You might also like
- What Are Labyrinth Seals For BearingsDocument18 pagesWhat Are Labyrinth Seals For BearingsAthiphap SrisupareerathNo ratings yet
- Understand Ing Bearing Housing Protection and Reliable Lubricant ApplicationDocument13 pagesUnderstand Ing Bearing Housing Protection and Reliable Lubricant ApplicationRuchi Ragvendra BistNo ratings yet
- Lecture 13 & 14Document26 pagesLecture 13 & 14farah nazNo ratings yet
- Unparalleled Solutions in Clean Water PumpingDocument20 pagesUnparalleled Solutions in Clean Water PumpingkaranNo ratings yet
- Disassembly & Reassembly: RequiredDocument19 pagesDisassembly & Reassembly: RequiredChriscarl De Lima100% (1)
- Compression CalculatorDocument1 pageCompression CalculatorNakkolopNo ratings yet
- Component and Category MatrixDocument56 pagesComponent and Category MatrixMalay MukherjeeNo ratings yet
- Aspen ICARUS-Reference - Guide v7.2 (2010)Document946 pagesAspen ICARUS-Reference - Guide v7.2 (2010)Yang Gul LeeNo ratings yet
- Multistage Pump Disassembly GuideDocument24 pagesMultistage Pump Disassembly GuideHishamSayedNo ratings yet
- US Vertical Motors - In509-1dDocument48 pagesUS Vertical Motors - In509-1dcario_mak_ainsworthNo ratings yet
- Optimization of Planetary Gear Box For High Reduction RatioDocument12 pagesOptimization of Planetary Gear Box For High Reduction RatioNovriansyah BrianNo ratings yet
- Ansi or Nema Mg1-1998Document596 pagesAnsi or Nema Mg1-1998cuervohijoguachoNo ratings yet
- Radial Thrust BRG Case StudiesDocument14 pagesRadial Thrust BRG Case StudiesRajagopal100% (1)
- Introduction To Data Tables and Data Table Exercises: Tools For Excel ModellingDocument25 pagesIntroduction To Data Tables and Data Table Exercises: Tools For Excel ModellingreddoxsterNo ratings yet
- Backlash (Engineering) - Wikipedia, The Free EncyclopediaDocument4 pagesBacklash (Engineering) - Wikipedia, The Free EncyclopediadarkruseNo ratings yet
- Guide To The Application Event System (5675)Document244 pagesGuide To The Application Event System (5675)SunnyDreNo ratings yet
- Thrust CalculationsDocument2 pagesThrust CalculationsshahqazwsxNo ratings yet
- ISO General Purpose Metric Screw ThreadsDocument19 pagesISO General Purpose Metric Screw ThreadsMiguel VillalobosNo ratings yet
- Design and Analysis of Friction Clutch PDocument5 pagesDesign and Analysis of Friction Clutch PAgg GlezNo ratings yet
- Instruction For Installation Guidelines Vertical Turbine Pump PDFDocument27 pagesInstruction For Installation Guidelines Vertical Turbine Pump PDFWilliam Berrospi Garcia100% (1)
- Sim 5HPDocument78 pagesSim 5HPeduardomanuel3No ratings yet
- Self-Locking Gear - Design and Potential ApplicationsDocument7 pagesSelf-Locking Gear - Design and Potential ApplicationsVikram BalajiNo ratings yet
- Model Repair Specifications For Low Voltage Induction MotorsDocument27 pagesModel Repair Specifications For Low Voltage Induction MotorsHenryGaltNo ratings yet
- SN Hoist Brake 1Document4 pagesSN Hoist Brake 1YuseriNo ratings yet
- Vba Book PDFDocument156 pagesVba Book PDFAJ AJNo ratings yet
- Gear Manufacturing Process and Quality ImprovementDocument47 pagesGear Manufacturing Process and Quality ImprovementMuhammad UmarNo ratings yet
- Classification and Designation of Common Pump TypesDocument3 pagesClassification and Designation of Common Pump TypesPradeep KumarNo ratings yet
- 0116 GearsolutionsDocument64 pages0116 GearsolutionsignaciomarinNo ratings yet
- Structural Analysis of Multi-Plate ClutchDocument5 pagesStructural Analysis of Multi-Plate ClutchseventhsensegroupNo ratings yet
