You might also like
- AEA - 30 anos: a Associação Brasileira de Engenharia Automotiva e sua históriaFrom EverandAEA - 30 anos: a Associação Brasileira de Engenharia Automotiva e sua históriaNo ratings yet
- Exercício de fresa FANUC 0iMDocument344 pagesExercício de fresa FANUC 0iMFabio AlvesNo ratings yet
- Programador e Operador de Torno A CNC - FudamentosDocument58 pagesProgramador e Operador de Torno A CNC - FudamentosLuiz Cezario0% (1)
- Manual de Operaçaõ INDEXDocument51 pagesManual de Operaçaõ INDEXJulian Fernando FerrariNo ratings yet
- Manual Do CNC - ProteutornoDocument97 pagesManual Do CNC - ProteutornoRogérioSouzaNo ratings yet
- CNC Basico Guia Do FormadorDocument112 pagesCNC Basico Guia Do FormadorÂngelaCorreiaNo ratings yet
- TORNOS CNC. Centur 30D Centur 35D PDFDocument12 pagesTORNOS CNC. Centur 30D Centur 35D PDFGuilhermePlacidoNo ratings yet
- Exercício de Torno Fanuc 0iDocument72 pagesExercício de Torno Fanuc 0icar_lin100% (1)
- Introdução Ao CNCDocument51 pagesIntrodução Ao CNCTONY BACKNo ratings yet
- Torno CNC Romi - 170gDocument8 pagesTorno CNC Romi - 170gRenan SittaNo ratings yet
- Instruções de operação e manutenção da máquina de retificação RT2550Document90 pagesInstruções de operação e manutenção da máquina de retificação RT2550Thiago Gomes100% (1)
- Avaliação - CENTRO CNC 2011 - para Os Alunos para o CAIDocument5 pagesAvaliação - CENTRO CNC 2011 - para Os Alunos para o CAIDabynael ChinaquiNo ratings yet
- Apostila de Centro de Usin CNC 300 Pags Dez 09Document300 pagesApostila de Centro de Usin CNC 300 Pags Dez 09Marcio CoelhoNo ratings yet
- Principais defeitos smartphonesDocument12 pagesPrincipais defeitos smartphonesasouza10No ratings yet
- Apostila Curso CNCDocument108 pagesApostila Curso CNCGerson FreibergerNo ratings yet
- CNC - Lista de Exercicios1Document10 pagesCNC - Lista de Exercicios1marcelowagner19No ratings yet
- Exercicio 4 PDF MastercamDocument1 pageExercicio 4 PDF Mastercamfernando_britesNo ratings yet
- Manual de Manutenção Linha DiscoveryDocument62 pagesManual de Manutenção Linha DiscoveryvijuniorNo ratings yet
- Análise da qualidade de furos por fresamento helicoidal interpoladoDocument103 pagesAnálise da qualidade de furos por fresamento helicoidal interpoladoV_VicNo ratings yet
- CNCProteo Manual de Operacao TornoDocument82 pagesCNCProteo Manual de Operacao TornoJoao RobertoNo ratings yet
- R94860-1 - Frente - Verso - Branco - Manual de Programação Siemens 810dDocument92 pagesR94860-1 - Frente - Verso - Branco - Manual de Programação Siemens 810drodrigoNo ratings yet
- Curso de Mastercam x6Document44 pagesCurso de Mastercam x6Gabriel Henrique0% (1)
- Manual de Torno 01 - 08 - 2013Document85 pagesManual de Torno 01 - 08 - 2013Jair Aguiar100% (1)
- Apostila Programação e Op - de Centro de Us. Fanuc-SiemensDocument97 pagesApostila Programação e Op - de Centro de Us. Fanuc-SiemensMário Sérgio da SilvaNo ratings yet
- Manual Siemens Sinumerik 810DDocument127 pagesManual Siemens Sinumerik 810DMetodos E ProcessosNo ratings yet
- Treinamento CNC torno Fagor 8055Document57 pagesTreinamento CNC torno Fagor 8055Joao Henrique100% (1)
- Apostila - Operação e Programação - Centro de Usinagem - FanucDocument88 pagesApostila - Operação e Programação - Centro de Usinagem - FanucVerysus IndeedNo ratings yet
