Professional Documents
Culture Documents
Manutenção Senai
Uploaded by
MarcosSarmentoCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Manutenção Senai
Uploaded by
MarcosSarmentoCopyright:
Available Formats
Curso Tcnico em Mecnica
Manuteno Mecnica
Armando de Queiroz Monteiro Neto
Presidente da Confederao Nacional da Indstria
Jos Manuel de Aguiar Martns
Diretor do Departamento Nacional do SENAI
Regina Maria de Ftma Torres
Diretora de Operaes do Departamento Nacional do SENAI
Alcantaro Corra
Presidente da Federao das Indstrias do Estado de Santa Catarina
Srgio Roberto Arruda
Diretor Regional do SENAI/SC
Antnio Jos Carradore
Diretor de Educao e Tecnologia do SENAI/SC
Marco Antnio Dociat
Diretor de Desenvolvimento Organizacional do SENAI/SC
Confederao Nacional das Indstrias
Servio Nacional de Aprendizagem Industrial
Curso Tcnico em Mecnica
Manuteno Mecnica
Maurcio Jos Bechtold
Florianpolis/SC
2010
proibida a reproduo total ou parcial deste material por qualquer meio ou sistema sem o prvio
consentmento do editor. Material em conformidade com a nova ortografa da lngua portuguesa.
Equipe tcnica que partcipou da elaborao desta obra
Coordenao de Educao a Distncia
Beth Schirmer
Reviso Ortogrfca e Normatzao
FabriCO
Coordenao Projetos EaD
Maristela de Lourdes Alves
Design Educacional, Ilustrao,
Projeto Grfco Editorial, Diagramao
Equipe de Recursos Didtcos
SENAI/SC em Florianpolis
Autor
Maurcio Jos Bechtold
SENAI/SC Servio Nacional de Aprendizagem Industrial
Rodovia Admar Gonzaga, 2.765 Itacorubi Florianpolis/SC
CEP: 88034-001
Fone: (48) 0800 48 12 12
www.sc.senai.br
73 p. : il. color ; 28 cm.
SENAI/SC, Florianpolis : Manuteno mecnica / Maurcio Jos Bechtold
Ficha catalogrfica elaborada por Ktia Regina Bento dos Santos - CRB 14/693 - Biblioteca do SENAI/SC
Florianpolis.
B392m
Bechtold, Maurcio Jos
Inclui bibliografias.
1. Manuteno. 2. Projetos mecnicos. I. SENAI. Departamento Regional de
Santa Catarina. II. Ttulo.
CDU 62-7
2010.
Prefcio
Voc faz parte da maior instituio de educao profssional do estado.
Uma rede de Educao e Tecnologia, formada por 35 unidades conecta-
das e estrategicamente instaladas em todas as regies de Santa Catarina.
No SENAI, o conhecimento a mais realidade. A proximidade com as
necessidades da indstria, a infraestrutura de primeira linha e as aulas
tericas, e realmente prticas, so a essncia de um modelo de Educao
por Competncias que possibilita ao aluno adquirir conhecimentos, de-
senvolver habilidade e garantir seu espao no mercado de trabalho.
Com acesso livre a uma efciente estrutura laboratorial, com o que existe
de mais moderno no mundo da tecnologia, voc est construindo o seu
futuro profssional em uma instituio que, desde 1954, se preocupa em
oferecer um modelo de educao atual e de qualidade.
Estruturado com o objetivo de atualizar constantemente os mtodos de
ensino-aprendizagem da instituio, o Programa Educao em Movi-
mento promove a discusso, a reviso e o aprimoramento dos processos
de educao do SENAI. Buscando manter o alinhamento com as neces-
sidades do mercado, ampliar as possibilidades do processo educacional,
oferecer recursos didticos de excelncia e consolidar o modelo de Edu-
cao por Competncias, em todos os seus cursos.
nesse contexto que este livro foi produzido e chega s suas mos.
Todos os materiais didticos do SENAI Santa Catarina so produes
colaborativas dos professores mais qualifcados e experientes, e contam
com ambiente virtual, mini-aulas e apresentaes, muitas com anima-
es, tornando a aula mais interativa e atraente.
Mais de 1,6 milhes de alunos j escolheram o SENAI. Voc faz parte
deste universo. Seja bem-vindo e aproveite por completo a Indstria
do Conhecimento.
Sumrio
Contedo Formatvo 9
Apresentao 11
12 Unidade de estudo 1
Introduo
Manuteno
Seo 1 - Introduo
Seo 2 - Um breve histrico
Seo 3 - Evoluo da manu-
teno
Seo 4 - Manuteno estra-
tgica
Seo 5 - Produtos da manu-
teno
Seo 6 - Gesto estratgica
da manuteno
22 Unidade de estudo 2
Sistema de
Manuteno
Seo 1 - Sistemas de manu-
teno
Seo 2 - Manuteno cor-
retva
Seo 3 - Manuteno pre-
ventva
Seo 4 - Manuteno pre-
ditva
Seo 5 - Manuteno
detectva
Seo 6 - Administrao da
manuteno
Seo 7 - Planejamento e
programao da manuten-
o (PCM)
13
14
14
18
20
21
34 Unidade de estudo 3
Tcnicas de
Desmontagem
e Montagem de
Acessrios e Equi-
pamentos
Seo 1 - Cuidados prelimi-
nares
Seo 2 - Etapas para des-
montagem de conjuntos
mecnicos
Seo 3 - Etapas para monta-
gem de conjuntos mecnicos
38 Unidade de estudo 4
Ferramentas e
Dispositvos para
a Execuo da
Manuteno
Seo 1 - Introduo
Seo 2 - Ferramentas de
encaixe externo
Seo 3 - Ferramentas de
encaixe interno
Seo 4 - Alicates
Seo 5 - Ferramentas
especiais
48 Unidade de estudo 5
Tcnicas de
Recuperao de
Peas
Seo 1 - Anlise situacional
Seo 2 - Recuperao de
eixos
Seo 3 - Recuperao de
mancais
Seo 4 - Recuperao de
Engrenagens
Seo 5 - Recuperao de
roscas
54 Unidade de estudo 6
Manuteno de
Sistemas Hidruli-
cos e Pneumtcos
Seo 1 - Manuteno de
sistemas hidrulicos
Seo 2 - Manuteno de
sistemas pneumtcos
60 Unidade de estudo 7
Lubrifcantes
Seo 1 - Conceito
Seo 2 - Tipos de lubrif-
cantes
Seo 3 - Lubrifcantes lqui-
dos (leos)
Seo 4 - Lubrifcantes pas-
tosos (graxas)
Seo 5 - Lubrifcantes sli-
dos e gasosos
Seo 6 - Aditvos
Seo 7 - Sistemas de lubri-
fcao
Seo 8 - Generalidades
Finalizando 71
Referncias 73
23
25
26
28
29
30
31
35
36
37
39
39
43
44
45
49
49
51
52
52
55
58
61
62
62
64
65
66
66
67
8 CURSOS TCNICOS SENAI
Contedo Formativo
9 MANUTENO MECNICA
Carga horria da dedicao
Carga horria: 90 horas
Competncias
Planejar, executar e controlar a manuteno de sistemas mecnicos.
Conhecimentos
Manuteno (defnio, tpos, aplicao e planos de manuteno), lubrifcao,
tcnicas de montagem e desmontagem de acessrios e equipamentos, ferramen-
tas e dispositvos para a execuo da manuteno, tcnicas de recuperao de
peas, manuteno de sistemas hidrulicos e pneumtcos
Habilidades
Ler, interpretar e aplicar manuais, catlogos e tabelas tcnicas;
Elaborar planos de manuteno e lubrifcao;
Defnir e aplicar as tcnicas de manuteno;
Aplicar normas tcnicas de sade, segurana e meio ambiente;
Aplicar planilhas de custo de manuteno, considerando a relao custo-benef-
cio;
Utlizar recursos informatzados para planejamento da manuteno;
Executar os planos de manuteno e lubrifcao de mquinas e equipamentos;
Diagnostcar problemas relacionados ao funcionamento de mquinas e equipa-
mentos em geral;
Coletar dados especfcos para o planejamento e a execuo da manuteno de
sistemas mecnicos;
Elaborar lista de componentes (check list) mecnicos para a manuteno;
Elaborar relatrios de atvidades de manuteno;
Identfcar, selecionar e substtuir elementos de mquinas;
Utlizar ferramentas de coleta e controle de dados no equipamento.
Attudes
Assiduidade;
Proatvidade;
Relacionamento interpessoal;
Trabalho em equipe;
10 CURSOS TCNICOS SENAI
Cumprimento de prazos;
Zelo com os equipamentos;
Adoo de normas tcnicas, de sade e segurana do trabalho;
Responsabilidade ambiental.
Apresentao
MANUTENO MECNICA
Atualmente o mercado de traba-
lho no se satisfaz apenas com o
profssional que tenha o conhe-
cimento prtico das coisas que
acontecem no dia a dia. Ele quer
cada vez mais profssionais que
tenham aliado ao conhecimento
prtico o conhecimento terico
e, principalmente, a capacidade
de efetuar a anlise da soluo
mais adequada e indicada para o
problema. Espera-se que o pro-
blema, alm de ser resolvido na-
quele momento, no ocorra mais,
ou, se prestes a ocorrer, possa ser
previsto e solucionado, gerando
economia no processo produtivo
e, principalmente, na manuteno
da vida til do equipamento.
Este material tem como objetivo
principal servir de apoio a voc,
estudante da disciplina de Manu-
teno Mecnica, para a elabo-
rao de planos de manuteno
adequados sua realidade fabril
assegurando-lhe o saber necess-
rio e utilizando-se das ferramen-
tas adequadas de identifcao,
anlise e soluo de problemas de
manuteno.
Voc ter contato com o que h
de melhor na atualidade para o
desenvolvimento e a preparao
de relatrios e planos de manu-
teno preventiva, bem como
para analisar falhas na necessidade
de manutenes corretivas.
Desejamos a voc um bom estudo
e aproveitamento deste material!
Marcelo Deschamps e Maurcio
Jos Bechtold
Maurcio Jos Bechtold
Maurcio Jos Bechtold
Tcnico Mecnico, pelo SENAI/SC, em Blumenau, acadmico do curso
superior de Tecnologia em Fabricao Mecnica. colaborador do SE-
NAI/SC h dois anos, atuando como instrutor de ensino industrial na
rea da metalmecnica. Tem vasta experincia em manuteno indus-
trial, tento atuado vrios anos nas empresas Coteminas /Artex e Cia.
Hering, como Mecnico de Manuteno.
11
Unidade de
estudo 1
Sees de estudo
Seo 1 Introduo
Seo 2 Um breve histrico
Seo 3 Evoluo da manuteno
Seo 4 Manuteno estratgica
Seo 5 Produtos da manuteno
Seo 6 Gesto estratgica da manu-
teno
13 MANUTENO MECNICA
Introduo Manuteno
SEO 1
Introduo
Os ltimos 25 anos tm se ca-
racterizado pela globalizao da
economia com a queda constante
das barreiras econmicas e co-
merciais. Dessa forma, a busca
da qualidade total de servios e
produtos, bem como a crescen-
te preocupao com os aspec-
tos ambientais, passou a ser uma
constante nas empresas. Sendo
assim, a grande questo que vem
tomando corpo nas organizaes
defnir o papel da manuteno
no contexto da competitividade
das organizaes no mercado em
que atuam.
A manuteno, direta ou indire-
tamente, faz parte desse contex-
to, principalmente porque no se
permite mais a existncia de uma
organizao competitiva sem que
seja otimizada a disponibilida-
de de mquinas, a maximizao
da lucratividade, a satisfao dos
clientes e a confabilidade dos
produtos traduzidas no conceito
dos seis sigma (ou defeito zero).
Saiba Mais
Saiba o que signifca o concei-
to Seis Sigma acessando o link
abaixo. Vamos! Acesse logo!
http://www.softexpert.com.
br/norma-seis-sigma.php
H, aproximadamente 10 anos,
eu trabalho em uma empresa de
injeo de plsticos e uma das
mquinas produzia baldes de 8
litros de capacidade. Baldes so
os produtos mais simples de se-
rem produzidos em injeo, pois
a fabricao de moldes relativa-
mente barata e simples. Pois bem,
para que eu venha a manter meus
clientes e conquistar outros pre-
cisarei retirar o mximo de rendi-
mento de minhas mquinas para
oferecer baldes bons, bonitos e
baratos.
Neste sentido, os cronogramas de
fabricao e de entrega dos meus
produtos devem ser cumpridos
de forma perfeita no sendo per-
mitido, neste tipo de mercado,
qualquer falha, principalmente
de perda de prazo de entrega.
Pergunta: com toda essa presso,
mquina produzindo no mximo
de sua capacidade, otimizao
de tempo de produo, aceitvel
eu no ter implantado na empresa
um programa de manuteno pe-
ridica de minhas mquinas e que
eu sempre esteja somente focado
em tirar 110% do rendimento
delas?
Otmizao: No sentdo de
reduo.
14 CURSOS TCNICOS SENAI
No existe pensamento mais er-
rado e que d mais prejuzo que
esse. Mquinas se desgastam
com o tempo, peas sofrem de-
sajustes peridicos e mquinas
no so seres inanimados que
fcam livres de cargas dinmicas.
Se eu no tiver um bom progra-
ma de manuteno, os prejuzos
sero inevitveis, pois mquinas
com defeitos ou quebradas so
as causadoras da diminuio ou
interrupo da produo, o que
gera atrasos das entregas e per-
das fnanceiras. Alm disso, se as
mquinas no operam de forma
ajustada aumentam os custos de
produo, pois gastam mais ener-
gia e recursos e os produtos tm
grandes possibilidades de apre-
sentar defeitos de fabricao.
Tudo isso junto gera a insatisfao
dos clientes e a consequente per-
da de mercado que em situaes
extremas pode levar a empresa
falncia.
Sendo assim, para evitar esse fm
desastroso, condio obrigatria
estabelecer e manter um rigoroso
programa de manuteno preven-
tiva para garantir que os produtos
da empresa sejam produzidos na
quantidade correta e com a qua-
lidade requerida pelo mercado
sempre prevendo a maximizao
da vida til de minhas mquinas e
equipamentos.
Todos esses aspectos mostram
a importncia que se deve dar
manuteno de minhas mqui-
nas, equipamentos, ferramentas e
pessoal. Sim, pessoal! Porque no
adianta nada eu ter o melhor pro-
grama de manuteno sem levar
em conta que, para realizar esse
programa de manuteno de for-
ma adequada, eu preciso ter pes-
soal capacitado e treinado, tanto
para a execuo da manuteno,
quanto para a operao das m-
quinas.
SEO 2
Um breve histrico
Manuteno isto: quando tudo
vai bem,
ningum lembra que existe.
Quando algo vai mal, dizem que
no existe.
Quando para gastar, acha-se que
no preciso que exista.
Porm, quando realmente no
existe, todos concordam que de-
veria existir.
A manuteno que conhecemos
hoje se iniciou com o surgimento
dos primeiros relgios mecnicos,
por volta do sculo XVI. Antes
disto era despercebida. Com a
criao dos primeiros relgios, foi
criado um plano de manuteno
para essas mquinas, chamado de
programa de revises, que garan-
tisse o perfeito funcionamento
dos relgios.
Com o surgimento das mquinas,
principalmente durante a Revo-
luo Industrial, tornou-se cada
vez mais necessrio seu uso, tanto
para garantir o seu funcionamen-
to, como tambm para prevenir
possveis quebras.
Durante a Segunda Guerra Mun-
dial o monitoramento no proces-
so produtivo tornou-se quase que
totalitrio por necessidade de um
perfeito funcionamento de armas
e munies durante as batalhas.
Para isso acontecer as mquinas
deviam estar bem reguladas e mo-
nitoradas.
J no princpio da reconstruo
ps-guerra, Inglaterra, Alemanha,
Itlia e, principalmente, Japo
aliceraram seu desempenho in-
dustrial nas bases da engenharia e
da manuteno. Destaque funda-
mental para o Japo que, por estar
sob o domnio dos Estados Uni-
dos e ter seus processos produti-
vos baseados nesses sistemas de
produo, aproveitou a oportuni-
dade para adotar, pelos recursos
escassos disponveis, programas
efetivos de manuteno com o
objetivo de prolongar ao mximo
a utilizao de seus equipamentos,
dentro de padres cada vez mais
exigentes de produo.
Essa viso parte do pressuposto
principal de que mquina parada
por quebras imprevistas prejuzo
completo no processo produtvo,
podendo levar, em alguns casos,
falncia de algumas empresas.
Imagine se um alto-forno de uma
empresa siderrgica, por falta de
manuteno em seus sistemas,
apresentar uma fssura, mnima
que seja, que obrigue a empresa
a interromper seu processo pro-
dutivo. S para constar: para des-
ligar um alto-forno necessria
uma semana de operaes e para
relig-lo e coloc-lo em funciona-
mento pleno so necessrias mais
duas semanas de operao.
