You might also like
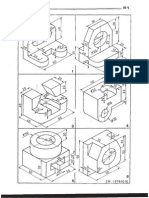
- Exercicios 1 - ProjecçõesDocument1 pageExercicios 1 - ProjecçõesBF7No ratings yet
- Grandezas FísicasDocument92 pagesGrandezas FísicasBF7No ratings yet
- Grandezas FísicasDocument92 pagesGrandezas FísicasBF7No ratings yet
- Cálculo Da Dilatação TérmicaDocument3 pagesCálculo Da Dilatação TérmicaBF7No ratings yet
- Cascata de Energia e A Escala de KolmogorovDocument12 pagesCascata de Energia e A Escala de KolmogorovJaqueline KnaakNo ratings yet
- Apostila Spaece 2º Ano MatDocument54 pagesApostila Spaece 2º Ano Matdannieli araujoNo ratings yet
- TAL439 Aula 6Document29 pagesTAL439 Aula 6Ana Alice Z VenturinNo ratings yet
- Aula 10 - Introdução À EletropneumáticaDocument16 pagesAula 10 - Introdução À EletropneumáticaBruno FonsecaNo ratings yet
- C8 N2 RoteiroDocument19 pagesC8 N2 RoteiroNickerson OliveiraNo ratings yet
- A Função GamaDocument13 pagesA Função GamaCPauloFreitasNo ratings yet
- Máquina para Solda MIG/MAG Voonder MM 251Document36 pagesMáquina para Solda MIG/MAG Voonder MM 251Alexandre S. CorrêaNo ratings yet
- MERCÚRIODocument2 pagesMERCÚRIOCamila OliveiraNo ratings yet
- Arte Depois Da FilosofiaDocument17 pagesArte Depois Da FilosofiaRadael JuniorNo ratings yet
- Lista FinalDocument10 pagesLista FinalLuis Marcus AlmeidaNo ratings yet
- Gerenciamento de Riscos - e BookDocument44 pagesGerenciamento de Riscos - e BookCristiano Soares Drescher100% (1)
- Guia para Iluminação Pública Vol. 1 - PUCRSDocument46 pagesGuia para Iluminação Pública Vol. 1 - PUCRSWalber MoraisNo ratings yet
- Lista 3Document2 pagesLista 3Luiz ViniciusNo ratings yet
- Aula EesDocument27 pagesAula EesWillian H. RodriguesNo ratings yet
- Bacharelado em Filosofia UERJ - GradeDocument1 pageBacharelado em Filosofia UERJ - GradeRodrigo Balthar FurmanNo ratings yet
- Projeto 2 - ElétricoDocument1 pageProjeto 2 - ElétricoAlexandre Thomaz SedlacekNo ratings yet
- Têmpera e EsferoidizaçãoDocument22 pagesTêmpera e EsferoidizaçãoNeto CateringerNo ratings yet
- SERVICE MANUAL PORT - HELIX CAP 9 10 11 12 Rev6Document28 pagesSERVICE MANUAL PORT - HELIX CAP 9 10 11 12 Rev6Elton Almeida100% (2)
- Santillana Dimensoes10 Solucionario Unidade3Document13 pagesSantillana Dimensoes10 Solucionario Unidade3Alexandra Enes100% (5)
- Catalogoibrel 2012Document20 pagesCatalogoibrel 2012guilhermeNo ratings yet
- Modelo Etiqueta Diamante HommelDocument2 pagesModelo Etiqueta Diamante Hommel16504950% (2)
- Aula 5 PDFDocument136 pagesAula 5 PDFFelipe ANo ratings yet
- AircraftDesign 9 EmpennageGeneralDesign - En.ptDocument16 pagesAircraftDesign 9 EmpennageGeneralDesign - En.ptJucélia NascimentoNo ratings yet
- Trabalho BioestatísticaDocument24 pagesTrabalho BioestatísticaJoao Paulo SilvaNo ratings yet
- ENVI - Atmospheric Correction ModuleDocument13 pagesENVI - Atmospheric Correction ModuleRodrigo NogueiraNo ratings yet
- Eletricidade Básica: Professora Betânia Filha Disciplina: Instalações ElétricasDocument26 pagesEletricidade Básica: Professora Betânia Filha Disciplina: Instalações ElétricasLucas༎ຶ‿༎ຶNo ratings yet
- Banco de DadosDocument5 pagesBanco de Dadosrfldesa RafaNo ratings yet
- Amazon DynamoDBDocument1,020 pagesAmazon DynamoDBAlexandre SayeghNo ratings yet
- Sensia Urban - PresentationDocument49 pagesSensia Urban - PresentationMarcus BomfimNo ratings yet
- Catalogo Motoniveladora GR215Document64 pagesCatalogo Motoniveladora GR215Julio Mees100% (1)