- Catalogo Romi PDFDocument80 pagesCatalogo Romi PDFFreddy Mamani Atayupanqui100% (1)
- Manual de ManutençãoDocument64 pagesManual de ManutençãoWanderson FIALHONo ratings yet
- Manual de Operacao Discovery 760Document22 pagesManual de Operacao Discovery 760Matheus ManciniNo ratings yet
- Ciclos de torno para desbaste e faceamentoDocument63 pagesCiclos de torno para desbaste e faceamentojeffsouza2012No ratings yet
- Fagor 55 ProgDocument41 pagesFagor 55 ProgErasmo AmorimNo ratings yet
- Configuração e operação manual da máquina Wotan Fagor 8050Document28 pagesConfiguração e operação manual da máquina Wotan Fagor 8050Helio E. Christ100% (1)
- Romi - Funções Miscelâneas Ou AuxiliaresDocument5 pagesRomi - Funções Miscelâneas Ou AuxiliaresMatheus Lima de SouzaNo ratings yet
- Apostila CNCDocument383 pagesApostila CNCventooesteNo ratings yet
- Torno CNC - Romi Comando MachDocument37 pagesTorno CNC - Romi Comando Machjosezumino100% (1)
- Ds Romi GL 240 280 Po Ap 042016 Baixa PDFDocument12 pagesDs Romi GL 240 280 Po Ap 042016 Baixa PDFJulian Fernando Ferrari100% (1)
- Plano de Manutenção Furadeira RadialDocument1 pagePlano de Manutenção Furadeira RadialFredson BarrosNo ratings yet
- Trabalho PlainaDocument49 pagesTrabalho PlainaHenry HcNo ratings yet
- Apostila Sinutrain TorneamentoDocument762 pagesApostila Sinutrain TorneamentoAnderson FerreiraNo ratings yet
- Programas paramétricos G-CodeDocument9 pagesProgramas paramétricos G-CodeVagner Aux CadNo ratings yet
- HD2200 PT PDFDocument512 pagesHD2200 PT PDFJosé Francisco Ramos Teixeira100% (1)
- Apostila de Operação Do Centro de UsinagemDocument54 pagesApostila de Operação Do Centro de UsinagemMichael Felipe FerreiraNo ratings yet
- Manual de Programação E Operação: LINHA GL 250 / 300 / 350 / 450 T / M / My I-Hmi Fanuc 0I-TfDocument254 pagesManual de Programação E Operação: LINHA GL 250 / 300 / 350 / 450 T / M / My I-Hmi Fanuc 0I-TfMoisés HenriquesNo ratings yet
- Comando Numérico ComputadorizadoDocument114 pagesComando Numérico Computadorizadopissini-1100% (1)
- Fdocumentos - Tips Apostila de Torno CNC Senai BrasDocument98 pagesFdocumentos - Tips Apostila de Torno CNC Senai BrasCristhian HonoratoNo ratings yet
- Calculando rpm e gpmDocument6 pagesCalculando rpm e gpmAlison DenizeNo ratings yet
- Fresadora: Características, Partes y FuncionamientoDocument23 pagesFresadora: Características, Partes y FuncionamientoEtivaldoRodriguesCgNo ratings yet
- CNC 8055 ideal para grandes linhas de produçãoDocument17 pagesCNC 8055 ideal para grandes linhas de produçãovinicar13No ratings yet
- Treinamento MasterCam XDocument26 pagesTreinamento MasterCam XEdson SawadaNo ratings yet
- SENAI LAPINHA FRESAMENTODocument32 pagesSENAI LAPINHA FRESAMENTOteku33No ratings yet
- Manual Booster Oil LevelDocument5 pagesManual Booster Oil LevelRubens Claro AntonioNo ratings yet
- 2017caderno de Exercícios Siemens PDFDocument44 pages2017caderno de Exercícios Siemens PDFValter Lima100% (1)
- Manual de programação e operação da linha Centur CNC Siemens 802DDocument134 pagesManual de programação e operação da linha Centur CNC Siemens 802DMichelgrandaoNo ratings yet
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoFrom EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoNo ratings yet