- Pump Bearing-1Document51 pagesPump Bearing-1Abel QuiangaNo ratings yet
- Ws - No. C Si MN P S CR Mo Ni NB Ti Ws - No. DIN BS Astm / Aisi Gost % % % % % % % % % % Germany Great Britain USA RussiaDocument1 pageWs - No. C Si MN P S CR Mo Ni NB Ti Ws - No. DIN BS Astm / Aisi Gost % % % % % % % % % % Germany Great Britain USA RussiamengineeringNo ratings yet
- Typical Labyrinth Seals Straight-Thru Labyrinth: Resource ArticleDocument2 pagesTypical Labyrinth Seals Straight-Thru Labyrinth: Resource ArticleKanchana WeerasingheNo ratings yet
- Manual Pioneer PumpDocument48 pagesManual Pioneer PumpFirzan Yudhistira PutraNo ratings yet
- Steel Specification PDFDocument8 pagesSteel Specification PDFPeter AntonyNo ratings yet
- Heat Treatment Jominy TestDocument12 pagesHeat Treatment Jominy Testmayur_mechNo ratings yet
- Dawson Downie Lamont LTDDocument2 pagesDawson Downie Lamont LTDwarehouse cikalongNo ratings yet
- Nasa STD 6001bDocument108 pagesNasa STD 6001bBilal UsmaniNo ratings yet
- Swagelok Thread and ConnectionDocument56 pagesSwagelok Thread and ConnectionRashi AkmalNo ratings yet
- Nonferrous Alloys Al-6069Document16 pagesNonferrous Alloys Al-6069FMMServicesNo ratings yet
- Appendix f2-III Calculation SheetsDocument46 pagesAppendix f2-III Calculation SheetsTobi BerrospiNo ratings yet
- Design of Transmission Systems: Prepared by Dr.A.Vinoth JebarajDocument148 pagesDesign of Transmission Systems: Prepared by Dr.A.Vinoth Jebarajrishi raja RajaNo ratings yet
- Protech Bearing Isolator Seal TheoryDocument8 pagesProtech Bearing Isolator Seal TheorySanjoy Kr. DeyNo ratings yet
- SKF Locknut Shaft Details InchDocument6 pagesSKF Locknut Shaft Details InchKOMATSU SHOVELNo ratings yet
- IBC Precision LocknutsDocument12 pagesIBC Precision LocknutsTUĞÇE ÖZGEN GENÇNo ratings yet
- Excel for Chemical EngineersDocument79 pagesExcel for Chemical Engineersgebreslassie gereziherNo ratings yet
- 06 Teach Yourself SQL in 21 Days 4th EdDocument27 pages06 Teach Yourself SQL in 21 Days 4th EdIsaack ItMendezNo ratings yet
- Power Stream Couplings-Specn SheetsDocument6 pagesPower Stream Couplings-Specn SheetsAmol PatkiNo ratings yet
- Install Packing Compression GuideDocument2 pagesInstall Packing Compression GuideMachineryengNo ratings yet
- Gearboxes: Overhung & Thrust LoadsDocument8 pagesGearboxes: Overhung & Thrust LoadswhatcaniputNo ratings yet
- Heat Treatment: Prepared by Approved byDocument20 pagesHeat Treatment: Prepared by Approved byBhanu Pratap ChoudhuryNo ratings yet
- SEO-Optimized Title for Springs Chapter of Shigley's Mechanical Engineering DesignDocument64 pagesSEO-Optimized Title for Springs Chapter of Shigley's Mechanical Engineering DesignMNuubhNo ratings yet
- Bearing Types and SelectionDocument22 pagesBearing Types and Selectionsivajirao70No ratings yet
- CP HorizontalDoubleCasing E00609Document5 pagesCP HorizontalDoubleCasing E00609douglas marcanoNo ratings yet
- Bearing Design and Metallurgy GuideDocument46 pagesBearing Design and Metallurgy GuideKumarNo ratings yet
- Failure Analysis For GearsDocument12 pagesFailure Analysis For GearsDavid Torres Rodriguez100% (1)
- PowerGen LifeExtension ForWebSite DRoberts 082807Document21 pagesPowerGen LifeExtension ForWebSite DRoberts 082807Craig LatimerNo ratings yet
- Hydro-Turbine Shaft Seal DesignDocument13 pagesHydro-Turbine Shaft Seal DesignAnonymous Hy5Ir9QXNo ratings yet
- Sealing Arrangement Design GuideDocument32 pagesSealing Arrangement Design GuideJurun_Bidanshi100% (1)
