018-II. - Unidad 02Document13 pagesDiseño de Plantas 2018-II. - Unidad 02PercyAlexanderNo ratings yet
- Memoria de Calculo (Tanque)Document1 pageMemoria de Calculo (Tanque)PercyAlexander100% (1)
- Memoria de Calculo (Cancamos)Document2 pagesMemoria de Calculo (Cancamos)PercyAlexander100% (1)
- Traduccion Nfpa 54Document2 pagesTraduccion Nfpa 54PercyAlexander100% (1)
- Prueba Neumatica - Asme Sec. Viii Div. 1Document2 pagesPrueba Neumatica - Asme Sec. Viii Div. 1PercyAlexander100% (2)
- HD 160 MaxDocument2 pagesHD 160 MaxPercyAlexanderNo ratings yet
- Mascaras AnimalesDocument2 pagesMascaras AnimalesPercyAlexanderNo ratings yet
- Fórmulas y Ejemplos - Préstamo PreferenteDocument3 pagesFórmulas y Ejemplos - Préstamo PreferentePercyAlexanderNo ratings yet
- Predimensionamiento Vigas ColumnasDocument5 pagesPredimensionamiento Vigas ColumnasPercyAlexanderNo ratings yet
- Tanque Combustible Liquido 8,000 GalDocument1 pageTanque Combustible Liquido 8,000 GalPercyAlexanderNo ratings yet
- Costos de sostenimiento con Split set en labores subterráneasDocument15 pagesCostos de sostenimiento con Split set en labores subterráneasAntoni Vidal RomeroNo ratings yet
- Cultivo Orgánico de CacaoDocument2 pagesCultivo Orgánico de CacaocpkakopeNo ratings yet
- BROCHURE - J&F 2023 Junio00Document7 pagesBROCHURE - J&F 2023 Junio00Freddy SitoNo ratings yet
- Práctica 2 - HidrocoheteDocument11 pagesPráctica 2 - HidrocoheteDulce camargo100% (1)
- 1154-Texto del artículo-1170-1-10-20240118Document22 pages1154-Texto del artículo-1170-1-10-20240118Milagros VeraNo ratings yet
- Examen Unidad 1 E Commerce FFODocument5 pagesExamen Unidad 1 E Commerce FFOFRANKLIN FERNANDEZ0% (1)
- Eu Digital Covid Certificate / Certificado Covid Digital de La Ue / Eb-Ko Covid Ziurtagiri Digitala Vaccination Vacunación TxertaketaDocument1 pageEu Digital Covid Certificate / Certificado Covid Digital de La Ue / Eb-Ko Covid Ziurtagiri Digitala Vaccination Vacunación TxertaketaJoxe PaposNo ratings yet
- Catalogo CamionDocument295 pagesCatalogo CamionRosiCarreraVegaNo ratings yet
- Leyes de MaxwellDocument5 pagesLeyes de MaxwellDaniel ManriqueNo ratings yet
- Diagrama de Control para AtributosDocument23 pagesDiagrama de Control para AtributosGilmarys MartinezNo ratings yet
- Corre Lola CorreDocument2 pagesCorre Lola CorreFundacion Guts Centro CristianoNo ratings yet
- CurpDocument1 pageCurpa6961030451No ratings yet
- Teoría, género y ciencia ficciónDocument17 pagesTeoría, género y ciencia ficciónMorganitaSurrealismeNo ratings yet
- Preguntas H1Document92 pagesPreguntas H1Alejandro MarínNo ratings yet
- La evolución de la infancia: una historia de la puericulturaDocument87 pagesLa evolución de la infancia: una historia de la puericulturaFranklin Soto100% (1)
- 50 Recetas Con Bebidas Probióticas Caseras Edición 1Document77 pages50 Recetas Con Bebidas Probióticas Caseras Edición 1A. Yehoshua G. E.100% (1)
- Juego de TrompoDocument4 pagesJuego de TrompoLiliam Jenny Solarte NarváezNo ratings yet
- La Biblia en América LatinaDocument9 pagesLa Biblia en América LatinaJuanita CarrascoNo ratings yet
- El MarxismoDocument8 pagesEl MarxismoNadia Ivette Carreño RolonNo ratings yet
- Extensión de ArchivosDocument2 pagesExtensión de ArchivosLorena TanelliNo ratings yet
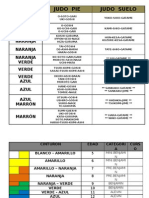
- Programa de Tecnicas y Edad MinimaDocument13 pagesPrograma de Tecnicas y Edad Minimajuanma.prados1543No ratings yet
- Importancia test psicométricos PsicologíaDocument6 pagesImportancia test psicométricos PsicologíaAliceKahlodeFreudNo ratings yet
- Practica 3 Calculos de Parametros Geometricos Indicados y EfectivosDocument6 pagesPractica 3 Calculos de Parametros Geometricos Indicados y EfectivosJuan P LunaNo ratings yet
- Proyecto Carro SolarDocument33 pagesProyecto Carro SolaryvanNo ratings yet
- Investigacion de HistoriaDocument28 pagesInvestigacion de HistoriaJulian N Loeza ManzanillaNo ratings yet
- NTP 400.034 Andamios-MinDocument68 pagesNTP 400.034 Andamios-MinJean Pierre Castañeda Obregon100% (1)
- Teorías del desarrollo humano: perspectivas multidimensionalesDocument5 pagesTeorías del desarrollo humano: perspectivas multidimensionalesANGIE . ROJAS PEREZNo ratings yet
- Caso Clinico TBCDocument1 pageCaso Clinico TBCAngelinho Flores PalominoNo ratings yet
- El Papel Del Estado y La Calidad Del Sector PublicDocument29 pagesEl Papel Del Estado y La Calidad Del Sector PublicJavier Gutierrez AriasNo ratings yet
- Mediciones de laboratorioDocument18 pagesMediciones de laboratoriojosezxcNo ratings yet