Com o passar dos anos, a comple-
xidade de mquinas e equipamen-
tos fez do setor de manuteno
um forte aliado do setor produti-
vo, no qual cada minuto trans-
formado em dinheiro, precisando
cada vez mais de uma atuao
rpida e efcaz do setor de manu-
teno.
Com a evoluo das tecnologias
empregadas nas mquinas, a ma-
nuteno tambm evoluiu, a qual
se refere ao: gerenciamento, fer-
ramental e instrumental.
Vejamos, a seguir, um pouco so-
bre essa evoluo histrica.
15 MANUTENO MECNICA
SEO 3
Evoluo da manuten-
o
Desde a dcada de 1930, a evo-
luo da manuteno pode ser
dividida em trs geraes. No
se pode necessariamente afrmar
que cada uma delas teve incio e
fm bem defnidos visto que, em
alguns casos, pode-se afrmar que
muitas empresas ainda esto de-
sempenhando suas funes sob
a tica de uma ou outra gerao,
ou ainda num misto entre elas.
Porm, de modo geral, pode-se
descrev-las da seguinte forma:
Diviso das geraes
por perodos
Primeira Gerao (antes da Se-
gunda Guerra Mundial): Caracte-
rizou-se pela pouca utilizao das
mquinas, pelo seu superdimen-
sionamento e pela simplicidade
dessas mquinas. A manuteno
era efetuada basicamente no siste-
ma quebra-conserta (manuteno
corretiva).
Segunda Gerao (depois da Se-
gunda Guerra Mundial at a dca-
da de 1960): Caracterizou-se pelo
aumento da demanda de produtos
industrializados, com a escassez
de mo de obra, principalmente
a masculina uma vez que a inds-
tria buscava cada vez mais a me-
canizao de seus parques fabris.
Controles de peas, de defeitos e
de tempo eram manuscritos para
posterior anlise, incio da manu-
teno preventiva.
Terceira Gerao (depois da d-
cada de 1970): No setor indus-
trial circulava uma tendncia
mundial s mudanas, tanto na
rea gerencial como tambm na
comportamental. Nas indstrias,
comeou-se a usar ferramentas de
gerenciamento, como just in time
e kanban, que pregavam a dou-
trina do estoque zero. As horas
que as mquinas fcavam paradas
para manuteno comearam a
prejudicar a produtividade, mui-
tas aguardavam longos perodos
paradas espera das peas de
reposio. A partir dessas situa-
es comeou no setor de manu-
teno uma revoluo no modo
de pensar dos responsveis pela
manuteno: a partir de dados co-
letados pela manuteno forma-
ram-se bancos de dados referen-
tes a cada mquina e equipamento
com o intuito de prever a prxi-
ma quebra e se antecipar a ela. A
palavra anlise ento comeou a
circular no meio da manuteno
atravs da anlise de vibraes,
anlise de rudo, anlise de leos
e lubrifcao (ferrgrafo), entre
outras. Tambm a preocupao
com o meio ambiente fca cada
vez mais evidente.
Na Terceira Gerao reforou-
se o conceito de uma manu-
teno preditva. Ou seja, ga-
ranta-se que o equipamento
correria mnimos riscos de
falha.
Sendo assim, considerando-se de
forma esquemtica, mas no dife-
rente, a evoluo da manuteno
passa pelas seguintes fases:
operao at a falha;
manuteno baseada em
perodos;
manuteno planejada;
manuteno baseada em con-
dio;
manuteno proativa ou de-
tectiva.
Discorreremos, agora, sobre cada
uma das fases descritas. Acompa-
nhe!
Operao at a falha
O equipamento posto em opera-
o no tendo sobre ele nenhum
acompanhamento com o objetivo
de manter suas condies opera-
cionais que preservem ou aumen-
tem a sua vida til.
o quebra-conserta. Esse mode-
lo de manuteno durou, como
estratgia nica, at o fm da d-
cada de 1940, e as ocorrncias de
falhas nos equipamentos fcavam
sujeitas a impactar o processo
produtivo.
Nesse perodo, o grau de meca-
nizao no era alto e as quebras
ento no causavam impactos
relevantes na produo. Da mes-
ma maneira, era menor o grau de
complexidade dos equipamentos,
no demandando servios siste-
mticos e de rotina tais como lu-
brifcao e limpeza.
16 CURSOS TCNICOS SENAI
Manuteno baseada em perodos
O equipamento sofre troca peridica de componentes, independente-
mente de sua condio, eliminando previamente as possibilidades de
falhas que o equipamento poderia apresentar, minimizando assim os
impactos no processo produtivo.
Esse modelo teve incio na dcada de 1950, aps a Segunda Guerra
Mundial, quando se verifcou um processo de mecanizao mais intenso
nas indstrias.
Manuteno planejada
A partir da dcada de 1960, inicia-se uma estratgia de manuteno com
base em planejamento de atividades, com viso voltada para a preveno
de falhas atravs da elaborao de planos sistemticos de manuteno,
a partir da tomada de conscincia das perdas devido s falhas de manu-
teno. Como as mquinas vo fcando mais complexas, o seu custo de
aquisio e sua vida til passam a ter muita importncia, face ao custo
do capital investido.
Nessa poca os custos de manuteno comearam a crescer e a se des-
tacar dentre os custos de operao, provocando a necessidade de se
medirem tais custos, acompanhando-os frequentemente, na tentativa de
mant-los sob controle.
D-se incio ento ao planejamento e programao de manuteno.
Manuteno baseada em condio
Inicia-se na dcada de 1980, sendo uma estratgia de manuteno ba-
seada em tcnicas de monitoramento das condies dos equipamentos,
visando detectar sinais de falha iminente.
Dessa forma possvel acompanhar os estgios de desgaste nas mqui-
nas e aumentar o grau de previsibilidade do momento de ocorrncias
indesejveis, antecipando aes antes da falha. Permite eliminar tambm
trocas desnecessrias como acontece no caso da manuteno baseada
em perodos, vista anteriormente.
Esse tipo de manuteno, corretamente empregada, permite a reduo
dos pesados custos ligados troca sistemtica, gerando um melhor apro-
veitamento das partes e componentes dos equipamentos.
Manuteno proatva ou detectva
Forma sofsticada de manuteno baseada tambm no acompanhamen-
to das condies das mquinas, na qual o controle do equipamento de-
terminado por mltiplas medidas interpretadas por sistemas inteligentes,
computadores, instrumentos de medio, frequentemente acoplados aos
equipamentos.
17 MANUTENO MECNICA
Nesse tipo de manuteno existe o objetivo claro de prolongar a vida
til do equipamento, atravs da avaliao dos seus componentes, mini-
mizando a necessidade de fazer manuteno, atravs da engenharia de
manuteno e da aplicao de vrias tecnologias.
Nos ltimos anos, cada vez mais se agregam aos aspectos tradicionais
de manuteno os aspectos relativos a segurana e meio ambiente como
fatores crticos de sucesso, nos quais os complexos parques industriais
devem ser gerenciados com alta confabilidade.
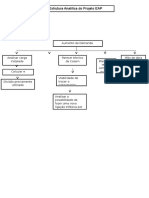
A interao entre as fases de implantao de um sistema e a dispo-
nibilidade/confabilidade torna-se cada vez mais evidente e necessria
para o bom desempenho da indstria.
A interao entre as fases
Como vimos anteriormente, a evoluo da manuteno ao longo dos
anos, fez com que cada uma das fases da existncia de uma mquina e/
ou equipamento assumisse um papel com importncia crescente nos
processos de fabricao. Sendo assim, da correta realizao, do apro-
fundamento e do domnio de cada fase projeto, fabricao, instalao,
operao e manuteno dependem a maximizao da disponibilidade
e a total confabilidade do sistema.
J da interao correta entre as fases, pode-se afrmar com toda a certeza
que a disponibilidade e a confabilidade dos sistemas tendem a trazer
maiores retornos fnanceiros e de produtividade para as empresas. A
fgura a seguir ilustra de forma esquemtica essa relao. Observe-a.
Figura 1 Interao entre as fases
Fonte: Kardec e Xavier, 2002.
PROJETO + FABRICAO + INSTALAO + MANUTENO + OPERAO
DISPONIBILIDADE / CONFIABILIDADE
No quadro que segue, apresentamos um resumo dos principais pontos
das diferentes geraes da manuteno. Veja!
Implantao de um sistema:
Projeto, fabricao, instala-
o e manuteno.
18 CURSOS TCNICOS SENAI
Primeira Gerao Segunda Gerao Terceira Gerao
Perodos
Antes da 2 Guerra Mundial
Depois da 2 Guerra Mundial at a
dcada de 1960 Depois da dcada de 1970
Caracterstcas
Quebra-Conserta
Manuteno Corretva
Maior disponibilidade
Controles manuais
Incio da manuteno preventva
Maior disponibilidade e
confabilidade
Anlise de riscos
Maior produtvidade
Incio da manuteno preditva
Quadro 1 Geraes por perodos
SEO 4
Manuteno estratgica
A manuteno existe para que no
haja manuteno, este o concei-
to moderno da manuteno em
que a satisfao do cliente vem
em primeiro lugar, no se paga
mais por servios, mas sim pela
soluo do problema. No setor de
manuteno o cliente pode ser o
setor ao qual ele d apoio (setor
produtivo).
Para que esse conceito vire rea-
lidade, o pessoal da manuteno
tem de estar cada vez mais qualif-
cado e o setor mais equipado. No
que se refere ao mantenedor, ele
dever se atualizar tecnicamente
para se equiparar mercado, estar
aberto s mudanas quando ele
passar de simples trocador de
peas para especialista em manu-
teno.
Para aplicar este conceito o geren-
te da rea dever ser o principal
responsvel pela disseminao e
aplicao das diversas ferramen-
tas gerenciais aplicveis manu-
teno, tais como: CCQ, GQT,
TPM, terceirizao e reengenharia
em outros.
Com a aplicao dessas ferramen-
tas possvel ter refexo direto no
resultado da empresa ou do setor,
aumentando:
disponibilidade;
faturamento e lucro;
segurana pessoal e das insta-
laes;
preservao ambiental.
E reduzindo:
demanda de servios;
lucro cessante;
custos.
importante frisar que, s
vezes, muitos gerentes usam
essas ferramentas de modo
exagerado obtendo resulta-
dos desastrosos. Mas o uso
correto dessas ferramentas
pode apresentar tmos re-
sultados para a organizao.
Sendo assim:
busca-se atualmente cada vez
mais efcincia;
nenhum setor est fora do
ciclo de competitividade;
clientes exigem cada vez mais
com melhor qualidade e rapidez
na entrega, com preos mais
acessveis de aquisio.
Os acionistas, por sua vez, para
apostar em um negcio exigem
retorno do investimento compat-
vel com o grau de risco envolvido,
exigindo gerao de valor em cada
empreendimento.
A comunidade exige melhores
prticas de convivncia, em que
o respeito pelo meio ambiente e
a responsabilidade social estejam
inseridos fortemente na viso das
empresas.
nesse contexto de confabilida-
de operacional que a manuteno
se insere para garantir a condio
para que as empresas entreguem
seus produtos com a qualidade
requerida, no tempo exigido, com
boas prticas de sade, segurana
e meio ambiente.
Os clientes cada vez mais querem
operar no modelo just in time, ou
seja, sem estoques em suas plan-
tas, e isso passa a exigir altssima
confabilidade, com demanda de
efetividade direta na gesto da
manuteno.
19 MANUTENO MECNICA
Esquematcamente: assim,
razovel deduzir que a manu-
teno passa a ter, cada vez
mais, uma funo estratgi-
ca no contexto empresarial,
como alavanca na compett-
vidade dos negcios em que
est inserida.
parte fundamental dessa es-
tratgia a construo dos planos
mestres de manuteno que se
constituem nas listas das ordens
de servios especfcas (OSs) para
cada mquina.
Para a formatao das ordens de
servios e seus procedimentos de
execuo, devero ser levados em
considerao os seguintes fatores,
como fontes de informaes para
obteno de pleno xito na elabo-
rao dos planos de manuteno:
requisitos tcnicos previs-
tos nos manuais das mquinas,
fornecidos pelos fabricantes dos
equipamentos;
experincia tcnica dos pro-
fssionais da prpria empresa
adquirida ao longo de anos de
convivncia com os tipos de
equipamentos;
histrico de mquinas existen-
tes, similares s mquinas para as
quais se est pretendendo montar
um plano mestre de manuteno.
Reunidos todos esses requisitos,
possvel iniciar um gerenciamen-
to estratgico, girando o ciclo dos
processos do sistema de manuten-
o, que se constitui em PLANE-
JAMENTO, PROGRAMAO,
EXECUO e GERNCIA
DE DESEMPENHO, sendo este
ltimo o ndice de controle para
avaliao dos resultados de con-
fabilidade e custos, validando a
qualidade da estratgia implantada
e considerando as metas estabele-
cidas para as instalaes.
Doenas graves das or-
ganizaes
Perda de conhecimento
A perda de conhecimento,
ou mesmo a no aquisio de
conhecimentos que suportem
o futuro, tem levado perda de
competitividade. Fala-se muito
em depreciao do hard, mas
muito pouco sobre a depreciao
do conhecimento.
Satisfao dos colaborado-
res Se a sade dos colabo-
radores no est bem, pode-se
esperar que haver perda grave
de competitividade.
Viso crtica da comu-
nidade A maneira como a
sociedade v as empresas e sua
contribuio para a sade do
planeta , hoje, outro fator crtico
de sucesso empresarial. No vai
existir empresa excelente empre-
sarialmente se no for, tambm,
excelente em questes de sa-
de, meio ambiente e segurana
(SMS).
paradigma do passado:
o homem de manuteno
sente-se bem quando execu-
ta um bom reparo.
paradigma moderno:
o homem de manuteno
sente-se bem quando conse-
gue evitar todas as falhas no
previstas.
Uma boa estratgia de manuten-
o deve conter os seguintes pon-
tos importantes:
contexto operacional do
negcio em que est inserida,
considerando fortemente os de-
sejos do cliente fnal da empresa,
os requisitos das instalaes em
confabilidade para atender a esse
mercado;
viso de curto, mdio e longo
prazo para as prticas de manu-
teno;
prticas de sade, segurana e
meio ambiente adequadas, para
assegurar o desenvolvimento sus-
tentado das prticas operacionais;
identifcao seletiva nas
instalaes, determinando qual a
importncia de cada equipamen-
to do ponto de vista operacional
(impacto na produo) e prti-
cas de sade, segurana e meio
ambiente;
defnio do tipo de manuten-
o aplicada em cada equipamen-
to e sua respectiva confabilidade
requerida:
preventiva/preditiva;
preventiva/sistemtica;
corretiva.
20 CURSOS TCNICOS SENAI
O resultado positivo apresentado
pelas empresas passa, necessaria-
mente, pela simples relao entre
o faturamento e os custos apre-
sentados pelas organizaes. Essa
relao denominada produtivi-
dade, e quanto mais elevada a
produtividade, maior a competiti-
vidade apresentada pela empresa,
uma relao simples mas que deve
ser perseguida constantemente
pelas empresas.
O papel do Departamento de Ma-
nuteno nesse contexto de fun-
damental importncia visto que
ele que dar as condies ideais,
atravs dos planos de manuteno
de disponibilidade, confabilidade
e qualidade dos equipamentos.
SEO 5
Produtos da
manuteno
A produo , de maneira bsica,
composta pelas atividades de ope-
rao, manuteno e engenharia.
Existem outras atividades que do
suporte produo: suprimentos,
inspeo de equipamentos, se-
gurana industrial, entre outros.
Mas, em suma, as trs primeiras
so a base de qualquer processo
produtivo.
Sendo assim, pode-se afrmar que
essas atividades bsicas so e sem-
pre sero complementares entre si
e que a falha de uma delas acarre-
tar no colapso de todo o sistema
produtivo da empresa.
Dessa forma, e levando em con-
siderao as atividades de supor-
te da produo, pode-se concluir
que o principal produto da ma-
nuteno fornecer MAIOR
DISPONIBILIDADE CONFI-
VEL AO MENOR CUSTO.
Com todos esses dados em mos
e realizando uma refexo mais
aprofundada, podemos nos ar-
riscar a desenvolver um conceito
moderno de manuteno.
Manuteno garantr a disponibi-
lidade da funo dos equipamentos
e instalaes de modo a atender
a um processo de produo ou de
servio, com confabilidade, segu-
rana, preservao do meio am-
biente e custos adequados.
Reduo da demanda
de servios
Pode ser dividida nos seguintes
tpicos.
Qualidade da manuteno
Tem como ponto principal a qua-
lidade do trabalho. Por outro lado,
a sua falta provocar um retraba-
lho (falha prematura).
Qualidade da operao
Tem como principal ponto a qua-
lidade da operao. Do mesmo
modo, uma m qualidade na ope-
rao do equipamento tambm
pode provocar uma falha prema-
tura e a imediata perda de produ-
o.
Problemas crnicos
Problemas decorrentes do pr-
prio equipamento e do projeto de
instalao podem levar a falhas e
defeitos crnicos. s vezes, por se
tratar de um problema conhecido,
no se d a devida importncia.
