You might also like
- RT Asme IxDocument3 pagesRT Asme Ixhernando gelves100% (1)
- Welder Qualification Radiography Acceptance CriteriaDocument2 pagesWelder Qualification Radiography Acceptance CriteriaKamalnath KpNo ratings yet
- ASME Section IX Welding Qualification RequirementsDocument5 pagesASME Section IX Welding Qualification Requirementskirubha_karan2000No ratings yet
- Note 7 - Welder Test - Mechanical Test and X-RayDocument29 pagesNote 7 - Welder Test - Mechanical Test and X-RayMohamad Yusuf HelmiNo ratings yet
- Asme Sec IxDocument3 pagesAsme Sec IxMd Ashikur RahmanNo ratings yet
- 2-Asme BPVC Section Ix-2013Document2 pages2-Asme BPVC Section Ix-2013Reda ElsawyNo ratings yet
- Asme Section IxDocument71 pagesAsme Section Ixranjitkumar1977100% (1)
- Asme 9 DatosDocument47 pagesAsme 9 Datosvichu_villamarNo ratings yet
- Interview ASME SEC IX & General QUESTIONSDocument45 pagesInterview ASME SEC IX & General QUESTIONSabdo50% (2)
- Enbridge Pipeline Repair Workplan Welding PDFDocument23 pagesEnbridge Pipeline Repair Workplan Welding PDFquiron2014No ratings yet
- 5welding BasicsDocument70 pages5welding BasicssreeNo ratings yet
- Asme-Ix PDFDocument9 pagesAsme-Ix PDFMuhammad ThohirNo ratings yet
- Acceptance CriteriaDocument11 pagesAcceptance Criteriarajali798890% (10)
- Asme Sec Ix-WpqDocument47 pagesAsme Sec Ix-WpqKaushal Sojitra100% (1)
- Enbridge Pipeline Repair Workplan WeldingDocument23 pagesEnbridge Pipeline Repair Workplan WeldingJesus MaestreNo ratings yet
- SECTION 20710 Flash Butt Rail Welding: Caltrain Standard SpecificationsDocument8 pagesSECTION 20710 Flash Butt Rail Welding: Caltrain Standard SpecificationsminchanmonNo ratings yet
- 6-15-0003 Rev 4Document9 pages6-15-0003 Rev 4cynideNo ratings yet
- Irst 19 2012Document65 pagesIrst 19 2012krischaever100% (1)
- 8 WeldingDocument43 pages8 WeldingLopez BetoNo ratings yet
- Wps PQR GuideDocument40 pagesWps PQR GuideBalakumar100% (10)
- Manual For Fusion Welding of Rails by The Alumino-Thermic ProcessDocument49 pagesManual For Fusion Welding of Rails by The Alumino-Thermic ProcesskrischaeverNo ratings yet
- Welding Specification for Carbon and Alloy Steel PipingDocument82 pagesWelding Specification for Carbon and Alloy Steel PipingsendelkrNo ratings yet
- Pipeline welding practices guideDocument14 pagesPipeline welding practices guideYersin Hernandez AldanNo ratings yet
- WELDINGDocument4 pagesWELDINGArputharaj Maria LouisNo ratings yet
- Module 1: Code Basics: Part QW WeldingDocument12 pagesModule 1: Code Basics: Part QW WeldingaliNo ratings yet
- 01-Visual Inspection & Welding InspectorsDocument7 pages01-Visual Inspection & Welding InspectorsSaif UllahNo ratings yet
- SB 1377Document9 pagesSB 1377Andrew KvasihinNo ratings yet
- MSEDCL technical specs for AA ACSR conductorsDocument7 pagesMSEDCL technical specs for AA ACSR conductorskamarajinNo ratings yet
- WPQTDocument10 pagesWPQTnike_y2kNo ratings yet
- Rediographic Examination ProcedureDocument6 pagesRediographic Examination ProcedureAbank RoonyNo ratings yet
- Fab & Erection Pro 20000klR1Document17 pagesFab & Erection Pro 20000klR1Gandhi OnoNo ratings yet