- Advanced Composite Bearings for Hydro Power PlantsDocument12 pagesAdvanced Composite Bearings for Hydro Power PlantsSasankNo ratings yet
- SCI Flanged Fittings PDFDocument14 pagesSCI Flanged Fittings PDFJosmar CristelloNo ratings yet
- Dismantling Joints GuideDocument2 pagesDismantling Joints GuideSasankNo ratings yet
- Thrust Ball Bearings, Double DirectionDocument1 pageThrust Ball Bearings, Double DirectionSasankNo ratings yet
- C-2208-CARB Toroidal Roller Bearings PDFDocument1 pageC-2208-CARB Toroidal Roller Bearings PDFSasankNo ratings yet
- C-2208-CARB Toroidal Roller BearingsDocument1 pageC-2208-CARB Toroidal Roller BearingsSasankNo ratings yet
- Quantifiable Crack Detection in Newly Installed Pelton TurbineDocument4 pagesQuantifiable Crack Detection in Newly Installed Pelton TurbineSasankNo ratings yet
- Dismantling Joint DN350 To DN2400 PN16 VJ DSDocument1 pageDismantling Joint DN350 To DN2400 PN16 VJ DSVignesh NadimuthuNo ratings yet
- Energies 10 00103Document19 pagesEnergies 10 00103SasankNo ratings yet
- Spherical Roller Bearings-22210 EDocument2 pagesSpherical Roller Bearings-22210 EManoj TyagiNo ratings yet
- 10 11648 J Ijepe 20150404 14 PDFDocument11 pages10 11648 J Ijepe 20150404 14 PDFbacuoc.nguyen356No ratings yet
- Thrust Ball Bearings, Double DirectionDocument1 pageThrust Ball Bearings, Double DirectionSasankNo ratings yet
- RT765E 2 Product Guide ImperialDocument1 pageRT765E 2 Product Guide ImperialAnonymous 6XyAh3DNo ratings yet
- Effects of Load Variation On A Kaplan Turbine Runner: ArticleDocument13 pagesEffects of Load Variation On A Kaplan Turbine Runner: ArticleSasankNo ratings yet
- National Pension System (Enps) - Subscriber Registration FormDocument8 pagesNational Pension System (Enps) - Subscriber Registration FormSasankNo ratings yet
- SCI Flanged Fittings PDFDocument14 pagesSCI Flanged Fittings PDFJosmar CristelloNo ratings yet
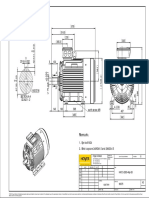
- Remark : HMC3-280S-46p-B3Document1 pageRemark : HMC3-280S-46p-B3SasankNo ratings yet
- RT765E 2 Product Guide ImperialDocument1 pageRT765E 2 Product Guide ImperialAnonymous 6XyAh3DNo ratings yet
- Pre-Proposal Conference Cum Webinar - FlyeDocument3 pagesPre-Proposal Conference Cum Webinar - FlyeSasank0% (1)
- Bolted JointsDocument3 pagesBolted JointsGiuseppe GiuseppeNo ratings yet
- Piping Elbows - Thrust Block ForcesDocument5 pagesPiping Elbows - Thrust Block ForcesSasankNo ratings yet
- SCI Flanged Fittings PDFDocument14 pagesSCI Flanged Fittings PDFJosmar CristelloNo ratings yet
- DCP NcovDocument5 pagesDCP NcovNicoleta MNo ratings yet
- CARB Toroidal Roller Bearings PDFDocument1 pageCARB Toroidal Roller Bearings PDFSasankNo ratings yet
- Bureau of Indian Standards-List For StudentsDocument23 pagesBureau of Indian Standards-List For StudentsSasankNo ratings yet
- Calculation of The Parameters of Model Hydraulic Turbine Using The Value of The Specific SpeedDocument28 pagesCalculation of The Parameters of Model Hydraulic Turbine Using The Value of The Specific SpeedSasankNo ratings yet
- FSAF 22314: SAF and SAW Pillow Blocks With Bearings With A Cylindrical BoreDocument4 pagesFSAF 22314: SAF and SAW Pillow Blocks With Bearings With A Cylindrical BoreSasankNo ratings yet
- Article - Bolted Joint DesignDocument15 pagesArticle - Bolted Joint DesignPiyush YardiNo ratings yet
- QSMicrohydroSEP2005 PDFDocument57 pagesQSMicrohydroSEP2005 PDFSasank0% (1)
- Small Hydropower Standards GuideDocument62 pagesSmall Hydropower Standards GuideSasank100% (1)
- Review Notes in Police PhotographyDocument203 pagesReview Notes in Police PhotographyInaho KaizugaNo ratings yet
