You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Simultaneous Use of Two or More Friction Stir Welding ToolsDocument6 pagesThe Simultaneous Use of Two or More Friction Stir Welding ToolsrobertalhaNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Friction Stir Welding-Process Developmentannd VariantDocument21 pagesFriction Stir Welding-Process Developmentannd VariantrobertalhaNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Friction Stir Welding Twin Tool Twin Tool MainaxleDocument1 pageFriction Stir Welding Twin Tool Twin Tool MainaxlerobertalhaNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Friction Stir Welding Twin Tool ColletDocument1 pageFriction Stir Welding Twin Tool ColletrobertalhaNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Friction Stir Welding Twin Tool Twin Tool ToolDocument1 pageFriction Stir Welding Twin Tool Twin Tool ToolrobertalhaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Friction Stir Welding Shridhar Rev-1Document26 pagesFriction Stir Welding Shridhar Rev-1robertalhaNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Friction Stir Welding Twin Tool Twin Tool SideaxleDocument1 pageFriction Stir Welding Twin Tool Twin Tool SideaxlerobertalhaNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Friction Stir WeldingDocument43 pagesFriction Stir WeldingrobertalhaNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Friction Stir Welding Twin Tool Twin Tool ViewsDocument1 pageFriction Stir Welding Twin Tool Twin Tool ViewsrobertalhaNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
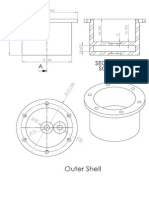
- Friction Stir Welding Twin Tool Twin Tool Outer ShellDocument1 pageFriction Stir Welding Twin Tool Twin Tool Outer ShellrobertalhaNo ratings yet
- Friction Stir Welding Twin Tool FlywheelDocument1 pageFriction Stir Welding Twin Tool FlywheelrobertalhaNo ratings yet
- Friction Stir Welding Twin Tool GearDocument1 pageFriction Stir Welding Twin Tool GearrobertalhaNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Friction Stir Welding ThesisDocument63 pagesFriction Stir Welding Thesisrobertalha80% (5)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Friction Stir Welding Twin Tool 1020ball BearingDocument1 pageFriction Stir Welding Twin Tool 1020ball BearingrobertalhaNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Friction Stir WeldingDocument43 pagesFriction Stir WeldingrobertalhaNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Friction Stir Welding-Process Developmentannd VariantDocument21 pagesFriction Stir Welding-Process Developmentannd VariantrobertalhaNo ratings yet
- Friction Stir Welding Twin Tool Twin Tool ViewsDocument1 pageFriction Stir Welding Twin Tool Twin Tool ViewsrobertalhaNo ratings yet
- The Simultaneous Use of Two or More Friction Stir Welding ToolsDocument6 pagesThe Simultaneous Use of Two or More Friction Stir Welding ToolsrobertalhaNo ratings yet
- Friction Stir Welding Twin Tool Twin Tool ToolDocument1 pageFriction Stir Welding Twin Tool Twin Tool ToolrobertalhaNo ratings yet
- Friction Stir Welding Twin Tool Twin Tool SideaxleDocument1 pageFriction Stir Welding Twin Tool Twin Tool SideaxlerobertalhaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Friction Stir Welding Twin Tool FlywheelDocument1 pageFriction Stir Welding Twin Tool FlywheelrobertalhaNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Friction Stir Welding Twin Tool Twin Tool Outer ShellDocument1 pageFriction Stir Welding Twin Tool Twin Tool Outer ShellrobertalhaNo ratings yet
- Friction Stir Welding Shridhar Rev-1Document26 pagesFriction Stir Welding Shridhar Rev-1robertalhaNo ratings yet
- Friction Stir Welding Twin Tool Twin Tool MainaxleDocument1 pageFriction Stir Welding Twin Tool Twin Tool MainaxlerobertalhaNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Friction Stir Welding Twin Tool ColletDocument1 pageFriction Stir Welding Twin Tool ColletrobertalhaNo ratings yet
- Friction Stir Welding ThesisDocument63 pagesFriction Stir Welding Thesisrobertalha80% (5)
- Friction Stir Welding Twin Tool GearDocument1 pageFriction Stir Welding Twin Tool GearrobertalhaNo ratings yet
- Friction Stir Welding Twin Tool 1020ball BearingDocument1 pageFriction Stir Welding Twin Tool 1020ball BearingrobertalhaNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Friction Stir Welding RS REPORT-1 (17th April 13)Document52 pagesFriction Stir Welding RS REPORT-1 (17th April 13)robertalha100% (1)
- Friction Stir Welding Report Ent111Document45 pagesFriction Stir Welding Report Ent111robertalhaNo ratings yet
- TIGAS Haldor TopsoeDocument25 pagesTIGAS Haldor TopsoeGabriele CentiNo ratings yet
- Recyclingand Reuseof TextileDocument47 pagesRecyclingand Reuseof TextileRey100% (1)
