You might also like
- B041843102DM11601 Criterios Diseño MecánicaDocument33 pagesB041843102DM11601 Criterios Diseño MecánicaSamuel CortezNo ratings yet
- ENERGIA GeotermicaDocument22 pagesENERGIA GeotermicaSamuel CortezNo ratings yet
- Energia HidraulicaDocument26 pagesEnergia HidraulicaSamuel CortezNo ratings yet
- Energía EólicaDocument18 pagesEnergía EólicaSamuel CortezNo ratings yet
- 2.8.6 Diagramas Isotérmicos de TuberíaDocument5 pages2.8.6 Diagramas Isotérmicos de TuberíaSamuel CortezNo ratings yet
- Ut4 Diagramas de ProcesosDocument2 pagesUt4 Diagramas de ProcesosJorge GutierrezNo ratings yet
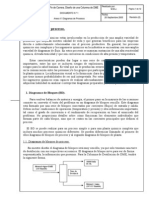
- Esquemas de ControlDocument32 pagesEsquemas de ControlBradleyMc100% (6)
- Energia MareomotrizDocument15 pagesEnergia MareomotrizSamuel CortezNo ratings yet
- Energía EólicaDocument18 pagesEnergía EólicaSamuel CortezNo ratings yet
- Esquemas de ControlDocument32 pagesEsquemas de ControlBradleyMc100% (6)
- Diagramas de Flujo PDFDocument12 pagesDiagramas de Flujo PDFGabriel F Rueda100% (1)
- 2.8.6 Diagramas Isotérmicos de TuberíaDocument5 pages2.8.6 Diagramas Isotérmicos de TuberíaSamuel CortezNo ratings yet
- Energia MareomotrizDocument15 pagesEnergia MareomotrizSamuel CortezNo ratings yet
- Energia SolarDocument16 pagesEnergia SolarSamuel CortezNo ratings yet
- Manual Del UsuarioDocument5 pagesManual Del UsuarioSamuel CortezNo ratings yet
- IntroducciónDocument9 pagesIntroducciónSamuel CortezNo ratings yet
- Proyecto Completo TotalDocument50 pagesProyecto Completo TotalSamuel CortezNo ratings yet
- Diagramas P&IDDocument43 pagesDiagramas P&IDCarlitos Ramirez82% (11)
- Configuración Del RouterDocument1 pageConfiguración Del RouterSamuel CortezNo ratings yet
- Exposicion RicardoDocument1 pageExposicion RicardoSamuel CortezNo ratings yet
- JesusDocument2 pagesJesusSamuel CortezNo ratings yet
- JesusDocument2 pagesJesusSamuel CortezNo ratings yet
- TeoriaDocument1 pageTeoriaSamuel CortezNo ratings yet
- CONCLUSIÓNDocument1 pageCONCLUSIÓNSamuel CortezNo ratings yet
- Portada 3Document1 pagePortada 3Samuel CortezNo ratings yet
- Motores PrimariosDocument1 pageMotores PrimariosSamuel CortezNo ratings yet
- Teoria de Fallas2Document7 pagesTeoria de Fallas2Samuel CortezNo ratings yet
- Portada 2Document1 pagePortada 2Samuel CortezNo ratings yet
- Port AdaDocument1 pagePort AdaSamuel CortezNo ratings yet
- Derechos PersonalesDocument5 pagesDerechos PersonalesCARLOS ROBERTO ZAMORA LOZADANo ratings yet
- Entrenamiento y Capacidad Profesional ZZDocument3 pagesEntrenamiento y Capacidad Profesional ZZP.r. JHuber0% (1)
- Uladech Grupoa ARITMETICA 1Document2 pagesUladech Grupoa ARITMETICA 1Clara RojasNo ratings yet
- Implementación de Una en El Sector Público: Ing. Ysmael Ormeño ZenderDocument10 pagesImplementación de Una en El Sector Público: Ing. Ysmael Ormeño ZenderWilber Ccahuana BernaolaNo ratings yet
- Actualizacion EspDocument7 pagesActualizacion EspLis Borda MuñozNo ratings yet