- Master'S Thesis: Simulation of An Underground Haulage System, Renström Mine, Boliden MineralDocument76 pagesMaster'S Thesis: Simulation of An Underground Haulage System, Renström Mine, Boliden MineralJosé Carlos Bustamante MoralesNo ratings yet
- CKY) Cocke-Kasami-Younger) Earley Parsing Algorithms: Dor AltshulerDocument81 pagesCKY) Cocke-Kasami-Younger) Earley Parsing Algorithms: Dor AltshulerViorel BotnariNo ratings yet
- 1 s2.0 S2352012421001156 MainDocument14 pages1 s2.0 S2352012421001156 MainBayuAgungGilangWibowoNo ratings yet
- Helios PDF HandshakeDocument2 pagesHelios PDF HandshakemilivojNo ratings yet
- Mathematics in The Modern World-FeuaDocument12 pagesMathematics in The Modern World-FeuaChachi UsiNo ratings yet
- Clutch/Gearshift LinkageDocument19 pagesClutch/Gearshift LinkagegenuineswedeNo ratings yet
- CSD Full TermDocument29 pagesCSD Full TermNishat Farha SharmiNo ratings yet
- Ferraris Wright & HaloscaleDocument4 pagesFerraris Wright & HaloscaleJORGE NAVARRONo ratings yet
- Universal Enclosures - Busbars, Distribution and Cabling Accessories - Catalogue 2013 PDFDocument140 pagesUniversal Enclosures - Busbars, Distribution and Cabling Accessories - Catalogue 2013 PDFNuengruthai WeerawattanaNo ratings yet
- Babcock and Wilcox Boiler1Document9 pagesBabcock and Wilcox Boiler1Oscar DorantesNo ratings yet
- Leader MLV Test-03 30 Oct QPDocument60 pagesLeader MLV Test-03 30 Oct QPInsane insaanNo ratings yet
- Azenabor - Oruka's Philosophic SagacityDocument18 pagesAzenabor - Oruka's Philosophic SagacityestifanostzNo ratings yet
- SpO2 and Temp Monitoring FinalDocument39 pagesSpO2 and Temp Monitoring FinalWaltas KariukiNo ratings yet
- Xtralis VESDA ASPIRE2: ASPIRE2 - Air Sampling Smoke Detection Made EasyDocument2 pagesXtralis VESDA ASPIRE2: ASPIRE2 - Air Sampling Smoke Detection Made Easy17souravNo ratings yet
- 800 Range Sensor 120ohms Strain GaugeDocument21 pages800 Range Sensor 120ohms Strain GaugeBigheti100% (1)
- KatalogDocument6 pagesKatalogMawan BentzNo ratings yet
- General Description: 8-Bit Synchronous Binary Down CounterDocument25 pagesGeneral Description: 8-Bit Synchronous Binary Down CounterspotNo ratings yet
- Esteem 11 Brochure (24032023)Document9 pagesEsteem 11 Brochure (24032023)TeaMeeNo ratings yet
- IUPAC Naming by Aravind AroraDocument30 pagesIUPAC Naming by Aravind Aroratanish gehlotNo ratings yet
- M.tech Machine SyllabusDocument41 pagesM.tech Machine SyllabusSyed Faiz Quadri0% (1)
- RNC2600 DatasheetDocument2 pagesRNC2600 DatasheetShaikh Tariq100% (1)
- DBMS Lab ManualDocument199 pagesDBMS Lab ManualMoulika Chowdary100% (1)
- Slot18 2D Graphics ImagesDocument23 pagesSlot18 2D Graphics ImagesHuy KunnNo ratings yet
- Board characteristics and risk in Tunisian banksDocument12 pagesBoard characteristics and risk in Tunisian banksdhahri nourhenNo ratings yet
- 03-Power Apps Model-Driven App Lab ManualDocument32 pages03-Power Apps Model-Driven App Lab Manualsequeesp medalviruNo ratings yet
- Part A1 Chapter 2 - ASME Code Calculations Stayed Surfaces Safety Valves FurnacesDocument25 pagesPart A1 Chapter 2 - ASME Code Calculations Stayed Surfaces Safety Valves Furnacesfujiman35100% (1)
- Tutorial Solutions Week 10Document3 pagesTutorial Solutions Week 10Jaden EuNo ratings yet
- Pile CAP CALCULATIONSDocument9 pagesPile CAP CALCULATIONSJUAN MANUEL VIZCAINONo ratings yet
- Everything You Need to Know About Hino Truck Models FD, FE, FF and SGDocument4 pagesEverything You Need to Know About Hino Truck Models FD, FE, FF and SGHS itNo ratings yet