Simplesmente feito o restabe-
lecimento da funcionalidade da
mquina.
Funcionalidade da mqui-
na: Mesmo que se conhea
a real causa da quebra no
feito nada para resolver def-
nitvamente o problema, so-
mente troca-se a pea dani-
fcada e fca por isso mesmo.
21 MANUTENO MECNICA
Esse tipo de atitude refete muito
bem a cultura conservadora que
certos mantenedores teimam em
fazer, cultura esta que precisa ser
mudada.
Problemas tecnolgicos
Repete exatamente o conceito an-
terior, mudando somente o que
diz respeito soluo, pois, nes-
se caso, a causa do defeito re-
almente desconhecida, havendo
necessidade de uma ao tecno-
lgica mais aprofundada sobre a
causa do defeito, possibilitando
melhorias nos sistemas e equipa-
mentos.
Servios desnecessrios
O homem de manuteno ou
mantenedor, muitas vezes por
inexperincia ou medo, realiza a
manuteno preventiva em exces-
so, sem considerar o histrico de
defeito da mquina aumentando
muito o custo-benefcio do equi-
pamento.
SEO 6
Gesto estratgica da
manuteno
Na gesto estratgica da manu-
teno, vrias ferramentas da ges-
to pela qualidade total (GQT)
tm se mostrado bastante efcazes
quando aplicadas corretamente,
levando a uma grande melhoria
dos resultados. Dessa forma,
comum atualmente no se falar
apenas em planos de manuteno,
mas sim em sistemas de manu-
teno, focados na engenharia da
manuteno, que uma evoluo
dos processos at hoje utilizados
nas indstrias para defnir o setor
de manuteno.
Nesse sentido, o Departamento
de Manuteno atualmente passa
a ter papel estratgico e de vital
importncia nas organizaes,
no sendo mais o lugar onde se
encontram profssionais sem ca-
pacitao tcnica para se tornar
um ambiente onde todo o pro-
fssional tem de ter capacidade
tcnica para identifcar, analisar
e resolver problemas, garantindo
que no se realize apenas um con-
serto, mas se eliminem problemas
presentes e futuros.
Na GQT, diversos outros instru-
mentos tm se revelado impor-
tantes para sistematizar e profs-
sionalizar cada vez mais o setor de
manuteno. Quais sejam:
gerncia da rotina;
padronizao;
5 S;
TPM;
ISO 9000;
CCQ.
Fatores adicionais im-
portantes num sistema es-
tratgico de manuteno.
Implantar uma sistemtica
oramental para os servios de
manuteno;
Alocar aos solicitantes os cus-
tos dos servios de manuteno
correspondentes;
Reavaliar a frequncia de
problemas em equipamentos e
decidir, com base na anlise do
custo-benefcio, sobre a viabili-
dade da sua substituio;
Identifcar equipamentos que
estejam operando fora de suas
condies de projeto, gerando
elevada demanda de servios, e
analisar a convenincia de sua
recapacitao ou mesmo a sua
substituio;
Rever, continuamente, os
programas de manuteno pre-
ventiva, visando otimizao de
sua frequncia, considerando as
novas tecnologias de manuteno
preditiva que so normalmente
mais vantajosas;
Implantar um programa de
desativao de equipamentos e
sistemas inoperantes, desde que
a anlise de custo-benefcio se
mostre adequada; o sistema 5S
na instalao industrial;
Rever a metodologia de inspe-
o e procurar aumentar o tempo
de campanha das unidades ou
sistemas, evitando ocorrncias
no planejadas;
Evitar operar equipamen-
tos fora das suas condies de
projeto, a menos que os resul-
tados empresariais mostrem ser
vantajoso;
Incrementar o acompanha-
mento de parmetros preditivos,
visando trabalhar mais prximo
dos limites estabelecidos e, com
isso, aumentar o tempo de cam-
panha com confabilidade;
Estudar mtodos para aumen-
tar a previsibilidade das inspees
antes das paradas das unidades,
inclusive com as novas tecnolo-
gias de inspeo;
Aumentar o uso de mtodos
de manuteno com o equipa-
mento ou sistema em operao.
Nessa primeira unidade de estu-
dos, voc teve uma noo introdu-
tria do que vem a ser a manuten-
o a partir de uma compreenso
histrica de seu desenvolvimento.
Prepare-se, agora, para conhecer
os sistemas de manuteno e as
estratgias empregadas em cada
item de manuteno. Vamos l!
Unidade de
estudo 2
Sees de estudo
Seo 1 Sistemas de manuteno
Seo 2 Manuteno corretva
Seo 3 Manuteno preventva
Seo 4 Manuteno preditva
Seo 5 Manuteno detectva
Seo 6 Administrao da manuten-
o
Seo 7 Planejamento e programao
da manuteno (PCM)
23 MANUTENO MECNICA
Sistema de Manuteno
SEO 1
Sistemas de
manuteno
Um sistema de manuteno para
uma planta ou uma unidade in-
dustrial especfca compreende
toda a formulao de estratgias
para cada item de manuteno
e os respectivos planos mestres
contendo as ordens de servios
necessrias para a garantia do
desempenho desejado na formu-
lao da estratgia. Alm disso,
um sistema deve contemplar as
ferramentas de anlise e soluo
de problemas aliadas s tcnicas
de anlises de dados histricos de
problemas e solues, realizadas
com o intuito de abastecer o sis-
tema de informaes sufcientes
para auxiliar na tomada de deci-
ses de novos investimentos em
mquinas e equipamentos, bem
como a otimizao da utilizao
dos recursos necessrios para o
bom funcionamento de uma in-
dstria ou setor.
Figura 2 Estrutura de um plano mestre de manuteno
Fonte: Kardec e Xavier, 2002.
Dessa forma, a defnio da estra-
tgia a ser adotada e seguida, no
que se refere ao tipo de manuten-
o, de vital importncia para o
bom funcionamento do sistema.
A fgura anterior mostra os passos
a serem seguidos no estabeleci-
mento da estrutura de um sistema
de manuteno em uma indstria
ou setor da fbrica.
O plano mestre de manuteno
o conjunto de ordens de servio
necessrias para cada equipamen-
to a fm de cumprir seu programa
de manuteno, onde devem ser
defnidas as atividades que sero
desenvolvidas, a carga de horas
homens previstas, a frequncia
com que a atividade deve ser exe-
cutada e assim por diante.
Nesse ponto defnido o tipo de
manuteno que dever ser segui-
do prioritariamente no sistema, de
acordo com o grau de importn-
cia e/ou prioridade que o equipa-
mento tem no processo produtivo
da fbrica, alm do custo-benef-
cio apresentado para se efetuar ou
no sua manuteno, conserto ou
simplesmente troca.
24 CURSOS TCNICOS SENAI
Manuteno Corretiva Manuteno Preventiva
Sistemtica Preditiva
?Estratgia de atuao do tipo
quebra-conserta;
?Altos custos de reparo;
?Baixa confiabilidade;
?Grandes esforos de recursos
para resolver falhas.
?Atuao em intervalos
regulares;
?Pode apresentar custos altos
devido a trocas desnecessrias
(prematuras).
?Baseada no
acompanhamento da condio
da mquina possibilitando
intervenes mais precisas.
Figura 3 Tipos de manuteno
Fonte: Kardec e Xavier, 2002.
Quando construmos uma estratgia para um sistema de manuteno,
temos a nosso dispor trs possibilidades para escolher a que melhor
atende as nossas condies de performance em custo, qualidade, segurana
e meio ambiente. No momento da escolha devemos fazer os seguintes
questionamentos:
1. Que requisitos de confabilidade as instalaes requerem?
2. Qual o melhor tipo de manuteno para cada equipamento?
3. Como defnir esta estratgia ao melhor custo?
4. Que critrios estabelecer para cada caso?
Manuteno Corretiva Manuteno Sistemtica
Manuteno Sistemtica
Manuteno Preditiva
APLICAES
- Onde existe equipamentos
em Stand By;
-Onde no possvel prevenir falha;
-O impacto da quebra quase nulo;
-O custo do reparo baixo.
- Onde o controle por tempo eficaz;
-A monitorao da condio no
possvel.
- Mquinas crticas (Custo de reparo
Alto/tempo de reparo longo)
-A falha tem alto impacto de produo,
segurana e meio ambiente.
Figura 4 - Aplicaes dos tpos de manuteno
Fonte: Kardec e Xavier, 2002.
25 MANUTENO MECNICA
Vale ressaltar ainda, que no comparativo para a defnio de qual sistema
utilizar e a auxiliar a responder a pergunta dois, a tabela abaixo pode ser
decisiva no processo de defnio. Nele apresentado o custo por uni-
dade de potncia instalada por ano para cada sistema de manuteno e
importante ressaltar o quo caro o custo da adoo do conceito: Nos-
sa fbrica no pode parar para efetuar manuteno. Quando quebrar,
arrumamos... e, quem sabe, poderamos completar com a expresso:
ou quebramos junto com a mquina.
TIPO DE MANUTENO Custo R$/(HP/ano)
Corretva no planejada 34 a 36
Preventva 22 a 26
Preditva e corretva planejada 14 a 18
Tabela 1 Tabela comparatva de custos de manuteno
Fonte: Kardec E Nassif (2006).
SEO 2
Manuteno corretva
A sistemtica da manuteno corretiva se caracteriza pelo ciclo quebra-
conserta. Alm disso, a manuteno corretiva pode ser dividida em dois
tipos:
a. CORRETIVA PROGRAMADA Aquela em que a falha apresen-
tada pelo equipamento no faz com que este sofra uma parada obri-
gatria nem apresente prejuzos importantes no rendimento da m-
quina. So os casos de fssuras em carcaas de motores ou pequenas
folgas em determinados componentes da mquina. Nesses casos,
o conserto pode ser efetuado no momento em que o equipamento
apresentar uma parada por falta de produo ou por no funciona-
mento em determinado turno ou perodo.
b. CORRETIVA NO PROGRAMADA o tipo de falha mais co-
mumente conhecido e se caracteriza pela falha completa do equi-
pamento, pela quebra ou falha de um componente que impede seu
funcionamento total ou parcialmente. So as quebras de rolamentos,
mancais, correntes, etc. Nesses casos, a parada imediata e a necessi-
dade de manuteno imperativa. Ou seja, no h escolha: ou se faz
o conserto ou o equipamento simplesmente no funciona.
A manuteno corretiva, independentemente do tipo que acontecer a
forma mais cara de manuteno, visto que se caracteriza principalmente
pela utilizao dos componentes at seu limite extremo, no levando em
considerao seu funcionamento, nem os efeitos colaterais que seu de-
sempenho fora da especifcao pode levar a outras partes da mquina.
Seus principais efeitos so:
baixo ndice de utilizao de
mquinas e equipamentos visto
que, com o passar do tempo, o
rendimento destes passa a ser
muito inferior ao projetado pelo
fabricante, devido principalmente
ao desgaste excessivo dos com-
ponentes;
diminuio da vida til de
equipamentos, mquinas e insta-
laes visto que, ao se optar pela
no parada peridica para a veri-
fcao e ajustes necessrios, os
componentes vo se desgastando
e desajustando cada vez mais e
transmitindo esses desajustes a
outros componentes, iniciando
um efeito cascata de desgastes
e desajustes que levam em de-
terminado momento ao colapso
de um componente que pode ter
prejudicado outros;
paradas aleatrias e nem sem-
pre no melhor momento. Alis,
quase sempre no pior momento
e mais grave ainda de forma
totalmente imprevisvel em todos
os sentidos, seja para a preserva-
o da mquina ou equipamento,
seja para a segurana do opera-
dor;
ao optar por esse tipo de ma-
nuteno no so analisados os
defeitos gerados para se verifcar
se podem estar sendo causados
por falhas na operao ou por fa-
lhas no projeto do prprio equi-
pamento, o que leva ao desperd-
cio fnanceiro para a empresa que
utiliza esses equipamentos;
fnalmente, mas no menos
importante principalmente nos
dias atuais, nesse tipo de manu-
teno os riscos segurana dos
operrios imenso. Os defeitos
podem acarretar srios danos aos
operadores e, at mesmo, s ins-
talaes fsicas da empresa. Alm
disso, equipamentos sem a devida
manuteno podem ser srios
contribuintes poluio do meio
26 CURSOS TCNICOS SENAI
ambiente pela liberao de gases,
partculas ou componentes noci-
vos ao ecossistema, gerando uma
imagem antiptica comunidade
na qual se encontra inserida.
SEO 3
Manuteno preventva
Esse tipo de manuteno se ba-
seia na preveno de defeitos que
possam originar a parada ou o bai-
xo rendimento dos equipamentos
em operao. feita, basicamen-
te, levando-se em considerao a
anlise de:
estudos estatsticos;
estado do equipamento;
local de instalao;
dados fornecidos pelo fa-
bricante (condies timas de
funcionamento, pontos e periodi-
cidade de lubrifcao, etc.)
Nos estudos estatsticos, so
considerados todos os histricos
levantados do equipamento, com
base em indicadores de manuten-
o que sero vistos mais adiante.
Exemplos desses indicadores so
o TMEF apresentado pelo equi-
pamento para que determinada
pea entre em colapso ou perca
seu rendimento ideal e aceitvel.
Aqui entra tambm a possibili-
dade de se utilizar a ferramenta
CEP para se realizar a anlise dos
dados coletados no equipamento,
para se determinar se os compo-
nentes esto trabalhando dentro
de um regime aceitvel de tole-
rncia de variao de rendimento.
O estado do equipamento
baseia-se na considerao de v-
rios aspectos visuais e em infor-
maes obtidas durante a vida
de funcionamento da mquina.
As condies gerais apresentadas
pelo equipamento vo determinar
maior ou menor ateno no mo-
mento das paradas para as verif-
caes de rotina.
O local da instalao um dos
principais fatores a serem con-
siderados quando da utilizao
dessa metodologia de manuten-
o, vistas as condies externas
ao funcionamento. A temperatura
do local da instalao e os conta-
minantes, como poeira, umidade,
gases txicos (cidos ou bsicos),
determinaro o nvel de insalubri-
dade do ambiente e interferem de
forma direta na defnio da vida
til de utilizao dos equipamen-
tos.
Exemplos bastante comuns so
os equipamentos que trabalham
numa linha de fao da indstria
txtil. As felpas em suspenso no
ambiente podem acarretar um
acmulo de poeira nos sistemas
de refrigerao de motores e pro-
vocar o superaquecimento destes,
diminuindo, em muito, a vida til
dos rotores, alm de contaminar
as graxas de lubrifcao de man-
cais e rolamentos. Podem ocasio-
nar tambm queda de rendimento
signifcativa no funcionamento
dos motores pelo esforo adicio-
nal necessrio para a movimenta-
o dos eixos de transmisso.
Finalmente, e talvez a informao
de maior importncia, os dados
fornecidos pelo fabricante so
invariavelmente o ponto de parti-
da para se estabelecer o primeiro
ciclo de manuteno preventiva
no equipamento.
TMEF: Tempo mdio entre
falhas.
CEP: Controle estatstco do
processo.
Dados fornecidos pelo fa-
bricante: Condies tmas
de funcionamento, pontos
e periodicidade de lubrifca-
o, etc.
27 MANUTENO MECNICA
As informaes so importantes
para, em conjunto com outras
informaes de instalao e de
dados estatsticos de equipamen-
tos semelhantes, determinarem
o tempo, os tipos de materiais a
serem aplicados, bem como os
custos envolvidos nessa operao.
Alguns fatores devem ser levados
em considerao para se determi-
nar a adoo desse tipo de ma-
nuteno. Dentre eles, podemos
destacar os seguintes:
a possibilidade da implementa-
o de uma sistemtica de manu-
teno preditiva se mostra muito
onerosa em relao aos benef-
cios trazidos, no justifcando tal
investimento pelo posicionamen-
to estratgico do equipamento na
produo;
os aspectos relacionados se-
gurana pessoal ou da instalao
tornam obrigatria a interveno,
normalmente para substituio
de componentes;
a necessidade de se programar
a retirada de produo de equi-
pamentos que vitais ao processo,
mas que no justifcam a adoo
da sistemtica preditiva, e que
no podem ser utilizados de
forma a adotar uma sistemtica
de manuteno corretiva;
os riscos de agresso ao meio
ambiente por problemas no ajus-
te e na regulagem do equipamen-
to que fazem com que este emita
poluentes de forma indesejada,
gerando, alm dos danos ambien-
tais, danos imagem da empresa
junto comunidade onde est
inserida e aos seus clientes;
em sistemas complexos ou
de operao contnua, em que as
paradas devem ser rigorosamente
programadas por utilizarem sis-
temas que exigem muito tempo
para colocar fora de operao os
sistemas e para relig-los.
As principais vantagens da ado-
o de uma sistemtica de manu-
teno preventiva so:
a mnima interveno correti-
va, porque as paradas programa-
das diminuem consideravelmente
os riscos de quebras inesperadas
e imprevistas;
a possibilidade de planejamen-
to das paradas para momentos
oportunos, evitando que nos mo-
mentos de maior necessidade do
equipamento ele se torne indis-
ponvel por quebras indesejadas;
o aumento da taxa de utiliza-
o do sistema de produo devi-
do possibilidade da otimizao
do uso do equipamento pela
vantagem de se saber quando ele
estar disponvel para a produo
e pela reduo da necessidade
de paradas para manutenes
corretivas.