- AutomaçaoDocument41 pagesAutomaçaoRogério CarrielNo ratings yet
- Práticas OficinaisDocument123 pagesPráticas OficinaisRui HenriquesNo ratings yet
- Guerra Junqueiro - BiografiaDocument2 pagesGuerra Junqueiro - BiografiaRui HenriquesNo ratings yet
- Issuu Down - PHP Url Http://issuu10Document33 pagesIssuu Down - PHP Url Http://issuu10Rui HenriquesNo ratings yet
- FresaDocument1 pageFresaRui HenriquesNo ratings yet
- Up0049 Uniao de ComponentesDocument22 pagesUp0049 Uniao de ComponentesRui HenriquesNo ratings yet
- Horários 37 01 06 2015Document1 pageHorários 37 01 06 2015Rui HenriquesNo ratings yet
- Mangueiras Hidráulicas ManualDocument30 pagesMangueiras Hidráulicas Manualfrancopicoli8452100% (2)
- Torno CNC BasicoDocument21 pagesTorno CNC BasicoRui HenriquesNo ratings yet
- Peça Regional 2004Document1 pagePeça Regional 2004Rui HenriquesNo ratings yet
- Torno CNC BasicoDocument21 pagesTorno CNC BasicoRui HenriquesNo ratings yet
- CadernoTecnico 01Document8 pagesCadernoTecnico 01Nuno HenriquesNo ratings yet
- Iefp Cam M6Document17 pagesIefp Cam M6Rui HenriquesNo ratings yet
- Aplainamento: operações de usinagem com plainasDocument11 pagesAplainamento: operações de usinagem com plainasRui HenriquesNo ratings yet
- Aplainamento: operações de usinagem com plainasDocument11 pagesAplainamento: operações de usinagem com plainasRui HenriquesNo ratings yet
- 0231754bd88842a38f80e3a4049f6f06 (1)Document58 pages0231754bd88842a38f80e3a4049f6f06 (1)Rui HenriquesNo ratings yet
- Valvulas e Sistemas de Alivio de Pressao FormadorDocument112 pagesValvulas e Sistemas de Alivio de Pressao FormadorRui HenriquesNo ratings yet
- Textos Apoio Roscagem CepraDocument25 pagesTextos Apoio Roscagem CepraRui HenriquesNo ratings yet
- Textos Apoio Roscagem Moldes Projeto DelfimDocument6 pagesTextos Apoio Roscagem Moldes Projeto DelfimRui HenriquesNo ratings yet
- Textos Apoio Roscagem Interior Capa TelecursoDocument1 pageTextos Apoio Roscagem Interior Capa TelecursoRui HenriquesNo ratings yet
- Iefp Cam M4Document22 pagesIefp Cam M4Rui HenriquesNo ratings yet
- Iefp Cam M6Document17 pagesIefp Cam M6Rui HenriquesNo ratings yet
- Iefp Cam M3Document20 pagesIefp Cam M3Rui HenriquesNo ratings yet
- Iefp Cam M8Document12 pagesIefp Cam M8Rui HenriquesNo ratings yet
- Iefp Cam M7Document15 pagesIefp Cam M7Rui HenriquesNo ratings yet
- Iefp Cam M5Document54 pagesIefp Cam M5Rui HenriquesNo ratings yet
- Iefp Cam M7Document15 pagesIefp Cam M7Rui HenriquesNo ratings yet
- Iefp Cam M2Document97 pagesIefp Cam M2Rui HenriquesNo ratings yet
- Iefp Cam M3Document20 pagesIefp Cam M3Rui HenriquesNo ratings yet
- Revista Máquinas e Metais - TECMECÂNICO - O Espaço Do Profissional Da MecânicaDocument1 pageRevista Máquinas e Metais - TECMECÂNICO - O Espaço Do Profissional Da MecânicaRui HenriquesNo ratings yet
- CFW500 - PUMP GENIUS - Manual de Aplicação para Multibombas SingleDrive R00 P 10002593273Document97 pagesCFW500 - PUMP GENIUS - Manual de Aplicação para Multibombas SingleDrive R00 P 10002593273Renato AmorimNo ratings yet
- TNA 5781 Prot Rad Lista ExercíciosDocument8 pagesTNA 5781 Prot Rad Lista ExercíciosEwerton CostadelleNo ratings yet