- Asme Sec Ix WPS PQRDocument41 pagesAsme Sec Ix WPS PQRwentroprem100% (1)
- Welder Performance Qualification WPQDocument3 pagesWelder Performance Qualification WPQramzi5ben5ahmed100% (1)
- 2 Welding Procedure 2 PDFDocument6 pages2 Welding Procedure 2 PDFMustafa MubderNo ratings yet
- Ix+ 3. (WPQ) Welding Performance QualificationsDocument7 pagesIx+ 3. (WPQ) Welding Performance QualificationsAMAL VISHNUNo ratings yet
- Welding Procedures and Welding Qualiy Control For PipingDocument17 pagesWelding Procedures and Welding Qualiy Control For PipingImam BuchairiNo ratings yet
- ASME Sec IX flashcards welding procedure and operator qualificationsDocument10 pagesASME Sec IX flashcards welding procedure and operator qualificationsqazi12No ratings yet
- Piping Shop Fabrication SpecificationDocument20 pagesPiping Shop Fabrication SpecificationAnonymous NIICRJNo ratings yet
- Receipt Inspection NS2A4Document11 pagesReceipt Inspection NS2A4islam atifNo ratings yet
- PW3Document49 pagesPW3Mujaffar ShaikhNo ratings yet
- NDT ProceduresDocument7 pagesNDT ProceduresDavid DaemmejNo ratings yet
- Radiography Examination Procedure For Asme Boiler, Pressure Vessel and PipingDocument15 pagesRadiography Examination Procedure For Asme Boiler, Pressure Vessel and PipingEko Kurniawan100% (1)
- Method Statement Pipe WeldingDocument14 pagesMethod Statement Pipe Weldingjayasjb90% (10)
- Article 4 Metodo UltrasonidoDocument24 pagesArticle 4 Metodo UltrasonidoLessly Lorena Apala RamirezNo ratings yet
- National Certified Pipe Welding Bureau Testing Event Policy and Procedure Training ProgramDocument52 pagesNational Certified Pipe Welding Bureau Testing Event Policy and Procedure Training ProgramPablo SkrocheNo ratings yet
- Piping Codes PDFDocument47 pagesPiping Codes PDFsosatlantiqueNo ratings yet
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- Transistor Electronics: Use of Semiconductor Components in Switching OperationsFrom EverandTransistor Electronics: Use of Semiconductor Components in Switching OperationsRating: 1 out of 5 stars1/5 (1)
- Tig and Plasma Welding: Process Techniques, Recommended Practices and ApplicationsFrom EverandTig and Plasma Welding: Process Techniques, Recommended Practices and ApplicationsRating: 5 out of 5 stars5/5 (1)
- Engineering Critical Assessment (ECA) for Offshore Pipeline SystemsFrom EverandEngineering Critical Assessment (ECA) for Offshore Pipeline SystemsNo ratings yet
- Screwcutting in the Lathe for Home Machinists: Reference Handbook for Both Imperial and Metric ProjectsFrom EverandScrewcutting in the Lathe for Home Machinists: Reference Handbook for Both Imperial and Metric ProjectsNo ratings yet
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- Fuzzy Control Systems Design and Analysis: A Linear Matrix Inequality ApproachFrom EverandFuzzy Control Systems Design and Analysis: A Linear Matrix Inequality ApproachNo ratings yet
- PGDD KPE 1403 09 EEL MT 002 MTO For Electrical Bulk Material Duri9Document1 pagePGDD KPE 1403 09 EEL MT 002 MTO For Electrical Bulk Material Duri9wibowo wibowoNo ratings yet
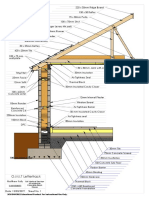