Alguns pontos negativos, porm,
devem ser levados em considera-
o quando da adoo da siste-
mtica da manuteno preventiva.
Dentre eles podemos destacar:
falha humana, pois as inter-
venes e verifcaes sero
mais constantes e a utilizao de
mo de obra inadequadamente
preparada pode acarretar ajus-
tes errados que podem causar
desgastes prematuros e quebras
indesejadas;
falha de sobressalentes, prin-
cipalmente quando se utilizam
peas de reposio diferentes
do original recomendado pelo
fabricante;
contaminaes introduzidas
no sistema de lubrifcao pelo
Sistemas complexos: Exem-
plo tpico desses tpos de sis-
temas so as siderrgicas e
as indstrias petroqumicas.
28 CURSOS TCNICOS SENAI
manejo inadequado de produtos
e do leo, permitindo a insero
de contaminantes;
danos durante as partidas e
paradas dos equipamentos;
falhas dos procedimentos de
manuteno devido elaborao
por pessoal despreparado ou pela
utilizao por pessoal que no
siga rigorosamente as instrues
contidas nesses procedimentos.
As condies bsicas para a ado-
o de uma sistemtica de manu-
teno preventiva devem levar em
considerao se o equipamento
permite algum tipo de monitora-
mento e se a avaliao custo-be-
nefcio favorvel adoo de tal
sistemtica. Outro aspecto impor-
tante a ser considerado a pos-
sibilidade de se realizar a anlise
das falhas que permita rastrear as
causas originais, dando condies
adequadas de elimina-las e de se
adotar aes corretivas que eli-
minem defnitivamente eventuais
problemas atravs do estabeleci-
mento de programa de acompa-
nhamento, anlise e diagnsti-
co sistematizado.
SEO 4
Manuteno preditva
A manuteno preditiva o tipo
de manuteno que realizada
levando-se em considerao as
modifcaes encontradas na con-
dio e no desempenho do equi-
pamento, cujo acompanhamento
no tempo obedece a parmetros
de aceitabilidade previamente es-
tabelecidos.
considerada uma grande evo-
luo e uma quebra de paradigma
na manuteno por levar em con-
siderao o estado real do equi-
pamento para prevenir as falhas e
atuar na troca ou no ajuste, per-
mitindo a operao contnua do
equipamento pelo maior tempo
possvel.
A manuteno preditiva est li-
gada ao conceito de predio da
ocorrncia de um fato ou falha
no equipamento. Ou seja, esse
tipo de sistemtica de manuten-
o privilegia a maximizao da
disponibilidade do equipamento
medida que no promove a inter-
veno visto que o monitoramen-
to e as medies so efetuadas
com o equipamento em operao.
A monitorao e os procedimen-
tos determinados em consequn-
cia dessa monitorao so uma
das formas mais efcientes e mais
baratas de estratgia de manuten-
o em unidades industriais nas
quais o custo da falha gera preju-
zos e perdas considerveis.
As condies bsicas para a ado-
o de uma sistemtica de manu-
teno preditiva passam pelos se-
guintes pontos:
o equipamento ou sistema
deve aceitar algum tipo de mo-
nitoramento a custos aceitveis
e com tecnologia acessvel e de
fcil utilizao;
o equipamento deve ser consi-
derado estratgico a tal ponto de
compensar os custos-benefcios
envolvidos;
Programa de acompanha-
mento, anlise e diagnst-
co sistematzado.: Emprego
de mo de obra qualifcada
em anlise e formulao de
diagnstcos e de resoluo
de problemas.
29 MANUTENO MECNICA
SEO 5
Manuteno detectva
So geralmente dispositivos ou
sistemas integrados de proteo
que detectam automaticamente
falhas imperceptveis ao operador
e ao mantenedor.
Um exemplo clssico o circuito
que comanda a entrada em fun-
cionamento de um gerador de
hospital. Se houver falta de ener-
gia e o circuito tiver uma falha, o
gerador no entrar em funciona-
mento. Este tipo de falha inad-
missvel, visto que vidas depen-
dem do perfeito funcionamento
desse sistema. A identifcao de
falhas ocultas primordial para
garantir a confabilidade. Em sis-
temas complexos, essas aes s
podem ser operacionalizadas por
pessoal especializado e devida-
mente treinado.
A principal diferena entre esse
tipo de sistema e o sistema de ma-
nuteno preditiva que o nvel
de permisso de atuao automa-
tizado deve ser elevado, permitin-
do ao usurio leituras constantes
e em tempo real da situao dos
sistemas. Ou seja, enquanto que
na manuteno preditiva os dados
so colhidos e analisados aps o
acontecimento, na manuteno
detectiva so lidos em tempo real,
apresentando o comportamento
do sistema no momento em que
ele ocorre, possibilitando corrigir
o problema assim que ele detec-
tado.
A manuteno detectiva caminha
junto com a evoluo de equipa-
mentos, instrumentos e automati-
zao dessas mquinas no mbi-
to industrial, criando sistemas de
monitoramento individuais e in-
terligados, utilizados para assegu-
rar a integridade da mquina, do
operador e do ambiente, forando
cada vez mais a garantirem a con-
fabilidade e segurana do sistema
e da unidade industrial.
Vale salientar que esses sistemas de
monitoramento so independentes
e tm por fnalidade garantr que o
sistema no venha a ter falhas du-
rante o processo.
Segundo Kardec e Nassif (2006,
p. 45), para escolher qual o tipo de
manuteno ser utilizada, a deci-
so ser focada na confabilidade.
Para a adoo de um sistema de
manuteno detectiva, devem ser
levadas em considerao certas
particularidades que assim eles
descrevem:
as falhas devem poder ser mo-
nitoradas, avaliadas e mensuradas
de maneira correta e fdedigna;
as equipes envolvidas em tal
sistemtica devem ter capacidade
de montar uma sistemtica de
acompanhamento, anlise e diag-
nstico sistematizado das falhas.
Ao se analisar a viabilidade da ado-
o de um sistema de manuteno
preditiva, devem-se levar em con-
siderao os aspectos de segu-
rana pessoal e operacional, visto
que a falta de um monitoramento
do estado do equipamento pode
acarretar srios danos sade
do pessoal envolvido, bem como
longos perodos do equipamento
fora de produo. Alm disso, o
acompanhamento constante das
condies do equipamento deve
levar em considerao a redu-
o dos custos, evitando paradas
desnecessrias, e que o grande
diferencial entre esse tipo de sis-
temtica de manuteno e o de
manuteno preventiva. Um dos
grandes fatores da anlise tam-
bm a possibilidade de maximi-
zao do tempo de equipamento
em operao sem paradas para in-
tervenes, o que aumenta signi-
fcativamente a produtividade do
equipamento.
Um fator extremamente im-
portante para a adoo desse
tpo de manuteno que o
pessoal envolvido na opera-
o deve ser muito bem trei-
nado em anlise, diagnstco
e soluo de problemas. A
anlise dos dados coletados
fator essencial para o bom
funcionamento deste tpo de
sistema.
30 CURSOS TCNICOS SENAI
[...] Os sistemas de trip ou
shut-down so a ltma fron-
teira entre a integridade e a
falha. Graas a eles as mqui-
nas, equipamentos, instalaes
e at mesmo plantas inteiras
esto protegidos contra falhas
e suas consequncias meno-
res, maiores ou catastrfcas;
Esses sistemas so proje-
tados para atuar automa-
tcamente na iminncia de
desvios que possam compro-
meter as mquinas, a produ-
o, a segurana no seu aspec-
to global ou o meio ambiente;
Os componentes dos sistemas
de trip ou shut-down, como
qualquer componente, tam-
bm apresentam falhas e es-
tas podem acarretar em dois
tpos de situao, quais sejam:
o sistema no atua ou atua de
forma indevida. Em ambos, os
problemas gerados podem ser
de efeitos indesejveis (KAR-
DEC E NASSIF, 2006, p. 45).
Nesse tipo de manuteno, o
grande diferencial est na capa-
cidade de verifcao do sistema
sem retir-lo de operao, pela
sua capacidade de detectar e iden-
tifcar a falha oculta no sistema e
possibilitar a sua correo man-
tendo o equipamento ainda em
pleno funcionamento.
SEO 6
Administrao da ma-
nuteno
A manuteno industrial tem sido
vista cada vez mais, nas indstrias
de ponta ou nos grandes conglo-
merados industriais, como estrat-
gica e um pilar fundamental para
a competitividade das organiza-
es. Na cadeia produtiva fator
de confabilidade e de melhorias
na produtividade, cumprindo sua
funo de confabilidade, manten-
do as condies ideais dos equipa-
mentos, modernizando e/ou oti-
mizando as instalaes industriais.
Assim, a gesto ou administrao
da manuteno passa a ser foco
de destaque das empresas, refe-
tindo nas estruturas hierrquicas,
em que h uma variao enorme
na forma ou tipo de manuteno
a se inserir.
De qualquer maneira, cada vez
mais a hierarquia fca menos im-
portante e a manuteno deve ser
fexvel e veloz o bastante para
atender s exigncias a que est
submetida. Para uma administra-
o efcaz, velocidade e fexibili-
dade so palavras-chave, para uma
gesto focada em resultados.
A manuteno deve refetir na
maneira de sua gesto a viso dos
resultados fnais do negcio em
que est inserida, no sendo um
fm em si mesmos, ou seja, suas
prioridades so as prioridades do
negcio para o qual ela trabalha.
O primeiro ponto que deve ser
enfatizado a gesto do princi-
pal ativo de qualquer empresa
ou rea de trabalho, que so as
pessoas que formam o time da
manuteno e que produzem os
resultados auferidos pela empre-
sa. Essas equipes devem estar ali-
nhadas com a viso e os conceitos
de administrao da manuteno
e devero ser os grandes pratican-
tes no dia a dia de uma flosofa
moderna de manuteno.
Todo o processo de desenvolvi-
mento das pessoas, desde a corre-
ta seleo, passando pelo consis-
tente programa de treinamento e
desenvolvimento, gerando opor-
tunidades de carreiras, cresci-
mento profssional e a gerao de
um clima de trabalho harmnico,
deve ser o primeiro foco de um
gerente de manuteno.
DICA
Portanto, equipe motvada,
bem treinada, valorizada e
conhecedora de sua misso
gera resultados de alto de-
sempenho.
O segundo aspecto o desenvol-
vimento de um modelo de gesto,
compreendendo o processo de
planejar, programar, executar e
controlar o desempenho, no qual
esteja clara, e seja do conhecimen-
to de todos, a forma como o de-
sempenho ser medido e avaliado.
DICA
Uma estrutura de relaciona-
mento fexvel e fcil, sem
barreiras administratvas,
dar sustentao a um mo-
derno modelo de gesto com
alto desempenho e assertvi-
dade.
A gesto do desempenho, no caso
da manuteno, formada basica-
mente por um ciclo que pode ser:
virtuoso;
vicioso.
31 MANUTENO MECNICA
No ciclo virtuoso:
cada pilar gera um resultado
positivo crescente que se fecha
de tal forma que existe uma infu-
ncia em cadeia, gerando uma
melhoria crescente nos demais
ndices e assim por diante;
uma manuteno que possua
forte pilar de planejamento e
programao gera boas condi-
es para se fazer a interveno
com qualidade, garantindo menor
nvel de intervenes no progra-
madas, reduzindo a ocorrncia de
horas extras e liberando a equipe
para fazer melhor planejamento e
programao, reforando nova-
mente o ciclo.
No ciclo vicioso:
so necessrias estruturas
grandes, para atender grandes
manutenes no planejadas,
aumentando os custos em todos
os sentidos;
deve-se ter em mente que os
ndices so consequncia de uma
boa poltica de manuteno e a
base para a obteno de resulta-
dos consistentes possuir uma
equipe motivada e uma direo
clara em termos de estratgia
geral para a busca de resultados
duradouros.
SEO 7
Planejamento e Pro-
gramao da Manuten-
o (PCM)
O processo de planejamento
de fundamental valor para lograr
xito e atingir metas propostas
de forma estruturada e segura,
garantindo o melhor aproveita-
mento dos recursos nas melhores
condies possveis.
A qualidade do planejamento
pode variar bastante e disso de-
pende do que se busca em termos
de resultado e da competncia das
pessoas que esto desenvolvendo
essa ferramenta.
Em toda boa estratgia de manu-
teno, o custo e a qualidade so
objetivos primordiais a serem al-
canados nos melhores padres.
Quando se fala em manuteno
de classe mundial, esses objeti-
vos se somam a: baixo nmero de
horas extras, zero acidentes e au-
sncia de impactos ambientais nas
instalaes.
Para a otimizao dos custos e a
elevao do padro de performance
da manuteno, temos de pensar
em um sistema de manuteno es-
pecfco para cada instalao.
Qualquer planta industrial pos-
sui uma necessidade prpria com
caractersticas muito particulares
e, portanto, exige uma estratgia
inteiramente especfca para cada
caso. Para cumprir seus objetivos,
necessrio montar uma estrat-
gia com base em suas necessida-
des de confabilidade, porm, para
cada estratgia, existe uma con-
juno onde se encontra o melhor
(ou menor) custo da manuteno.
Esse ponto denominamos de
ponto ideal de manuteno.
Devemos, com o planejamento,
garantir a efcincia da gesto da
mo de obra, da gesto dos ser-
vios terceirizados, do foco dos
equipamentos que representam
os maiores custos de manuteno,
objetivando o nvel timo de cus-
tos, agregado a uma viso de con-
fabilidade, segurana, meio am-
biente e atendimento ao cliente.
O planejamento deve ser a lo-
comotva que puxa, com seu
esforo, todos os recursos ao
melhor ponto para o melhor
desempenho da manuteno
e, consequentemente, do ne-
gcio.
Os objetivos gerais do planeja-
mento da manuteno passam
necessariamente pelos seguintes
pontos, que so fundamentais
para o sucesso da implantao:
a. reduo/otimizao de custos;
b. efcincia do uso da mo de
obra e otimizao dos tempos
de execuo;
c. reviso contnua do sistema de
manuteno (reduzir/eliminar
ou aumentar a necessidade de
fazer manuteno);
d. garantia da confabilidade;
e. reduo de estoques de manu-
teno e peas reservas;
f. excelncia das prticas de qua-
lidade, sade, segurana e meio
ambiente;
g. busca constante de padres de
classe mundial.
Para um bom planejamento da
manuteno necessrio que a
equipe, ou as pessoas respons-
veis pela implementao e opera-
cionalizao do sistema/progra-
ma de manuteno, efetue vrias
atividades iniciais e de acompa-
nhamento contnuo que envolve:
32 CURSOS TCNICOS SENAI
a. planejamento das atividades;
b. planejamento de tempos e movimentos;
c. planejamento de custos/oramentos;
d. planejamento de pessoal;
e. planejamento de recursos de apoio;
f. planejamento de servios externos;
g. criao e desenvolvimento de procedimentos operacionais de alta
qualidade;
h. engenharia de manuteno.
Esses planejamentos, quando bem efetuados, subsidiam os administra-
dores de forma efetiva para analisar a viabilidade e a importncia de se
manter sistemas de manuteno em vigor dentro das empresas.
A ttulo de informao, vamos nos ater ao planejamento de custos/ora-
mentos e fazer algumas consideraes. Os custos de manuteno podem
ser divididos em trs grandes famlias: custos diretos, custos de perda de
produo e custos indiretos.
33 MANUTENO MECNICA
Custos Diretos Como o prprio nome j diz, aquele que refete
diretamente sobre a funcionalidade dos equipamentos. Inclui gastos
com peas de reposio, manuteno, mo de obra, etc.
Custos de Perda de Produo Causados pela parada da m-
quina. Mquina parada no produz e, geralmente, o custo de hora
mquina.
Custos Indiretos Geralmente includos pela rea de apoio como
a administrativa e a tecnolgica. Exemplo: gastos com anlise de defei-
to ou melhorias no sistema.
Podemos concluir, ento, que para termos uma indstria ou produto
competitivo no mercado temos de ter um planejamento adequado e de-
talhado da manuteno, considerando-a rea estratgica da empresa.
Visto tudo isso, que tal agora conhecermos as tcnicas de desmontagem
e montagem de acessrios e equipamentos? Vamos juntos!
Unidade de
estudo 3
Sees de estudo
Seo 1 Cuidados preliminares
Seo 2 Etapas para desmontagem de
conjuntos mecnicos
Seo 3 Etapas para montagem de
conjuntos mecnicos
35 MANUTENO MECNICA
Tcnicas de Desmontagem e Monta-
gem de Acessrios e Equipamentos
SEO 1
Cuidados preliminares
Primeiramente temos de ter em
mente que qualquer mquina ou
equipamento instalado correta-
mente e funcionando conforme
as recomendaes do fabricante,
como pontos de lubrifcao, uso
de lubrifcante recomendado, ma-
nutenes e revises peridicas
sempre em dia, capaz de fun-
cionar bem por um longo pero-
do, sem a necessidade de grandes
intervenes.