- Aula 16 - T. Resíduos, Classificação de SingularidadesDocument7 pagesAula 16 - T. Resíduos, Classificação de SingularidadesExpainNo ratings yet
- A Arte Dos Ruidos Luigi Russolo TraducaDocument7 pagesA Arte Dos Ruidos Luigi Russolo TraducaLuiz Henrique GehlenNo ratings yet
- Métodos GeofísicosDocument17 pagesMétodos GeofísicosDaniel ManjoroNo ratings yet
- Algoritmo OctaveDocument14 pagesAlgoritmo OctavejpaulocregoNo ratings yet
- Exercícios Resolvidos - Flexão PuraDocument91 pagesExercícios Resolvidos - Flexão PuraToMatos Matos50% (2)
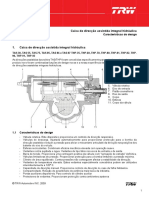
- Caixa de Direção Hidraúlica TRWDocument32 pagesCaixa de Direção Hidraúlica TRWanon_16093063586% (7)
- Processo de Usinagem IDocument5 pagesProcesso de Usinagem ISamuel SampaioNo ratings yet
- Introdução à Química do CarbonoDocument20 pagesIntrodução à Química do CarbonoJuliana SilvaNo ratings yet
- Sistemas de PressaoDocument30 pagesSistemas de PressaoFelippe Matias RochaNo ratings yet
- Dicas de Como Usar Os Números GrabovoyDocument2 pagesDicas de Como Usar Os Números GrabovoyDírlei JúniorNo ratings yet
- As propriedades e usos das argilasDocument2 pagesAs propriedades e usos das argilasFabio Dos AnjosNo ratings yet
- Exercícios de Cinemática 01Document4 pagesExercícios de Cinemática 01Marcos GuilhermeNo ratings yet
- Circuitos PneumáticosDocument45 pagesCircuitos Pneumáticospaulomarques22No ratings yet
- Ms TC 26lx80lbDocument61 pagesMs TC 26lx80lbjocimar1000No ratings yet
- NBR 14489 - Motor Diesel - Analise E Determinacao Dos Gases E Do Material Particulado Emitidos PoDocument42 pagesNBR 14489 - Motor Diesel - Analise E Determinacao Dos Gases E Do Material Particulado Emitidos Poengenheiromarcelo0100% (2)
- Exercícios ExtraDocument2 pagesExercícios ExtraCarleones de SiqueiraNo ratings yet
- EletroquimicaDocument10 pagesEletroquimicafelpson jamestownNo ratings yet
- Nova Apostila de Gênese Do SoloDocument104 pagesNova Apostila de Gênese Do SoloAnonymous 1FAJCknl8No ratings yet
- Enfermagem no Centro CirúrgicoDocument52 pagesEnfermagem no Centro CirúrgicoIsabella RodriguesNo ratings yet
- Visão mediúnica: a clarividência e a vidênciaDocument2 pagesVisão mediúnica: a clarividência e a vidênciaJoao PerdigaoNo ratings yet
- Fornecimento em tensão secundáriaDocument117 pagesFornecimento em tensão secundáriaCarajo PiconNo ratings yet
- Dicionário de Áudio com mais de 100 termos explicadosDocument0 pagesDicionário de Áudio com mais de 100 termos explicadosDeyvid MartinsNo ratings yet
- Apostila de Usinagem CompletaDocument160 pagesApostila de Usinagem CompletaamorimmarianaNo ratings yet
- Roteiro para Aula Pratica Associação de Resistores 2013Document5 pagesRoteiro para Aula Pratica Associação de Resistores 2013Fernando Ferreira De AlmeidaNo ratings yet
- Composição e Atividades Antioxidante e Antimicrobiana Dos Óleos Essenciais deDocument8 pagesComposição e Atividades Antioxidante e Antimicrobiana Dos Óleos Essenciais deamanaNo ratings yet
- Coeficiente de Poisson emDocument13 pagesCoeficiente de Poisson emKarla DubbersteinNo ratings yet
- G120 - Function Manual - G120 - PT PDFDocument258 pagesG120 - Function Manual - G120 - PT PDFdavi100% (1)
- Aula 09 - Ressalto HidrálicoDocument18 pagesAula 09 - Ressalto HidrálicoBrenno MartinsNo ratings yet