- El Negocio de La Siesta Llega A MadridDocument2 pagesEl Negocio de La Siesta Llega A MadridMaiteNo ratings yet
- Existencia Del Fotón PDFDocument16 pagesExistencia Del Fotón PDFErika MuñozNo ratings yet
- Cartillas DiocesanaDocument38 pagesCartillas DiocesanaDiego VillalbaNo ratings yet
- Ensayo SIMCE 1Document6 pagesEnsayo SIMCE 1Giselle Valenzuela SilvaNo ratings yet
- Mentes ParalelasDocument3 pagesMentes ParalelasCOLUJONo ratings yet
- Tesis de Comercio ElectronicoDocument43 pagesTesis de Comercio ElectronicoJoseLuisSotoNo ratings yet
- Ciencia y EsterilizaciónDocument31 pagesCiencia y EsterilizaciónSergio Andres Serrano JoyaNo ratings yet
- Fase 3 - Analizar Modelos de Evaluación - CARLOS MOTTADocument12 pagesFase 3 - Analizar Modelos de Evaluación - CARLOS MOTTACARLOS FELIPE MOTTA MONJENo ratings yet
- Sesion 04. Analisis CriticoDocument3 pagesSesion 04. Analisis CriticoELIANA CRISANTO AREVALONo ratings yet
- HemorragiasDocument6 pagesHemorragiasramiro alejandro miranda montesNo ratings yet
- Motivacion y Frustración LaboralDocument39 pagesMotivacion y Frustración LaboralGerman BenuzziNo ratings yet
- Historia de La Escuela Amable ArauzDocument2 pagesHistoria de La Escuela Amable ArauzMauricio Pilataxi67% (3)
- Capítulo 1: La EvaluaciónDocument5 pagesCapítulo 1: La EvaluaciónJose BCNo ratings yet
- AmMaNoguez SustentabilidadDocument4 pagesAmMaNoguez SustentabilidadJosé Antonio Padilla de la PeñaNo ratings yet
- La Mesopotamia Se Encuentra Entre Los Ríos Éufrates y TigrisDocument6 pagesLa Mesopotamia Se Encuentra Entre Los Ríos Éufrates y TigrisMarks Villanueva LopezNo ratings yet
- Quién Es JesucristoDocument3 pagesQuién Es JesucristoMiriam Monjardin LizarragaNo ratings yet
- ZUKERFELD, Mariano, "Todo Lo Que Usted Siempre Quiso Saber Sobre Internet Pero Nunca Se Atrevió A Googlear", Edición de Hipersociología, 2009Document30 pagesZUKERFELD, Mariano, "Todo Lo Que Usted Siempre Quiso Saber Sobre Internet Pero Nunca Se Atrevió A Googlear", Edición de Hipersociología, 2009FlaviaNo ratings yet
- Guía Proceso de Lectura - Cuentos Latinoamericanos - 2º MedioDocument5 pagesGuía Proceso de Lectura - Cuentos Latinoamericanos - 2º MedioPamela Andrea Puentes GrezNo ratings yet
- Res. 01 Exp. 1376-2021Document2 pagesRes. 01 Exp. 1376-2021abigail mezaNo ratings yet
- Proyecto Canary WharfDocument18 pagesProyecto Canary WharfJoyce Condori Mozo100% (1)
- Proyecto OratoriaDocument11 pagesProyecto OratoriaAlondra NavarroNo ratings yet
- Monografia Teoria CausalidadDocument8 pagesMonografia Teoria CausalidadPauLedesmaNo ratings yet
- ECONOMIA Clase 4 El Proceso Económico 3° AñoDocument11 pagesECONOMIA Clase 4 El Proceso Económico 3° AñoCool GamesNo ratings yet
- La Influencia de Las Ideas Filosóficas en La Historia de EuropaDocument5 pagesLa Influencia de Las Ideas Filosóficas en La Historia de Europajuli44_30No ratings yet
- Jesus by Benedicto XVIDocument17 pagesJesus by Benedicto XVIBlanca E. Aranguren G.No ratings yet