Temos de considerar, porm, que
qualquer mquina ou equipamen-
to est sujeito a quebras. E ao
ocorrer essas paradas teremos de
efetuar a desmontagem a fm de
realizar a manuteno. Para isto,
devemos seguir um cronograma
de anlise do problema antes de
iniciar a desmontagem propria-
mente.
Dever ser baseada nos seguintes
pontos:
primeiro, pelo relato do
operador, ento pelo histrico
da mquina tipo de operao
que estava sendo efetuada pela
mquina.
na observao dos instrumen-
tos de controle da prpria mqui-
na ou realizar teste na mquina
para verifcar a real importncia
da desmontagem.
Ex.:
1-Verifcar se a rotao do motor
est dentro da normalidade com
um tacgrafo.
2- Utilizar o manmetro para ve-
rifcar se a presso da rede de ar-
comprimido est dentro das espe-
cifcaes tcnicas do fabricante.
3- Atravs do multmetro, verif-
car se a tenso da rede de abaste-
cimento da mquina est correta.
Verifcando que realmente ne-
cessria a desmontagem, o man-
tenedor dever obedecer a uma
sequncia de procedimentos que
iro garantir sua sade e seu tra-
balho:
primeira providncia: desligar
a fonte de energia e circuitos
eltricos em geral.
Observao Colocar uma
placa avisando o motvo do
desligamento (EM MANU-
TENO) ou uma trava para
que no haja o risco de reli-
gamento da energia evita aci-
dentes.
consultar o manual tcnico da
mquina, a fm de identifcar as
peas, a correta remoo delas e
conseguir uma boa visualizao
das peas inacessveis.
remover as carenagens, como:
protees externas e acessrios.
efetuar a limpeza da mquina
com pincis, estopas, desengra-
xantes, etc. Deixar a mquina
limpa, sem possveis contami-
nantes, como areia, barro, graxas
contaminadas com partculas
slidas, cavacos de metal, etc.
retirar os fuidos, leo de
caixas, lquido de arrefecimento,
etc., evitando assim acidentes,
como o derramamento de leo
no piso ou em circuitos eltricos.
remover a fao eltrica e
seus circuitos melhora a limpe-
za. Devem ser levados ao setor
de manuteno eltrica a fm de
serem testados.
remover mangueiras, manpu-
los, volantes, alavancas e man-
gueiras.
colocar calos apropriados
em peas pesadas que possam se
soltar ou danifcar outras peas.
Desse modo voc evita inconve-
nientes como empenamento de
eixos, por estarem ainda fxos a
essas peas, e acidentes.
Obedecida essa sequncia, o man-
tenedor dever prosseguir a opera-
o de desmontagem.
36 CURSOS TCNICOS SENAI
SEO 2
Etapas para desmon-
tagem de conjuntos
mecnicos
Retirada dos parafusos. Para
parafusos travados, deve-se
colocar leo desoxidante. Esse
micro-leo penetra entre a rosca
e o parafuso atuando sobre a fer-
rugem. No sendo sufciente para
soltar o parafuso, o mantenedor
pode aquecer o parafuso a fm
de queimar alguma cola que, por
ventura, esteja inserida na rosca.
Usa-se normalmente uma chama
oxiacetilnica ou um maarico a
gs GLP.
Procure saber no manual
do equipamento a sequncia
de aberto dos parafusos. Para
solt-los, s seguir a sequncia
contrria. Observao Mui-
tos manuais trazem somente a
sequncia de aberto e torque dos
parafusos.
Verifque a posio e o local dos
componentes da mquina antes
de desmontar. Se no possuir o
manual com foto ou sequncia,
fazer um croqui ou tirar uma foto
da parte da mquina a ser des-
montada.
Retirar as peas e coloc-las de
forma ordenada sobre a bancada
facilita a montagem.
Efetuar marcaes que re-
gistrem informaes teis para
posterior montagem;
Retirar sobras de cola, junta
ou outros elementos de vedao
do conjunto desmontado, dei-
xando as superfcies de contato
bem limpas, sem poeira, leo ou
resduos da junta antiga. Caso
isso no seja feito poder haver
vazamento aps a montagem.
Retirar a graxa ou sujeira
Croqui: Esboo.
das peas, deixando-as limpas,
utilizando para isso a mquina de
lavar pea com produtos desen-
graxantes e pincel. Esse procedi-
mento muito importante para
verifcar possveis defeitos ou
falhas.
Procedimentos para a cor-
reta lavagem das peas
Sempre que utilizar a mquina
de lavar pea, utilizar os E.P.I.
obrigatrios, que so os seguin-
tes: culos de proteo e luvas.
Colocar as peas na mquina
de lavar, utilizando desengraxan-
tes especfcos para a limpeza de
peas, evitando o uso de gasoli-
na, solventes, lcool automotivo
ou diesel, pois esses produtos
podem causar irritaes e at
doenas de pele.
Utilizar pincel de cerdas duras
para auxiliar a limpeza e no esgui-
cho fazer a lavagem fnal.
Secagem das peas. Retirar as
peas da mquina e, por alguns
minutos, deix-los escorrer
em um recipiente limpo. Usar
ar-comprimido para terminar a
secagem das peas
Cuidados ao utlizar o ar-
comprimido na secagem das
peas
Utilizar presso baixa, em
torno de 4 bar.
Utilizar sempre culos de
proteo.
No usar o jato de ar-compri-
mido no corpo, pode provocar
a entrada de pequenas partculas
nos poros da pele;
Aps a limpeza, resguardar
(proteger) conjuntos mecnicos
expostos, conexes, aberturas
para lubrifcao, etc.;
37 MANUTENO MECNICA
Separao das peas em lotes,
conforme o estado em que se en-
contram. Essa separao se dar
conforme o grau de reaproveita-
mento da pea. Exemplo:
1. peas reaproveitveis, que no
possuem defeitos;
2. peas com defeito com possi-
bilidade de recuperao;
3. peas com defeito sem possibi-
lidade de reaproveitamento;
4. peas que devero ser analisa-
das no laboratrio.
Normalmente as mquinas ou
equipamentos possuem manuais
tcnicos informando: a sua devida
utilizao, o modo de instalao,
os circuitos eltricos, hidrulicos
e pneumticos, fotos ou desenhos
de peas e conjuntos, sequncia
de montagem, plano de lubrifca-
o, plano de manuteno e espe-
cifcaes tcnicas.
Pode acontecer, tambm at de-
mais da conta , falta de manual
ou manual incompleto, de inter-
pretao difcil, escrito em lngua
estrangeira, adverso compreen-
so do operador ou mantenedor.
Muitas vezes isso acontece por se
tratar de maquinrio antigo ou por
falta de conhecimento do pessoal
da rea de compras das leis do co-
mrcio internacional que obriga
o fabricante de qualquer mquina
ou equipamento a fornecer o ma-
nual com todas as informaes na
lngua do comprador, isto na hora
da compra do equipamento novo.
Falta ento um pouco de cons-
cientizao e cobrana pelo com-
prador na hora da compra deste
item to importante para o pesso-
al da manuteno e da produo.
Com os conjuntos mecnicos j
Montagem no seria-
da
Aps a concluso das etapas de
desmontagem e limpeza das pe-
as, o passo seguinte a monta-
gem das peas e dos conjuntos. O
principal objetivo restabelecer
a funcionalidade da mquina ou
equipamento, lembrando que o
mantenedor o principal respon-
svel pelo perfeito desempenho
da mquina aps a montagem,
devendo ele ter ateno redobra-
da nesse momento, focando sua
ateno:
na sequncia correta das pe-
as, acompanhando pelo manual
tcnico a ordem de montagem na
seo de desenhos de conjunto;
na verifcao da qualidade
das peas novas ou recuperadas a
serem utilizadas, principalmente
o dimensional;
na verifcao da limpeza das
peas e do local da montagem;
no exame de todas as peas
antes da montagem, verifcando
suas posies nos conjuntos a
serem montados;
na verifcao de marcaes
ou referncias que ajudem a loca-
lizar o lado correto das peas que
sero montadas, tendo o cuidado
de no inverter a posio da pea;
em efetuar teste de funcio-
namento dos subconjuntos e
conjuntos, de acordo com o
andamento da montagem, verif-
cando o perfeito funcionamento
das partes.
A nossa discusso, agora, tem
como foco o estudo das ferra-
mentas e dos dispositivos para a
execuo da manuteno. Conti-
nue antenado!
desmontados e com as peas lim-
pas e separadas conforme o grau
de defeito, inicia-se a etapa de re-
cuperao das peas que tm pos-
sibilidade de recuperao e substi-
tuio de peas ou conjuntos.
Itens a serem verifcados
antes da montagem
ajuste e usinagem de novas
peas ou parte delas;
recuperao de roscas exter-
nas ou internas;
troca de elementos de fxao
danifcados;
substituio de peas ou
conjuntos sem condies de
utilizao;
verifcao da limpeza das
peas;
aplicao de uma fna cama-
da de leo nas peas antes da
montagem;
SEO 3
Etapas para montagem
de conjuntos mecnicos
Existem dois tipos de montagem
no ambiente industrial.
1. Montagem em srie Uti-
lizada nas indstrias em que
ocorre a montagem seriada de
peas em conjuntos mecni-
cos.
2. Montagem no seriada
a montagem realizada na ban-
cada, pea a pea, feita pelo
mantenedor. a que vamos
abordar neste captulo.
Unidade de
estudo 4
Sees de estudo
Seo 1 Introduo
Seo 2 Ferramentas de encaixe externo
Seo 3 Ferramentas de encaixe interno
Seo 4 Alicates
Seo 5 Ferramentas especiais
Seo 6 Recomendaes fnais
39 MANUTENO MECNICA
Ferramentas e Dispositivos para
Execuo da Manuteno
SEO 1
Introduo
Vimos at o momento alguns
conceitos bsicos de manuteno
e tambm os diferentes tipos de
manuteno que existem e que
podem ser aplicados na empresa.
Alm disso, vimos tambm que,
dependendo da necessidade da
empresa, um sistema de manu-
teno pode e deve inserir vrios
tipos de manuteno em seu pla-
nejamento.
Outro fator importante que foi
abordado, e que veremos com
mais detalhes na unidade de estu-
do referente construo de um
plano mestre de manuteno, a
necessidade de se realizar o plane-
jamento detalhado do sistema de
manuteno a ser implementado
na organizao, que se refetir de
forma direta nos custos envolvi-
dos na operao do processo.
A partir de agora, antes de en-
trar nos tipos de manuteno e
de componentes de manuteno,
devemos conhecer algumas das
ferramentas mais utilizadas no
desenvolvimento da manuteno.
DICA
importante voc pedir ao
professor que mostre essas
ferramentas e que o deixe
pratcar um pouco com al-
gumas delas a fm de se fa-
miliarizar com seu manuseio
e cuidados na sua utlizao,
conservao e guarda.
SEO 2
Ferramentas de encaixe
externo
comum na manuteno o uso
de ferramentas para aperto e de-
saperto. Normalmente utilizadas
em porcas e parafusos, suas medi-
das so padronizadas.
Observao Todo parafuso
ou porca ao ser produzido
segue uma norma internacio-
nal de construo. Para tanto,
tambm as ferramentas se-
guem essa padronizao.
O bom mantenedor deve saber
que para retirar ou colocar um
parafuso com medidas em pole-
gadas dever utilizar uma ferra-
menta tambm com medidas em
polegadas, evitando com isso o
espanamento da cabea do para-
fuso.
O uso correto das ferramentas
assegura seu longo e perfeito fun-
cionamento e tambm dos ele-
mentos de fxao nos quais sero
utilizadas.
Modo adequado de utilizao e
armazenamento das ferramentas
Ao utilizar uma ferramenta
de encaixe, deve-se observar se
realmente esta encaixou perfeita-
mente at o fundo e perpendicu-
larmente ao parafuso.
Para facilitar a retirada de um
parafuso, deve-se utilizar toda a
extenso da ferramenta a fm de
aproveitar ao mximo o torque
que o cabo da ferramenta pode
produzir, sem o uso de prolon-
gadores.
Toda ferramenta produzida
de acordo com sua utilizao,
no devendo o usurio utilizar
artifcios para prolongar o cabo a
fm de aumentar a fora (torque).
Esse tipo de procedimento pode
acarretar danos s ferramentas,
pea e pr em risco a segurana
do mecnico.
Toda a ferramenta danifcada
dever ser descartada, a fm de
no provocar acidentes.
dever do mecnico, deixar a
caixa de ferramentas limpa e or-
ganizada. Ao fnalizar um servio,
dever limpar suas ferramentas e
guard-las.
40 CURSOS TCNICOS SENAI
Tipos de ferramentas de encaixe externo
Chave de boca fxa
Tem como fnalidade o aperto e o afrouxamento de parafusos e porcas
com geometria defnida (perfl sextavado ou quadrado). Sua principal
caracterstica a rapidez com que feito o encaixe. No aconselhado
seu uso em locais em que necessrio um maior esforo.
Figura 5 Chave fxa
Fonte: Penteado (1997).
Chave estrela
Utilizada em porcas e parafusos que necessitam de um esforo maior
no aperto ou na retirada. Por ser totalmente fechada garante uma distri-
buio mais equilibrada da fora envolvida, concentrando o esforo em
um ponto central. Muitas vezes utilizada em conjunto com a chave de
boca, para dar o aperto fnal ou no comeo da retirada. Apresenta uma
grande variedade de tipos e aplicaes.
Figura 6 Chave estrela
Fonte: Penteado (1997).
Chave combinada
Combina a chave de boca fxa
com a chave estrela. a chave
ideal para o mecnico, pois a mes-
ma ferramenta propicia a rapidez
do encaixe da chave de boca e a
segurana da chave estrela para
situaes que necessitem mais
fora.
41 MANUTENO MECNICA
Figura 7 Chave combinada
Fonte: Penteado (1997).
Chave de bater
Em situaes que necessitem o emprego de mais fora para a retirada
ou o aperto de porcas ou parafusos, deve-se utilizar equipamentos mais
robustos como as chaves de bater. Especialmente projetada para levar
pancadas na extremidade do cabo reforado, esta chaves usada em
conjunto com martelos ou marretas.
Figura 8 Chave de bater
Fonte: Penteado (1997).
Soquetes
Vendidos separadamente ou em conjunto, se tornou uma ferramenta
muito verstil. Apresenta uma vasta lista de acessrios que a tornam pr-
tica, conforme a necessidade de profundidade, perfl, fora, mobilidade
e encaixe. Adapta-se facilmente a mquinas eltricas ou pneumticas e
manuais como, manivelas, prolongadores, torqumetros, catracas e jun-
tas universais.
Na linha profssional, em que se
encontram as mquinas eltricas
e pneumtica, deve-se utilizar so-
quetes especfcos para altas ro-
taes e impactos causados por
essas mquinas. Os soquetes de
impacto so os ideais para essas
situaes por apresentarem uma
geometria perfeita (concentrici-
dade), que evitam vibraes, e
paredes reforadas, que garantem
segurana contra os esforos tan-
genciais.
42 CURSOS TCNICOS SENAI
Figura 9 Soquetes, catracas e extensores
Fonte: Penteado (1997).
Chave tpo biela
Tambm conhecida como chave L, pode ser macia, com dois lados
sextavados, ou com um lado com furo passante, permitindo a sada de
parafusos com comprimento maior. Muito utilizada em parafusos e por-
cas alojadas em rebaixos.
Figura 10 Chave tpo biela
Fonte: Ferramentas... (2010).
Chave de boca ajustvel
A chave de boca de encaixe externo ajustvel tem a boca ajustvel con-
forme a medida da cabea do parafuso ou da porca. conhecida tam-
bm como chave inglesa. fornecida em diversos tipos e tamanhos.
Figura 11 Chave de boca ajustvel
Fonte: Penteado (1997).
Chave para tubos e canos
(Grif)
Como o prprio nome diz, utili-
zada para aperto ou afrouxamen-
to de tubos de fanges em sistemas
hidrulicos. Conhecida tambm
pelo nome de chave Griff.
uma ferramenta projetada para
realizar servios em peas com
geometria circular, como tubula-
es. Por esse motivo no deve-
mos utilizar essa ferramenta em
porcas ou parafusos com geome-
tria sextava ou quadrada.
Figura 12 Chave para tubos
Fonte: Ferramentas... (2010).
43 MANUTENO MECNICA
Figura 13 Modo de utlizao da chave para tubos
Fonte: Ferramentas... (2010).
SEO 3
Ferramentas de encaixe interno
So utilizadas em parafusos que apresentam na cabea ou no corpo do
parafuso encaixe especfco para essas ferramentas.
Tipos de ferramentas para encaixe interno
Chave hexagonal ou chave Allen
O tipo de chave Allen mais conhecido apresenta o perfl do corpo em
L, o que possibilita o efeito de alavanca durante o aperto ou desaperto
de parafusos. utilizada em parafusos com encaixe interno sextavado.
