You might also like
- The Machinery of Grain Production - With Information on Threshing, Seeding and Repairing the Machinery of Grain Production on the FarmFrom EverandThe Machinery of Grain Production - With Information on Threshing, Seeding and Repairing the Machinery of Grain Production on the FarmNo ratings yet
- Manufacturing A Quality PremixDocument12 pagesManufacturing A Quality PremixSSlvdor Ramcia100% (1)
- Critical Task Product Integrity Manual For Mixing. Mixing CertificationDocument2 pagesCritical Task Product Integrity Manual For Mixing. Mixing Certificationtrucnguyenvan2012No ratings yet
- Paes 211 Corn Mill Methods of TestDocument19 pagesPaes 211 Corn Mill Methods of TestEdsel Jay RaperNo ratings yet
- Critical Task Procedures Product Integrity Manual For Bagging and Coding. Packing Instructions and ProcedureDocument2 pagesCritical Task Procedures Product Integrity Manual For Bagging and Coding. Packing Instructions and Proceduretrucnguyenvan2012No ratings yet
- Processes 09warehousingDocument1 pageProcesses 09warehousingtrucnguyenvan2012No ratings yet
- Poultry Farm Management S.9555944.powerpointDocument8 pagesPoultry Farm Management S.9555944.powerpointandreNo ratings yet
- Processes 01bulk RecievingLoadoutDocument1 pageProcesses 01bulk RecievingLoadouttrucnguyenvan2012No ratings yet
- Ross Broiler Handbook 2014i enDocument132 pagesRoss Broiler Handbook 2014i enMamatNo ratings yet
- 01 - SLNFy - 001 - 200609 (EN)Document20 pages01 - SLNFy - 001 - 200609 (EN)Twfeek Ahmed100% (1)
- 01 Counter-Flow CoolerDocument57 pages01 Counter-Flow CoolerRattiya KarathaNo ratings yet
- Broiler Market Review FINALDocument51 pagesBroiler Market Review FINALyocus_ooiNo ratings yet
- Presentation For FAMSUN DryerDocument51 pagesPresentation For FAMSUN Dryerjose david rios mezaNo ratings yet
- Conditioner Drive Belt/ChainDocument4 pagesConditioner Drive Belt/ChainHalili Charlie JayNo ratings yet
- 01 SLHS5 FC 001 201602 (En)Document67 pages01 SLHS5 FC 001 201602 (En)Twfeek Ahmed100% (1)
- Kpi Iran Poultry FarmDocument13 pagesKpi Iran Poultry FarmIan YongNo ratings yet
- Effect of Powder Properties in PremixDocument6 pagesEffect of Powder Properties in PremixOnyedi AyaloguNo ratings yet
- Operation Manual: Pneumatic / Electric / Manual Slide GateDocument27 pagesOperation Manual: Pneumatic / Electric / Manual Slide Gatehamann97No ratings yet
- Capacity Engineering Questions: Production ProcessesDocument2 pagesCapacity Engineering Questions: Production Processestrucnguyenvan2012No ratings yet
- Breader Farm Feasibility ReportDocument21 pagesBreader Farm Feasibility Reportmianedgar786No ratings yet
- Session 3 - Online Milling School HandoutDocument82 pagesSession 3 - Online Milling School HandoutMd. Mijanur Rahman100% (1)
- Review of The Dairy Industry in MauritiusDocument81 pagesReview of The Dairy Industry in MauritiusStephane RacineNo ratings yet
- Vibrapac Maintenance ManualDocument211 pagesVibrapac Maintenance ManualMatthew PhillipsNo ratings yet
- Poultry Development and Marketing EnterpriseDocument32 pagesPoultry Development and Marketing EnterpriseKassaye KA Arage100% (1)
- PCPS User Manual V5Document11 pagesPCPS User Manual V5Carlos Moraga MancillaNo ratings yet
- MFVH 66356 1 EN 0409 - RotoflowDocument46 pagesMFVH 66356 1 EN 0409 - RotoflowArif Abu FarhanaNo ratings yet
- 28 07 16+SupplierExcellence-FoodManufacturingRequirementsV2Document50 pages28 07 16+SupplierExcellence-FoodManufacturingRequirementsV2Muhammad Fahad100% (1)
- Mcms C Manual Afb - Master 2.01Document26 pagesMcms C Manual Afb - Master 2.01Carlos Moraga MancillaNo ratings yet
- Poultry FarmingDocument5 pagesPoultry FarmingAakash AgrawalNo ratings yet
- AA Broiler Handbook2014i EN PDFDocument148 pagesAA Broiler Handbook2014i EN PDFGirish KumarNo ratings yet
- Bakery ProductsDocument7 pagesBakery ProductsBharath JaganathanNo ratings yet