- Natural Fertilizer FormulationDocument11 pagesNatural Fertilizer Formulationsyamsu alamNo ratings yet
- Polymer CharacterizationDocument29 pagesPolymer CharacterizationCarlos Miguel Dacaimat0% (1)
- Bioplastic ProjectDocument15 pagesBioplastic ProjectSarthak Verma100% (1)
- Exp 2 Protein DeterminationDocument5 pagesExp 2 Protein DeterminationNur Fadhilah100% (1)
- Catalog of Harbison-Walker Refractories CO, Pittsburgh PA 1908Document188 pagesCatalog of Harbison-Walker Refractories CO, Pittsburgh PA 1908iMiklaeNo ratings yet
- Colorimeter Principle PDFDocument2 pagesColorimeter Principle PDFNicholasNo ratings yet
- Research Cold StorageDocument6 pagesResearch Cold StorageApivit MalichaiNo ratings yet
- ATP WorksheetDocument5 pagesATP WorksheetRyan De AlloNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- LS DYNA Aerospace Working Group Modeling Guidelines Document Version 19 1 Dated June 28, 2019 PDFDocument252 pagesLS DYNA Aerospace Working Group Modeling Guidelines Document Version 19 1 Dated June 28, 2019 PDFЮрий НовожиловNo ratings yet
- I-Chem Solution SDN BHD: Bmsolution Safety Data SheetDocument5 pagesI-Chem Solution SDN BHD: Bmsolution Safety Data SheetAmirHakimRusliNo ratings yet
- Mark Scheme (Results) Summer 2015: GCE Chemistry (6CH01/01) The Core Principles of ChemistryDocument21 pagesMark Scheme (Results) Summer 2015: GCE Chemistry (6CH01/01) The Core Principles of ChemistryAmeenIbrahimNo ratings yet
- Properties of Fluids: Lecture - 1Document40 pagesProperties of Fluids: Lecture - 1Nawaz441No ratings yet
- Ammonia Synthesis Process OverviewDocument31 pagesAmmonia Synthesis Process OverviewKhalid AkNo ratings yet
- Distillation Columns PDFDocument40 pagesDistillation Columns PDFJithuJohn86% (7)
- Selective Laser SinteringDocument24 pagesSelective Laser SinteringRahul GandhiNo ratings yet
- Solubility - WikipediaDocument14 pagesSolubility - Wikipediatsvmpm1765No ratings yet
- Dhuime Et Al. 2012 - ScienceDocument4 pagesDhuime Et Al. 2012 - ScienceLady Johana Buritica CortesNo ratings yet
- Effect of Sugarmill On Soil of DoiwalaDocument11 pagesEffect of Sugarmill On Soil of DoiwalaBilal BhatNo ratings yet
- Heat Exchanger Mid-Term ReportDocument18 pagesHeat Exchanger Mid-Term ReportkoanakistNo ratings yet
- 2 MS ElectrochemistryDocument7 pages2 MS ElectrochemistrysachinNo ratings yet
- Booklet 2 Topic 1Document61 pagesBooklet 2 Topic 1Sarah Al ObaidanNo ratings yet
- Dental Materials: Metals (Alloys) Non-MetalsDocument32 pagesDental Materials: Metals (Alloys) Non-MetalsShahriar honarmandNo ratings yet
- Tea Processing: How Leaves Become Black Tea in 4 StepsDocument27 pagesTea Processing: How Leaves Become Black Tea in 4 StepsSaidur Rahman KhanNo ratings yet
- Glass Fibre: Historical BackgroundDocument11 pagesGlass Fibre: Historical Backgroundapi-19731065100% (1)
- All Safe CatalogDocument94 pagesAll Safe CatalogSimon Robinson100% (1)
- Chapter 13 Oil Based MudsDocument65 pagesChapter 13 Oil Based Mudsمحمد أحمد عبداللطيفNo ratings yet
- Project Carburizing Lupu Stefan EnglezaDocument5 pagesProject Carburizing Lupu Stefan EnglezaStefan LupuNo ratings yet
- Medical Entrance Exam AnswersDocument24 pagesMedical Entrance Exam AnswersSanskruti ChavanNo ratings yet
- Eat That Frog!: 21 Great Ways to Stop Procrastinating and Get More Done in Less TimeFrom EverandEat That Frog!: 21 Great Ways to Stop Procrastinating and Get More Done in Less TimeRating: 4.5 out of 5 stars4.5/5 (3224)
- The Gentle Art of Swedish Death Cleaning: How to Free Yourself and Your Family from a Lifetime of ClutterFrom EverandThe Gentle Art of Swedish Death Cleaning: How to Free Yourself and Your Family from a Lifetime of ClutterRating: 4 out of 5 stars4/5 (467)
- How to Keep House While Drowning: A Gentle Approach to Cleaning and OrganizingFrom EverandHow to Keep House While Drowning: A Gentle Approach to Cleaning and OrganizingRating: 4.5 out of 5 stars4.5/5 (844)
- The Martha Manual: How to Do (Almost) EverythingFrom EverandThe Martha Manual: How to Do (Almost) EverythingRating: 4 out of 5 stars4/5 (11)
- Lightly: How to Live a Simple, Serene & Stress-free LifeFrom EverandLightly: How to Live a Simple, Serene & Stress-free LifeRating: 4 out of 5 stars4/5 (12)
- How To Win Friends And Influence PeopleFrom EverandHow To Win Friends And Influence PeopleRating: 4.5 out of 5 stars4.5/5 (6510)
- The Encyclopedia of Spices & Herbs: An Essential Guide to the Flavors of the WorldFrom EverandThe Encyclopedia of Spices & Herbs: An Essential Guide to the Flavors of the WorldRating: 3.5 out of 5 stars3.5/5 (5)
- Plant Based Sauces and Dips Recipes: Beginner’s Cookbook to Healthy Plant-Based EatingFrom EverandPlant Based Sauces and Dips Recipes: Beginner’s Cookbook to Healthy Plant-Based EatingRating: 4.5 out of 5 stars4.5/5 (20)