O encaixe dever ser perfeito sem folga. Limpe bem o encaixe interno
do parafuso, retirando todo e qualquer tipo de sujeira. Uma chave mal
encaixada pode escapar e causar um acidente ao mantenedor.
No se esquea de que para parafuso com bitola em milmetros a chave
tambm dever ser em milmetros. Exemplo: em parafusos M5, usar
uma chave 4 de mm. Em parafusos com bitola em polegadas, a chave
tambm dever ser em polegadas. Exemplo: em parafusos BSW 3/8,
usar uma chave 1/4.
Figura 14 Chave Allen
Fonte: Ferramentas... (2010).
Chave de fenda simples e
cruzada
A chave de fenda geralmente
constituda de um cabo em uma
extremidade de uma haste e na
outra extremidade uma ponta que
pode ser simples ou cruzada.
utilizada para aperto ou desaperto
de parafusos que no necessitem
de muita fora de aperto, como
parafusos de fenda simples ou
cruzada.
Cuidados com as chaves de fen-
das
No utiliz-las como talhadei-
ra.
A ponta da ferramenta dever
ter o mesmo comprimento da
fenda da cabea do parafuso.
No esmerilhar a ponta da
chave de fenda para no haver
perda das propriedades mecni-
cas do metal por aquecimento.
Se houver a necessidade de
refazer a ponta da ferramenta
proceda conforme a seguinte
recomendao:
44 CURSOS TCNICOS SENAI
1. Refaa a geometria da ponta da ferramenta no esmeril. Essa geome-
tria dever ter linhas retas formando um retngulo na ponta.
2. Agora, voc dever fazer um tratamento trmico nessa ponta. Aque-
a a ponta com um maarico at que atinja a temperatura de 880 C
(colorao vermelho-amarelada), mergulhe a ponta bruscamente no
leo, resfriando-a.
3. A seguir, voc dever fazer o revenimento dessa tmpera. Se no for
feito, a ponta torna-se quebradia. Aquea novamente a ponta at
uma temperatura de 300 C (cor azulada). Deixe resfriar na tempera-
tura ambiente.
Figura 15 Chaves de fenda simples e cruzadas
Fonte: Ferramentas... (2010).
Chave tpo Torx
Chave parecida com a chave Allen, porm com as extremidades diferen-
tes. So utilizadas em parafusos tipo Torx.
Figura 16 Extremidade da chave tpo Torx
Fonte: Ferramentas... (2010).
SEO 4
Alicates
Ferramenta composta de dois bra-
os unidos por um pino forman-
do uma articulao. Na extremi-
dade de cada brao encontram-se
pontas apropriadas para segurar,
dobrar, cortar, etc.
Existem vrias derivaes desse
modelo, abrangendo um amplo e
diversifcado seguimento de fer-
ramentas para muitas operaes
especfcas.
Alicate universal
So os mais conhecidos e usados.
So encontrados no mercado em
vrios tipos e variam principal-
mente no acabamento e no for-
mato da cabea e dos braos, que
podem ser plastifcados ou no.
45 MANUTENO MECNICA
Figura 17 Alicate universal
Fonte: Adaptado de Ferramentas... (2010).
Alicate de presso
Ferramenta destinada a segurar/prender objetos, tem diversas formas
e utilizaes como soltar parafusos com o sextavado espanado, segurar
chapas para unir com solda em trabalhos leves, sendo utilizada como
uma morsa.
Figura 18 Alicate de presso
Fonte: Ferramentas... (2010).
Alicates para anis de segmento interno e externo
Ferramenta utilizada na remoo e na colocao de anis elsticos em
eixos, segmento externo ou carcaas (exemplo: sede de rolamento), seg-
mento interno.
O mantenedor dever ter muito cuidado ao utilizar esse alicate, pois du-
rante a operao de retirada ou colocao dos anis elsticos vai tracio-
nar ou comprimir o anel, o qual poder se soltar bruscamente, podendo
ocasionar um acidente ou a perda do anel.
Figura 19 Alicate para anis elstcos
Fonte: Ferramentas... (2010).
SEO 5
Ferramentas especiais
Torqumetro
Ferramenta utilizada para medir
o torque de aperto de parafusos
e porcas. Os fabricantes de con-
juntos mecnicos informam nos
manuais o torque de aperto dos
parafusos que necessitam de con-
trole na fora de aperto de para-
fusos ou porcas de travamento.
Esse controle evita tenses e de-
formaes das peas.
Existem no mercado diversos ti-
pos de torqumetros, com varia-
es de tamanho, capacidade de
medio, utilizao e unidade de
medida. Normalmente os torqu-
metros vm em trs tipos de uni-
dades de medida: o newton metro
(N.m), o quilograma-fora metro
(kgf.m) e a libra-fora polegada
(lbf.in).
46 CURSOS TCNICOS SENAI
Cuidados a serem tomados pelo usurio
Nunca desapertar parafusos ou porcas com o torqumetro.
Verifcar antes de iniciar a operao se o torqumetro tem a capaci-
dade de medio.
Evitar choques bruscos durante o uso.
Depois do uso, guardar o equipamento limpo e em local protegido.
Figura 20 Torqumetro de escala graduada
Fonte: Penteado (1997).
Figura 21 Torqumetro com relgio
Fonte: Penteado (1997).
Figura 22 Torqumetro de estalo
Fonte: Penteado (1997).
47 MANUTENO MECNICA
Saca-polias ou extrator
So ferramentas utilizadas para
a desmontagem de polias, rodas
dentadas, rolamentos, engrena-
gens de eixos ou carcaas. Para
cada tipo de operao existe um
tipo de sacador que pode ser in-
terno ou externo.
Os extratores podem ser defni-
dos como, mecnicos, hidrulicos
ou pela forma e disposio das
garras e utilizao.
Figura 23 Saca-polias
Fonte: Ferramentas... (2010).
Cuidados especiais
Lembre-se de que a ferramen-
ta seu instrumento de trabalho.
Mantenha-a sempre limpa e em
perfeitas condies de uso.
Evite acidentes! Sempre que
for usar uma ferramenta para
apertar ou soltar um parafuso
aplique a fora sempre em sua
direo, nunca ao contrrio.
Ferramentas danifcadas de-
vem ser descartadas.
Com isso, conclumos mais uma
unidade de estudos. Prepare-se
agora para conhecer as tcnicas
de recuperao de peas. Conti-
nue conosco!
Unidade de
estudo 5
Sees de estudo
Seo 1 Anlise preliminar
Seo 2 Recuperao de eixos
Seo 3 Recuperao de mancais
Seo 4 Recuperao de engrenagens
Seo 5 Recuperao de roscas
49 MANUTENO MECNICA
Tcnicas de Recuperao de
Peas
SEO 1
Anlise preliminar
Para a recuperao de peas ou
componentes de mquinas e equi-
pamentos, necessrio que sejam
utilizadas tcnicas especfcas para
cada elemento. Porm, de maneira
geral, antes de qualquer atuao,
deve-se realizar uma anlise deta-
lhada do tipo de falha.
Antes de iniciar a desmontagem,
o mecnico dever analisar com
cuidado todo o conjunto mecni-
co para que tenha certeza da real
necessidade da desmontagem do
conjunto.
Essa deciso muito impor-
tante porque, sempre que
possvel, deve-se evitar a
desmontagem de um equipa-
mento. Os riscos de ocorrer
uma regulagem inadequada
aps a remontagem so mui-
to grandes.
Fatores que podem infuenciar as
decises a serem tomadas
Primeiro: efetuar uma anlise
de todo conjunto.
Segundo: efetuar uma anlise
individual de cada componente,
verifcando partes com desgastes.
Terceiro: verifcar a procedn-
cia das avarias.
Quarto: verifcar a gravidade
do desgaste das peas avariadas.
Quinto: separar os elementos
que sero aproveitados.
Depois dessa eliminao de fato-
res, com a relao das peas que
sero recuperadas em mos,
feita a recuperao, utilizando-se
processos especfcos para cada
defeito apresentado. Veremos a
seguir os procedimentos adequa-
dos para cada tipo de defeito e sua
soluo. Fique antenado!
SEO 2
Recuperao de eixos
Eixos so elementos de apoio
muito solicitados em um conjun-
to mecnico, tanto estaticamente
como dinamicamente. Conhecer
a solicitao do eixo a primeira
coisa a se fazer antes de sua re-
cuperao, saber se ele um eixo
fxo que suporta uma carga gi-
ratria ou se um eixo giratrio
com uma carga fxa.
A seguir, veja as recomendaes
que ajudaro na escolha do pro-
cesso mais adequado de recupera-
o de um eixo danifcado.
Verifcao do emprego do
eixo, sua real utilizao na m-
quina.
Verifcar a RPM do eixo em
ordem de trabalho.
Verifcar se local onde ele se
encontra agressivo.
Verifcar se h lubrifcao e se
o sistema efciente.
Com essas informaes coletadas,
que dizem respeito s caracters-
ticas de solicitaes e do trabalho
executado, voc pode dar conti-
nuidade ao processo de recupera-
o do eixo.
A prxima etapa consiste em de-
terminar o material que ser uti-
lizado na recuperao e qual o
processo, que poder ser de duas
maneiras:
usinando um eixo novo; ou
recuperando o eixo danifcado.
50 CURSOS TCNICOS SENAI
Usinando um eixo
novo
Nas empresas, esse processo
feito, geralmente, pelo pessoal da
usinagem, terceirizado ou pelo
prprio mecnico. Para tanto, o
pessoal da manuteno tem de
passar as informaes necessrias
para a sua confeco.
Inicialmente feito um croqui
do eixo, contento suas medidas
originais e o tipo de material a
ser empregado, seguindo as es-
pecifcaes tcnicas do projeto
da mquina. Normalmente, eixos
sofrem algum tipo de tratamento
trmico no processo de sua fabri-
cao, portanto, registre tambm
essa informao no croqui, pois
ele dever ser usinado com um
sobremetal para permitir o pro-
cesso de acabamento aps o tra-
tamento trmico.
Recuperando o eixo
danifcado
Aps verifcar a possibilidade de
recuperao do eixo, que pode ser
total ou parcial, dependendo do
defeito, utilizam-se basicamente
dois tipos ou formas de recupe-
rao:
por soldagem; ou
por deposio metlica.
Recuperao de eixo pelo
processo de soldagem
Inicialmente verifca-se o tipo de
solda que ser feito. Por exemplo,
se for uma trinca (rachadura), ou
quebra, ou se for um preenchi-
mento em rea desgastada.
Modo de execuo
Trinca ou quebra
Localizar no eixo a trin-
ca, ou a quebra.
Limpar a superfcie
retirando restos de tinta,
leo, gua, qualquer tipo de
impureza que poder con-
taminar a solda interferindo
na sua qualidade.
Preparar as juntas em
eixos partidos, realizando
o chanfro e a limpeza do
material fadigado.
Caso haja a necessidade
de insero de um pino guia
no eixo partido, dever ser
realizada uma pr-usinagem
nas duas extremidades onde
sero colocados, com uma
tolerncia dimensional na
faixa de H7 e H6. Esse guia
dever ser feito com o mes-
mo tipo de material do eixo
ou de ao ABNT 1045.
Realizar a goivagem no
local da trinca ou abrir um
pouco mais a largura da
trinca com disco de corte
e fazer um furo em cada
extremidade a fm de evitar
o prolongamento da trinca.
O processo de soldagem
mais adequado para a solda
de manuteno o eltri-
co com uso de eletrodo
revestido.
Escolher o metal de
adio, levando em consi-
derao que ele dever ter
elevada resistncia mecnica
e que o metal base (eletro-
do) dever ter caractersticas
superiores s do eixo.
Preparar um dispositi-
vo pelo qual o eixo possa
girar durante o processo de
soldagem. Obs.: depois de
ponteados.
Usinagem: Torneiro.
Mecnico: Ajustador mec-
nico
51 MANUTENO MECNICA
Efetuar a solda. A solda
dever ser realizada por
profssionais da rea da
soldagem. Por se tratar de
uma pea que necessita de
responsabilidade tcnica, o
soldador dever ser qualif-
cado.
Fazer a limpeza da rea
soldada.
Realizar a usinagem efe-
tuando o dimensionamento
da pea.
Efetuar as medies,
conferindo-as com as espe-
cifcaes tcnicas forneci-
das pelo fabricante.
Informaes que devem ser leva-
das em considerao no processo
de recuperao de eixos pelo pro-
cesso de soldagem.
Efetuar a montagem,
observando a concentricida-
de do eixo.
Dependendo do material
base, dever ser feito um
pr-aquecimento.
Ao efetuar a solda, o
soldador dever controlar
a temperatura da pea, a
fm de evitar o superaque-
cimento que provocar
deformaes pelo aumento
das reas com concentra-
o de tenses na estrutura
molecular do ao.
Aps a solda, a pea
dever esfriar lentamente,
a fm de aliviar as tenses,
evitando o choque trmico.
Caso haja empenamento
da pea, no aconselhado
o seu endireitamento em
prensas, pois aumentar
consideravelmente as reas
com concentrao de ten-
ses, fragilizando a estrutu-
ra molecular da pea.
Efetuar o tratamento
trmico quando necessrio,
pela especifcao tcnica da
pea. Exemplo: normatiza-
o, cementao, tmpera,
revenimento.
Recuperao de eixos por
deposio metlica
Processo de metalizao
Trata-se de um processo pelo qual
um material, que pode ser met-
lico, polimrico ou cermico,
depositado sob a pea na forma
fundida ou semifundida com a
utilizao de uma fonte de calor
ou sem a adio de temperatura.
o revestimento dado superf-
cie da pea com o intuito de pre-
enchimento de reas desgastadas
ou de propiciar uma proteo su-
perfcial a mais na pea. Essa de-
posio pode ser classifcada em:
deposio metlica a quente;
deposio metlica a frio;
deposio metlica por eletr-
lise.
As deposies metlicas a quente
e por eletrlise necessitam geral-
mente de equipamentos especiais.
A deposio a frio tem sua aplica-
o manual, feita geralmente com
esptula. Em todas as ocasies,
necessria uma preparao da su-
perfcie a ser recuperada.
No processo por deposio a
quente, o mais utilizado o pro-
cesso Chama-P que consiste na
utilizao de uma chama oxiace-
tilnica e da injeo de ar compri-
mido, em que o p metlico, ce-
rmico ou polimrico projetado
sobre a superfcie da pea. Para
esse processo necessrio que a
superfcie da pea esteja livre de
impurezas, leos e que seja pr-
usinada com acabamento adequa-
do.
No processo que utiliza a eletr-
lise, a superfcie deve ser usinada
antes de ser submetida ao pro-
cesso, de acordo com a espessura
da camada a ser depositada, com
acabamento perfeito. Exemplo de
aplicao: cromagem.
A recuperao por deposio a
frio, sem a utilizao de fonte de
calor, d-se atravs da reao da
massa metlica com o reagente
que endurece a mistura. Por ser
aplicada manualmente, aps a
aplicao,dever ser submetida ao
processo de usinagem, para regu-
larizar a superfcie e o dimensio-
namento da pea.
SEO 3
Recuperao de
mancais
A recuperao de mancais de des-
lizamento se caracteriza pelo em-
buchamento da rea que est em
contato com o eixo.
Basicamente so realizadas as se-
guintes operaes:
52 CURSOS TCNICOS SENAI
colocao do casquilho;
colocao de buchas, que
podem ser bipartidas, com canais
de lubrifcao e geralmente so
peas de reposio;
na maioria das vezes a manu-
teno consiste em trocar os ele-
mentos deteriorados por novos.
em casos especfcos, a recu-
perao poder ser feita com a
utilizao do rasquete, ferramenta
manual de acabamento que tem a
fnalidade de diminuir a rugosida-
de superfcial da pea.
SEO 4
Recuperao de engre-
nagens
A recuperao de engrenagens s
recomendada em casos especiais
de quebra de dentes:
quando a construo de uma
nova no for vivel;
quando a falha apresentada for
pequena e de fcil recuperao;
em situaes em que a RPM
for baixa, no exigindo muito da
engrenagem;
em cremalheiras.
Para evitar danos maiores ao con-
junto, aconselhvel trocar as en-
grenagens quebradas ou desgasta-
das por novas.
H casos, porm, por exemplo, de
dentes quebrados, que a recupe-
rao pode ser feita por enxertia
de um novo dente pelo processo
de soldagem. Nesse caso deve-se
ter cuidado com o acmulo de
tenso no local da solda o que po-
der ocasionar uma nova quebra.
A usinagem do novo dente tem
de ser idntica de outros dentes
da engrenagem exigindo cuidado
principalmente no dimensional.
DICA
Verifque cuidadosamente,
observando se no h fa-
lhas no engrenamento da
engrenagem recuperada
com as outras do conjunto
mecnico. Faa os ajustes
necessrios at obter um
engrenamento suave sem in-
terferncias.
SEO 5
Recuperao de roscas
As roscas so amplamente utiliza-
das nas mquinas e equipamentos
industriais como elementos de f-
xao e de transmisso. Por esse
alto emprego, normal nos de-
pararmos com problemas nesses
elementos.