- Anjoplus MachinesDocument15 pagesAnjoplus MachinesAnjoplus MachinesNo ratings yet
- Particle Size ReductionDocument23 pagesParticle Size Reductionverygoodbrother100% (1)
- Steam HarnessDocument7 pagesSteam HarnessAnita MNo ratings yet
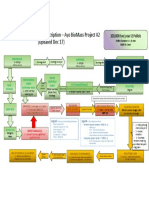
- Process Flow & Equipment Description - Ayo Biomass Project #2 (Updated Dec 17)Document1 pageProcess Flow & Equipment Description - Ayo Biomass Project #2 (Updated Dec 17)Nguyên Võ TriệuNo ratings yet
- Mills - CatalogDocument4 pagesMills - Catalogdéborah_rosalesNo ratings yet
- Paddy Rice MillingDocument14 pagesPaddy Rice Millingnavdeepjindal680% (1)
- Feeding Diary Cow ConcentrateDocument10 pagesFeeding Diary Cow ConcentrateDinesh MuralitharanNo ratings yet
- Poultry Producer Leader Companies by CountriesDocument4 pagesPoultry Producer Leader Companies by CountriesMarita GenebashviliNo ratings yet
- Feedmill ArticleDocument14 pagesFeedmill ArticleOlajide Emmanuel OlorunfemiNo ratings yet
- Poultry Feed Industry of Pakistan - DR Ramzee v2009Document5 pagesPoultry Feed Industry of Pakistan - DR Ramzee v2009bangash260% (1)
- AHLB 67027 1 en 1204Document36 pagesAHLB 67027 1 en 1204Mahmoud AfifyNo ratings yet
- 11.machineries Required For A Bakery UnitDocument8 pages11.machineries Required For A Bakery UnitBharath JaganathanNo ratings yet
- PNS BAFS Feed Pellet MillDocument26 pagesPNS BAFS Feed Pellet MillCiel ParkNo ratings yet
- Hatchery Management GuideDocument10 pagesHatchery Management GuideAeon Systems100% (1)
- Nutritive Value of Feedstuff and Factor Affecting Nutritional Quality of FeedsDocument37 pagesNutritive Value of Feedstuff and Factor Affecting Nutritional Quality of FeedsWaseem MughalNo ratings yet
- FAMSUN Main Machine Catalogue 2014Document40 pagesFAMSUN Main Machine Catalogue 2014marsovac100100% (1)
- Operating Manual: Tietjen Hammermill Type FD 25Document68 pagesOperating Manual: Tietjen Hammermill Type FD 25Đức NguyễnNo ratings yet
- TCQY Series Drum Scalper: Operation ManualDocument53 pagesTCQY Series Drum Scalper: Operation ManualKukuh Tak TergoyahkanNo ratings yet
- July - August 2013, Grain & Feed Milling Technology - Full EditionDocument68 pagesJuly - August 2013, Grain & Feed Milling Technology - Full EditionMilling and Grain magazine100% (1)
- Livestock Ration Formulation For Dairy Cattle and BuffaloDocument139 pagesLivestock Ration Formulation For Dairy Cattle and BuffaloFabiola Limache100% (2)
- Feed Mill InfoDocument33 pagesFeed Mill InfoSapelNo ratings yet
- CW WP Dynamic Weigh Cell TechnologyDocument20 pagesCW WP Dynamic Weigh Cell Technologymario gultomNo ratings yet
- 13.1. BuhlerDocument20 pages13.1. BuhlerSaumik ShuvoNo ratings yet
- Milk Handling and HygieneDocument48 pagesMilk Handling and HygieneRaja GunalanNo ratings yet
- Feed Ring Die Pellet MillDocument5 pagesFeed Ring Die Pellet MillpelletsmillmachineryNo ratings yet
- 16 - Learning Document Mini DairyDocument4 pages16 - Learning Document Mini DairyGopal AgarwalNo ratings yet
- Extension of The QuEChERS Method For Pesticide Residues Cereals, PeanutsDocument9 pagesExtension of The QuEChERS Method For Pesticide Residues Cereals, PeanutsrumitpashaNo ratings yet
- Adfca - R&D ReportDocument9 pagesAdfca - R&D ReportUsman CheemaNo ratings yet
- HACCP System in CateringDocument4 pagesHACCP System in CateringCecile Falculan-AnteNo ratings yet
- Animal Nutrition ANN 212Document64 pagesAnimal Nutrition ANN 212mfmalikNo ratings yet
- NZVJ Checklist For Submissions 2010 0Document1 pageNZVJ Checklist For Submissions 2010 0mfmalikNo ratings yet
- Animal Identification Systems: Dr. FarooqDocument15 pagesAnimal Identification Systems: Dr. FarooqmfmalikNo ratings yet
- Animal Identification Systems: Dr. FarooqDocument15 pagesAnimal Identification Systems: Dr. FarooqmfmalikNo ratings yet
- Animal Identification Systems: Dr. FarooqDocument15 pagesAnimal Identification Systems: Dr. FarooqmfmalikNo ratings yet