- Passive Block Foundation DrawingDocument1 pagePassive Block Foundation Drawingapi-426990805100% (1)
- Marshall Stability Test ProcedureDocument9 pagesMarshall Stability Test ProcedurePurshottam SharmaNo ratings yet
- Flare Joints in RacDocument7 pagesFlare Joints in RacRay NamuNo ratings yet
- Preparation of Steel Substrates Before PaintingDocument34 pagesPreparation of Steel Substrates Before PaintingHassan Feki100% (1)
- Utilization of Coconut Shell As Greener ConcreteDocument9 pagesUtilization of Coconut Shell As Greener ConcreteIJRASETPublicationsNo ratings yet
- Aluminium WeldingDocument2 pagesAluminium WeldingARYANo ratings yet
- L80 - Continental AlloysDocument1 pageL80 - Continental AlloysHans CohnNo ratings yet
- FRDLDocument3 pagesFRDLrameshNo ratings yet
- FD-1600 1.5 Hour Dynamic Rated Multi-Blade Fire DamperDocument6 pagesFD-1600 1.5 Hour Dynamic Rated Multi-Blade Fire DampernuqNo ratings yet
- Cost Index For ManufacturingDocument6 pagesCost Index For ManufacturingSari OctavianiNo ratings yet
- PPG AtlanticaDocument2 pagesPPG AtlanticaVincent BrassierNo ratings yet
- Katalog KarbosanDocument224 pagesKatalog KarbosanTonggo R ManikNo ratings yet
- Plug Socket Price-List 170121Document3 pagesPlug Socket Price-List 170121tesemaNo ratings yet
- Gliss Master Product SheetDocument58 pagesGliss Master Product SheetDiana JitariuNo ratings yet
- Untitled 1Document20 pagesUntitled 1Rabi Sankar MohantyNo ratings yet
- LVR-Part E Contents BWDocument220 pagesLVR-Part E Contents BWMintesnot BogaleNo ratings yet
- Sika PDS - E - Plastiment TM - 21Document2 pagesSika PDS - E - Plastiment TM - 21lwin_oo2435No ratings yet
- JURNAL PERKUATAN-CRBJulAug13 - WhiteSantosaHioe PDFDocument4 pagesJURNAL PERKUATAN-CRBJulAug13 - WhiteSantosaHioe PDFDenny Dwiputra NotoprasetioNo ratings yet
- F607OTSFP Válvula de Compuerta NibcoDocument1 pageF607OTSFP Válvula de Compuerta NibcoAlberth Rojas CastellanosNo ratings yet
- Planning, Analyzing and Designing of Staff Quaters Building by Using STAAD ProDocument12 pagesPlanning, Analyzing and Designing of Staff Quaters Building by Using STAAD ProInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Welding Consumable Control ProcedureDocument15 pagesWelding Consumable Control ProcedureJoni Carino Suni89% (9)
- Chemical Composition AluminiumDocument3 pagesChemical Composition AluminiumEmreNo ratings yet
- PCCP Pipe SpecificationsDocument22 pagesPCCP Pipe SpecificationsChief Engineer Hydro Project & Quality ControlNo ratings yet
- DKS Commercial Door Construction - 1800 SeriesDocument1 pageDKS Commercial Door Construction - 1800 SeriesFrank AllanNo ratings yet
- "Tech Notes": Stone Matrix Asphalt (SMA)Document4 pages"Tech Notes": Stone Matrix Asphalt (SMA)abdikarim_omarNo ratings yet
- PolyethyleneDocument31 pagesPolyethyleneHesham chemecology100% (1)
- BTM Catalog Tog L Loc Tooling (Non 940)Document36 pagesBTM Catalog Tog L Loc Tooling (Non 940)Abrão GarciaNo ratings yet
- WELDING PROCEDURE QUALIFICATION TRAVELERDocument8 pagesWELDING PROCEDURE QUALIFICATION TRAVELERHoangNo ratings yet
- PavementDocument11 pagesPavementJoji Ann UayanNo ratings yet