Os mais comuns so o espana-
mento e a quebra por cisalha-
mento.
Na quebra do parafuso por cisa-
lhamento, as possibilidades e so-
lues so as seguintes:
caso a quebra seja acima da
linha da superfcie da pea, verif-
car a possibilidade de soldar uma
extenso na parte quebrada ou
cortar uma fenda na extremidade
superior;
caso a quebra seja rente su-
perfcie da pea, h trs maneiras
mais comuns de efetuarmos a
retirada da parte quebrada.
1. Utilizando um puno de bico.
Fazer uma marcao na extre-
Casquilho: Material ant-
frico com espessura fna.
53 MANUTENO MECNICA
midade do parafuso quebrado, batendo com um martelo, inclinando-
o na direo do sentido de retirada do parafuso.
2. Com o auxlio de uma furadeira de bancada. Realizar um furo, ini-
cialmente com uma broca de centro, exatamente no centro do que
sobrou do parafuso quebrado. Posteriormente realizar a furao com
a broca com o dimetro recomendado, para a confeco da rosca
original. Depois dessa operao deve-se passar o macho novamente
para limpar a rosca defnitivamente.
3. Com a utilizao de extratores apropriados para isso. Modo de uti-
lizao (fgura 24): primeiro realiza-se um furo de dimetro menor
que o dimetro da rosca, de preferncia a metade do seu dimetro.
Introduzir nesse furo o extrator girando-o no sentido de retirada do
parafuso quebrado. Por possuir rosca especial, esquerda, fora a
retirada do parafuso quebrado. Esses extratores geralmente so ven-
didos em estojos com diversos dimetros.
Figura 24 Extrator de parafusos danifcados
Fonte: Penteado (1997).
Figura 25 Utlizao do Kelox
Fonte: Penteado (1997).
Ao se deparar com uma rosca in-
terna espanada, o mecnico tem
as seguintes possibilidades de efe-
tuar o reparo:
1. caso seja possvel, cortar ou-
tra rosca com uma bitola acima
da espanada. Exemplo: um M4
espanado cortar um M5 em
cima.
2. alargar o furo da rosca espana-
da e colocar nele um pino com
rosca travando com solda ou
chaveta. Furar e cortar a rosca
na medida original.
3. o mais recomendvel, porm
a utilizao de insertos, que
substituem a rosca original. In-
sertos mais conhecido so:
KELOX Bucha roscada pro-
vida de dois rasgos com chaveta,
prprios para o travamento da
rosca externa. (Figura 25)
HELI-COIL Trata-se de
uma espiral de arame com alta
resistncia mecnica, com forma
romboidal (como uma rosca).
Nesse caso, necessrio o uso
de um macho especial para esse
inserto e uma ferramenta especial
para coloc-lo no furo roscado.
Estamos caminhando para o fnal
desta unidade curricular. Mas no
pense que acabou! Ainda h mui-
tas descobertas pela frente.
Unidade de
estudo 6
Sees de estudo
Seo 1 Manuteno em sistemas
hidrulicos
Seo 2 Manuteno de sistemas
pneumtcos
55 MANUTENO MECNICA
Manuteno de Sistemas
Hidrulicos e Pneumticos
Esta unidade dividida em duas
partes distintas. Primeiramente,
estudaremos os fundamentos da
manuteno em sistemas hidru-
licos e, na sequncia, falaremos da
manuteno em sistemas pneu-
mticos.
Aqui sero tratadas informaes
especfcas sobre como devem
funcionar e quais os procedimen-
tos mais indicados para se realizar
a manuteno de tais sistemas.
SEO 1
Manuteno de siste-
mas hidrulicos
No estudo de sistemas hidrulicos
e, para fns didticos, considerare-
mos que a hidrulica divide-se em
dois ramos.
A hidrulica industrial, que com-
preende mquinas e sistemas hi-
drulicos utilizados nas indstrias,
tais como:
mquinas injetoras;
prensas;
retfcas;
fresas;
tornos, etc.
E a hidrulica mbil que trabalha
com os mecanismos hidrulicos
existentes nos sistemas de trans-
portes e de cargas como:
caminhes;
automveis;
locomotivas;
navios;
avies;
motoniveladoras;
basculantes, etc.
Circuito de trabalho in-
dustrial hidrulico
Um circuito hidrulico compos-
to geralmente de:
reservatrio;
bomba;
vlvula de alvio;
vlvula de controle de vazo;
vlvula direcional;
atuadores lineares ou rotativos.
Seu funcionamento obedece se-
guinte sequncia bsica.
a. O leo que est no reserva-
trio succionado por uma
bomba que o injeta no sistema.
b. Ao entrar no sistema, sofre
uma reduo de vazo o que
resulta no aumento da presso.
c. Quando esse leo atinge deter-
minada presso, entra em ao
a vlvula de alvio, tambm
conhecida como vlvula de se-
gurana, que transfere para o
reservatrio o leo excedente,
deixando o sistema protegido
de sobrecargas.
d. O leo que est no sistema,
agora se encontra com presso
e baixa vazo, passando pelas
vlvulas direcionais, que, por
sua vez, comandaro o avano
dos atuadores e tambm o seu
retorno.
56 CURSOS TCNICOS SENAI
Figura 26 Sistema hidrulico
Fonte: Penteado (1997).
Manuteno de circuitos hidrulicos
O princpio da manuteno de sistemas hidrulicos passa basicamente
pelos seguintes procedimentos:
verifcar e analisar atravs do manual de instalao ou no prprio
local o funcionamento do circuito;
ouvir o sistema trabalhando;
verifcar a presso de trabalho nos manmetros;
analisar todas as vlvulas, verifcando seu estado e funcionamento;
acompanhar toda a tubulao verifcando a presena de vazamentos;
no reservatrio de leo, verifcar a presena de impurezas ou part-
culas que possam denunciar uma falha.
Principais defeitos que podem ocorrer
Cavitao
Cavitao a formao temporria de espaos vazios ou bolhas no inte-
rior da tubulao. Ocorre devido queda de presso no circuito e a sua
retomada. Esses vazios ou bolhas provocam a vaporizao do leo que,
em alta presso, se desfazem rapidamente se autoimplodindo.
Essas microexploses provocam desgastes em toda a superfcie interna
da tubulao e, principalmente, nas bombas. Tem como caracterstica
Autoimplodindo: Efeito die-
sel.
57 MANUTENO MECNICA
principal o estalo metlico, pare-
cido com o da pipoca estourando
na panela.
Possveis pontos formadores da
cavitao:
reservatrio; verifcar fltros,
respiros e limpeza.
leo; viscosidade recomenda-
da pelo fabricante da mquina.
dimensionamento incorreto da
tubulao.
bomba desgastada, fornecen-
do presso abaixo da especifcada
pelo fabricante.
Aerao
Esse fenmeno muito similar ao
da cavitao, assim como os seus
efeitos. Sua deteco se d pelo
rudo metlico muito elevado. Sua
causa, no entanto, bem distinta
em relao cavitao, pois ocor-
re em razo da entrada de ar na
linha de suco, bem diferente da
cavitao que ocorre por causa da
evaporao.
Possveis pontos formadores da
aerao:
vedaes inefcientes nas liga-
es dos componentes da linha
de suco;
falta de leo no reservatrio;
retorno do leo ao reserva-
trio, formando bolhas de ar no
leo.
Principais defeitos em
equipamentos do sistema
hidrulico
Cuidados na instalao de
bombas em circuitos hidru-
licos
Em todo equipamento eltrico ou
mecnico devem-se tomar medi-
das e cuidados antes de sua ins-
talao. Com as bombas no di-
ferente, pois requerem uma srie
de cuidados que iro garantir uma
vida til mais longa.
Para isso acontecer, devemos ali-
nhar corretamente o eixo do mo-
tor de acionamento da bomba em
relao bomba em si, destacan-
do que esse alinhamento dever
ser feito em todas as direes, no
sentido axial, radial e angular. D
preferncia no uso de acoplamen-
tos fexveis que ajudam a corrigir
erros de alinhamento, diminuindo
as vibraes.
fundamental o alinhamento
de eixos, evitando ao mximo
a ocorrncia de vibraes no
sistema e, portanto, a quebra
prematura. Existem no mer-
cado diversos equipamentos
que auxiliam o mecnico na
tarefa de alinhamento de ei-
xos.
Verifcar com cuidado o sentido
de rotao da bomba. Geralmen-
te uma fecha impressa na carcaa
da bomba indica o sentido corre-
to da rotao, pois sua instalao
incorreta acarretaria na sua inuti-
lizao pelo aquecimento gerado
por falta de leo.
Cuidados com o leo hidru-
lico
O leo hidrulico apresenta diver-
sas propriedades mecnicas e ter-
modinmicas importantes para o
funcionamento do sistema.
Para sua utilizao, preciso estar
atento a certas situaes. Entre
elas, podemos destacar:
no misturar dois fuidos de
marcas diferentes, pois pode ha-
ver uma reao entre os aditivos
deteriorando-os;
limpar todo o sistema na
troca de leo;
verifcar a validade do leo e
realizar as trocas peridicas;
caso a mquina fque parada
por mais de dois meses, reco-
mendvel trocar o fuido hidruli-
co do reservatrio;
usar vasilhames limpos e com
boa vedao para guardar os
leos;
os reservatrios devem fcar
bem fechados;
para determinar com preciso
a real condio de um leo, deve-
se retirar uma pequena amostra
do leo e envi-la ao laboratrio
para realizar os testes necessrios;
separar o leo da gua ab-
sorvida pelo ar no reservatrio,
atravs do uso de aditivos e da
drenagem;
manter sempre limpos os
fltros.
Para a sua utilizao, porm, o
leo hidrulico exige a instalao-
de fltros na linha de suco e de
retorno.
Defeitos em atuadores hi-
drulicos
Os atuadores hidrulicos so re-
presentados por dois grandes
grupos de equipamentos ou com-
ponentes: motores hidrulicos e
cilindros lineares.
58 CURSOS TCNICOS SENAI
Sua manuteno consiste em:
substituir o motor, se apresen-
tar desgaste e falta de potncia;
trocar as vedaes caso haja
vazamentos.
Defeitos em cilindros hidru-
licos
Basta trocar as guarnies (veda-
es) e conexes avariadas.
Defeitos em vlvulas hidru-
licas
Nas vlvulas direcionais, co-
mum a apresentao de engripa-
mento do eixo por acmulo de
sujeira ou quebra do setor de acio-
namento, por fadiga ou acmulo
de resduos.
Nas vlvulas de bloqueio, os de-
feitos mais comum so a sede da
vlvula gasta e o leo contamina-
do com impurezas, que tambm
afetam seu perfeito funcionamen-
to.
Os principais defeitos apresenta-
dos pelas vlvulas esto relaciona-
dos com:
leo contaminado com gua
ou sujeira;
guarnies desgastadas;
fadiga das molas;
desgaste das sedes de assenta-
mento.
SEO 2
Manuteno de
sistemas pneumtcos
A pneumtica contribui com as
atividades desenvolvidas pelo ho-
mem, reduzindo o emprego da
fora fsica e propiciando a obten-
o de bens em grandes quantida-
des. Ela substitui o trabalho hu-
mano repetitivo e cansativo nos
processos industriais. Alm disso,
outra vantagem da pneumtica
que ela pode atuar quando outros
tipos de energia so desvantajo-
sos.
O elemento utilizado para a gera-
o de fora nos sistemas pneu-
mticos o ar atmosfrico. A
energia utilizada nas redes de dis-
tribuio proveniente do arma-
zenamento e da compresso do
ar, por meio dos compressores.
Manuteno em com-
pressores
Compressores de pisto
Nesse tipo de compressor
so fundamentais os seguintes
cuidados:
manter os fltros de suc-
o limpos e respeitar a data
da troca;
verifcar se os sistemas
de eliminao de gua esto
atuando;
manter o nvel de leo
sempre completo;
verifcar o sistema de
arrefecimento e completar
nvel de gua;
evitar vazamentos nas
conexes;
eliminar folgas excessivas
nas correias;
Eixo: Carretel.
59 MANUTENO MECNICA
verifcar sempre se a
vlvula de segurana est
funcionando. Essa vlvu-
la libera o ar quando este
atinge uma presso prede-
terminada.
Compressores de parafuso
Por apresentarem poucas peas
mveis, quase no h manuten-
o a ser feita, apenas certos cui-
dados na instalao. Piso nivelado
e instalao distante da parede j
so sufcientes para uma longa
vida til.
Compressores centrfugos
radiais e axiais Esses com-
pressores trabalham sempre em
altas rotaes, por esse motivo
necessrio um plano de manu-
teno bem defnido que con-
temple as seguintes tarefas:
limpezas peridicas;
manuteno preditiva em
rolamentos;
limpeza dos fltros e sua
troca no perodo determina-
do pelo fornecedor;
ao se deparar com
barulho e rudos anormais,
recomenda-se a parada ime-
diata do compressor.
Manuteno da rede
de ar comprimido
A manuteno da rede de ar com-
primido deve estar inserida no
plano de verifcao diria dos sis-
temas existentes de manuteno.
Essas atividades devem incluir:
a verifcao das conexes
para localizar possveis vazamen-
tos;
a realizao da drenagem da
gua diariamente ou de hora em
hora, conforme o ambiente em
que a rede capta o ar exterior
(por exemplo, quando em am-
bientes prximos a rios ou muito
prximos ao nvel do mar, o ar
tende a ser mais mido, ou seja,
ter uma umidade relativa maior);
a anlise para verifcar se est
tudo em ordem no conjunto
fltro, regulador e lubrifcador, de
instalao obrigatria na entrada
de todas as mquinas pneumti-
cas.
Manuteno em atua-
dores pneumtcos
Para efetuar essa manuteno, o
mecnico dever ter em mos o
catlogo tcnico do fabricante
do atuador, pois nos catlogos
que o mantenedor encontrar as
informaes necessrias para a re-
cuperao da pea.
Manutenes em vl-
vulas de controle pneum-
tco
Vlvulas direcionais Sua
manuteno consiste em uma
boa limpeza, troca de vedaes e
guarnies e lubrifcao.
Vlvulas de bloqueio Sua
manuteno consiste em uma
boa limpeza, troca de vedaes e
guarnies e lubrifcao.
Vlvulas de controle de
fuxo O defeito mais comum
a no vedao da sede de fecha-
mento e das guarnies.
Vlvula de presso (segu-
rana) Sua manuteno mui-
to importante para a segurana
das instalaes, por isso, deve ser
feito um plano de manuteno
semestral para realizar a manu-
teno preventiva, envolvendo a
limpeza e a troca das guarnies
e da mola de reteno.
Chegamos ltima unidade de es-
tudos desta unidade curricular, na
qual estudaremos sobre os lubrif-
cantes. Prossiga!
Unidade de
estudo 7
Sees de estudo
Seo 1 Conceito
Seo 2 Tipos de lubrifcantes
Seo 3 Lubrifcantes lquidos (leos)
Seo 4 Lubrifcantes pastosos (gra-
xas)
Seo 5 Lubrifcantes slidos e gaso-
sos
Seo 6 Aditvos
Seo 7 Sistemas de lubrifcao
Seo 8 Generalidades
61 MANUTENO MECNICA
Lubrificantes
SEO 1
Conceito
Antes de falarmos sobre o con-
ceito de lubrifcao, convenien-
te fazermos a seguinte pergunta:
qual a funo da lubrifcao?
Reduo do atrito a resposta
correta. Ento falaremos um pou-
co sobre esse item pelo qual se
fundamenta a lubrifcao.
Atrito
O atrito a fora contrria a
um movimento. Sempre ocorrer
quando uma superfcie se movi-
menta em relao outra. Esse
atrito pode ser slido ou fuido,
dependendo da superfcie de con-
tado.
Atrito slido Ocorre
quando as duas superfcies em
contato so slidas, tendo como
principal causa a rugosidade das
superfcies.
Tipos de atritos slidos:
atrito de deslizamen-
to: ocorre quando uma
superfcie se movimenta
diretamente sobre outra
superfcie.
atrito de rolamento:
ocorre quando so colo-
cadas peas cilndricas ou
esfricas entre duas super-
fcies em movimento, dimi-
nuindo a rea de contato e,
consequentemente, dimi-
nuindo o atrito.
atrito fuido: ocorre
quando se introduz um
fuido entre duas superfcies
deslizantes. O fuido forma
uma pelcula entre as duas
superfcies, movendo-se na
mesma direo com veloci-
dade diferente.
Os principais efeitos do atrito so
o aumento da temperatura e o
desgaste.
Para minimizar esses efeitos, se
faz necessrio o uso de lubrifcan-
tes.
Lubrifcao
Ato ou efeito de introduzir uma
substncia, que pode ser lquida,
pastosa ou slida, entre super-
fcies slidas, em contato e com
movimento relativo entre si.
Essa substncia normalmente
um leo, uma graxa ou um lubrif-
cante slido ou gasoso que impe-
de o contato direto entre as super-
fcies, substituindo o atrito slido
pelo atrito fuido e reduzindo o
desgaste das superfcies.
Os principais objetivos da lubrif-
cao so:
reduo do atrito entre as
superfcies;
menor dissipao de energia
na forma de calor;
reduo da temperatura;
reduo da corroso;
reduo de vibraes e rudos;
reduo do desgaste.
Reduo da temperatura:
Lubrifcante tambm refri-
gera.
62 CURSOS TCNICOS SENAI
Formas bsicas de lubrifcao
Hidrodinmica a forma pela qual somente ocorre o atrito
fuido, na qual um flme de fuido se desenvolve entre as superfcies,
separando-as completamente.
Hidrosttica Nessa forma, o leo injetado com presso entre
as superfcies com a fnalidade de separ-las. Esse tipo necessrio
quando as cargas aplicadas so elevadas.
Limtrofe a condio de lubrifcao mais difcil de ser satis-
feita, sendo o atrito decorrente minimizado apenas por alguns tipos
de aditivos. aquela na qual as cargas so muito elevadas, e baixas
velocidades ou operaes intermitentes impedem a formao de uma
pelcula fuida entre as superfcies.
Elastoidrodinmica a forma de lubrifcao pela qual a pe-
lcula de fuido formada entre superfcies com elevada elasticidade
atravs da cooperao entre a deformao elstica das superfcies sob
carga e o aumento da viscosidade do lubrifcante com a presso.
SEO 2
Tipos de lubrifcantes
As mais variadas substncias so utilizadas como lubrifcantes. Para tan-
to, so classifcados conforme seu estado fsico.
Classifcao dos lubrifcantes
gasosos Ar ou outro tipo de gs inerte;
lquidos leos em geral;
semisslidos Graxas;
slido Grafte, talco, mica, etc.
Os mais utilizados so os lquidos e semisslidos, ou seja, os leos e as
graxas, respectivamente.
SEO 3
Lubrifcantes lquidos
(leos)
Os lubrifcantes lquidos so os
mais empregados por penetrarem
entre as superfcies mveis com
maior facilidade, pela ao hi-
drulica, mantendo as superfcies
separadas e atuando como remo-
vedor de calor. Vejamos alguns ti-
pos de lubrifcantes lquidos.
leos minerais
So os mais empregados, obtidos
a partir do petrleo e, portanto,
recebem as propriedades relacio-
nadas com o leo cru que lhe deu
origem e do processo de refno
que submetido.
Na sua maioria so compostos,
fundamentalmente, de carbono
e hidrognio, sob forma de hi-
drocarbonetos. Dependendo das
ligaes atmicas desses compos-
tos os leos se dividem em dois
tipos: com base naftnicas e com
base parafnicas.
Esses dois tipos de base apre-
sentam propriedades peculiares a
cada tipo, o que os indicam para
determinadas aplicaes. No
correto afrmar que um leo com
base naftnica melhor ou pior
que o com base parafnica. Veja a
seguir o quadro de caractersticas
de cada um.
63 MANUTENO MECNICA
leos com base
NAFTNICA
CARACTERSTICAS
leos com base
PARAFNICA
GRANDE Emulsibilidade PEQUENO
BAIXO ndice de Viscosidade ALTO
BAIXO Ponto de Fluidez ALTO
PEQUENO Resduo de Carbono GRANDE
PEQUENA Resistncia Oxidao GRANDE
GRANDE Oleosidade PEQUENA
Quadro 2 Caracterstcas dos leos nafnicos e dos leos parafnicos.
Esses leos bsicos parafnicos, naftnicos ou mistos so convenien-
temente misturados com aditivos ou leos graxos e demais elementos
lubrifcantes a fm de proporcionar um lubrifcante adequado para as
mais variadas fnalidades.
leos graxos
So os leos de origem orgnica, vegetal ou animal. Foram os primei-
ros lubrifcantes utilizados pelo homem. Hoje, na indstria moderna so
pouco utilizados, substitudos quase na sua maioria por leos minerais
por no sofrerem hidrlise nem se tornarem cidos ou corrosivos com
o passar do tempo. Tm como principal vantagem a sua capacidade de
aderncia nas superfcies. Sua principal desvantagem a sua baixa resis-
tncia oxidao, tornando-se ranosos com o passar do tempo.
leos compostos
So leos compostos, na sua maioria, por leos minerais e leos graxos.
Geralmente essa mistura se d na ordem de 3% a 30% de leo graxo
misturado ao leo mineral. Tem como objetivo conferir ao lubrifcante
maior facilidade de emulso em presena de vapor de gua e em locais
sujeitos a um grande esforo ou carga.
leos sinttcos
Devido s necessidades industriais e s elevadas exigncias dos equipa-
mentos militares, houve a necessidade de se criarem lubrifcantes cada
vez mais aptos a suportar as mais severas e adversas condies possveis.
Essas necessidades foraram a indstria qumica a criar ou melhorar cer-
tas substncias lubrifcantes, conhecidas como produtos sintticos.
Os leos sintticos so classifcados geralmente em cinco grupos, que
so:
os steres de cido dibsico Alto poder de lubrifcao, compa-
rado aos melhores lubrifcantes minerais, estabilidade trmica e resis-
tncia oxidao; tem grande efeito solvente, principalmente sobre
vernizes, plsticos e borrachas. Emprego: lubrifcao de motores a
jato, leos hidrulicos especiais,
etc.
os steres de organofosfa-
to Alto poder lubrifcante, no
infamvel, baixa volatilizao,
boa resistncia oxidao, sua
estabilidade s satisfatria at
os 150C. Emprego: fuidos hi-
drulicos e lubrifcantes de baixa
temperatura.
os steres de silicato Boa
relao viscosidade e tempera-
tura, uma das melhores entre os
leos sintticos, baixa volatiliza-
o. Deixa a desejar, porm, na
sua estabilidade trmica e hidro-
ltica. Quando contaminado com
gua, os silicatos se decompe,
formando depsitos abrasivos de
slica. Emprego: fuidos hidru-
licos de alta temperatura, fuidos
de transferncia de calor e em
graxas especiais.
os silicones Volatilidade
baixa, alta resistncia oxidao,
boa estabilidade trmica e hidro-
ltica, mnima variao da viscosi-
dade com a temperatura. Empre-
go: locais onde a temperatura no
pode infuenciar na viscosidade
do lubrifcante.
os compostos de steres de
poliglicol Excelente relao
viscosidade-temperatura, estabi-
lidade trmica, baixa volatilidade,
resistncia infamao e alto po-
der lubrifcante, pouca resistn-
cia oxidao, porm pode ser
melhorado com aditivo antioxi-
64 CURSOS TCNICOS SENAI
dante. Emprego: lubrifcante em
diversas aplicaes e como fuido
hidrulico.
Propriedades dos le-
os
Viscosidade Fundamental
na lubrifcao hidrodinmica. A
viscosidade de um fuido o va-
lor de sua resistncia ao cisalha-
mento. Faz-se presente atravs da
interao molecular do fuido.
Popularmente, a viscosidade o
campo do lubrifcante. Um leo
com grande viscosidade tem di-
fculdade de fuir, j um leo com
baixa viscosidade, fno, fuindo
facilmente.
Podemos ento garantir que a
viscosidade de um leo inversa-
mente proporcional sua fuidez.
Geralmente medida com apare-
lhos chamados de viscosmetros e
expressa em relao ao tempo
no escoamento que se d atravs
de um tubo metlico especfco.
Principais fatores para a escolha
do leo lubrifcante em relao
viscosidade
Velocidade Quanto maior
a velocidade, menor deve ser a
viscosidade.
Presso Quanto maior for
a carga, maior deve ser o grau de
viscosidade.
Temperatura Quanto maior
a temperatura, maior deve ser a
viscosidade.
Folgas Quanto menor a fol-
ga, menor deve ser a viscosidade.
Acabamento Quanto maior
o acabamento das peas, menor
pode ser a viscosidade do leo
lubrifcante.
ndice de Viscosidade a
relao entre a viscosidade de um
leo e a temperatura, em valores
numricos.
Ponto de Fluidez Tambm
chamado de ponto de congela-
mento ou ponto de gota, mar-
cado pela temperatura mnima da
fuidez.
Ponto de Fulgor a me-
nor temperatura pela qual h um
desprendimento de vapor e este
se infama, momentaneamente,
formando um lampejo. Atravs
desse teste possvel avaliar at
que temperatura o leo poder
trabalhar.
Densidade O valor da
densidade como fator de especif-
cao de um lubrifcante muito
reduzido. Normalmente medida
pelo grau API.
Ponto de Combusto Tem-
peratura mnima pela qual o leo
se sustenta sem iniciar a queima.
SEO 4
Lubrifcantes pastosos
(graxas)
Esse tipo de lubrifcante compre-
ende as graxas e as composies
betuminosas.
Composies betumi-
nosas
So lubrifcantes de elevada resis-
tncia e aderncia feitos base de
leos minerais misturados com
asfalto. Necessitam de aqueci-
mento prvio para serem aplica-
dos ou diludos em solventes no
infamveis. Exemplo de empre-
go: em engrenagens expostas e
em cabos de ao.
Viscosidade: Viscoso.
Tempo: Segundos.
65 MANUTENO MECNICA
Graxas
So compostos pastosos temperatura ambiente, que proporcionam,
porm, uma lubrifcao fuida. So compostas, basicamente, por leo
mineral (65% a 90%), sabo (10% a 35%) e agentes estabilizantes, como
cidos graxos, glicerina e gua.
Dependendo do sabo empregado na mistura, alguns aspectos da graxa
podem variar, como:
a textura: fbrosa, untuosa ou amanteigada;
a propriedade adesiva;
a resistncia ao calor;
a resistncia gua.
Em relao ao leo empregado na mistura:
a viscosidade do leo bsico; fator predominante na formao da
pelcula lubrifcante;
a cor da graxa; cabe aqui esclarecer que a cor da graxa no infui no
seu desempenho.
Seu emprego dado principalmente pela facilidade da aplicao, por sua
reteno no local de aplicao e em locais onde o fuido lquido prova-
velmente escaparia.
base de:
Qualidades
recomendadas para:
Recomendaes:
CLCIO
Peas em contato com
gua ou umidade.
No usar para altas
rotaes e nem altas
temperaturas at 77C.
ALUMNIO
Proteo contra a
oxidao, boa aderncia.
Resistente a gua
No usar em locais onde
a temperatura possa
ultrapassar 71C.
SDIO
Temperatura at 180C,
altas velocidades e cargas.
No resistente gua
LTIO ou BRIO
Insolvel em gua, altas
velocidades e cargas, alta
temperatura at 150C.
No tolera excesso de
lubrifcao. Preencher
somente 1/3 do espao.
MISTA
Graxas mistas base de
sdio-alumnio, sdio-
clcio, etc.
Usada em locais que
exigem a qualidade dos
dois tpos.
Quadro 3 Tipos de graxas e suas utlizaes
Para determinar as propriedades das graxas, so realizados os seguintes
ensaios:
de CONSISTNCIA: que determina a dureza relativa e a resistn-
cia penetrao;
da ESTRUTURA: que determina a aparncia e o sentido no tato;
de FILAMENTAO: onde se estabelece a capacidade de a graxa
formar fos e/ou flamentos;
de ADESIVIDADE: que de-
termina a capacidade de adern-
cia da graxa;
do PONTO DE FUSO
OU GOTEJO: que a tempera-
tura na qual a graxa passa para o
estado lquido.
Precaues na utliza-
o
Caso a temperatura de trabalho
seja alta, os perodos de renova-
o e troca das graxas devem ser
mais curtos.
conveniente remover a graxa
velha na hora da relubrifcao.
Nunca preencha todo o espao
com graxa, no mximo at a me-
tade.
SEO 5
Lubrifcantes slidos e
gasosos
Algumas substncias slidas apre-
sentam caractersticas peculiares
que permitem a sua utilizao
como lubrifcantes, em condies
especiais de servio. Dentre estas
caractersticas, podemos destacar:
baixa resistncia ao cisalha-
mento;
forte aderncia a metais;
quimicamente inertes;
estabilidade a temperaturas
elevadas;
elevado limite de elasticidade;
alto ndice de transmisso de
calor;
ausncia de impurezas abra-
sivas.
66 CURSOS TCNICOS SENAI
Podem ser classifcados em com-
postos orgnicos e slidos lami-
nares.
Compostos Orgnicos
grupo formado pelas ceras, para-
fnas, constitudos de gordura e
sabo. Emprego: estampagem e
treflao.
Slidos Laminares seu
sistema estrutural composto em
camadas, com alto ligamento mo-
lecular na mesma camada e fraco
ligamento entre as camadas.
Pertencem a essa categoria a gra-
fta, o dissulfeto de molibdnio,
a mica, o talco, o dissulfeto de
tungstnio, o brax e o sulfato de
prata.
Grafta Lubrifcante slido
mais usado. constituda de
carbono na forma cristalina e
permite a moagem em granu-
lometria fna. Sua obteno a
partir do carvo antracitoso e do
coque de petrleo.
Propriedades: uso em tempera-
turas at 370C; usada tambm
como carga em graxas para alta
temperatura.
Dissulfeto de Molibdnio
(MoS
2
) Extrado da molibde-
nita. P preto brilhante que atua
bem at uma temperatura de
400 C e tem grande capacidade
de aderncia. usado em locais
onde h extrema presso.
Lubrifcantes gasosos
Utilizados em casos especiais,
onde no possvel usar os de-
mais tipos de lubrifcantes, muitas
vezes por questo de limpeza e
esterilizao. So usados o nitro-
gnio, o ar atmosfrico e os gases
halogenados.
SEO 6
Aditvos
Aditivos so substncias que en-
tram na formulao de leos e
graxas para conferir-lhes cer-
tas propriedades especfcas que
aperfeioam o desempenho, a
durabilidade e a resistncia desses
lubrifcantes.
So alguns dos aditivos mais uti-
lizados nos lubrifcantes para as
indstrias:
agentes antidesgastes;
inibidores de oxidao;
inibidores de corroso (inibe
compostos cidos);
dispersantes;
detergentes;
emulsifcantes;
agentes de oleosidade;
agentes de aderncia;
melhoradores do ndice de
viscosidade;
abaixadores do ponto de
fuidez;
antisspticos;
diluentes;
controladores de odor;
repelentes de gua.
SEO 7
Sistemas de lubrifcao
Escolher o mtodo mais efciente
de lubrifcao depende dos se-
guintes fatores:
tipo de lubrifcante;
grau de viscosidade;
quantidade;
custo do dispositivo de lubri-
fcao.
No quadro a seguir, voc ver a
comparao entre os tipos de lu-
brifcantes pastosos (graxas) e l-
quidos (leos). Observe!
67 MANUTENO MECNICA
Item Lubrifcao a leo Lubrifcao a Graxa
Velocidade (RPM) Altas Rotaes Limitada
Sistema de vedao e alojamento Complexa Simplifcada
Resfriamento (efeito) Bom No tem
Fluidez Muito Bom Inferior
Substtuio do lubrifcante Fcil Complexo
Filtragem (impurezas) Fcil Difcil
Vazamentos
Inadequada para locais onde no
possam ocorrer
Reduzido ndice de vazamentos
Quadro 4 Comparatvo graxa/leo
A lubrifcao das peas pode ser feita:
manualmente Com o uso de almotolias;
por copo A lubrifcao feita atravs de varetas ou agulhas met-
licas, pavio (cordo) ou por gotejamento;
por anel ou colar Muito difundida. A pea a receber a lubrif-
cao provida de um anel ou colar que fca mergulhado no leo do
reservatrio, ao girar leva consigo um pouco de leo que escorrer
sobre as demais peas.
por banho de leo A pea fca total ou parcialmente mergulhada
no reservatrio de leo.
por salpicos ou borrifos Nesse sistema, o lubrifcante est con-
tido em um reservatrio, de onde borrifado ou salpicado por meio
de uma ou mais peas mveis que giram em alta velocidade, atingindo
todas as partes mveis dentro do invlucro. Esse sistema muito co-
mum, principalmente em pequenos motores.
por nvoa de leo Esse sistema consiste em pulverizar o leo
em geral por um sistema do tipo Venturi. Sua distribuio atravs de
tubulaes. Produz excelentes resultados quando quantidades pequenas
de leo so requeridas.
por sistemas circulatrios Podem ser por gravidade, bomba
nica ou mltipla ou por ao mecnica.
SEO 8
Generalidades
Existe, atualmente, um nmero
considervel de mquinas-ferra-
menta dos mais variados tipos e
modelos, desde as mais simples e
clssicas at as mais desenvolvidas
tecnologicamente, que utilizam
sistemas de ponta.
DICA
Desta forma, o mais reco-
mendvel a ser feito , aps
a leitura atenta do manual
do fabricante do equipamen-
to, tomar ateno especial s
indicaes para a lubrifcao
a ser adotada e aos produtos
recomendados.
68 CURSOS TCNICOS SENAI
Por outro lado, para equipamentos mais antigos, comum no se dispor
de informaes precisas e claras sobre os tipos de lubrifcao a serem
adotados nem os tipos de lubrifcantes que devem ser utilizados. O m-
todo vai se valer dos conhecimentos da equipe tcnica de manuteno
com o auxlio dos tecnlogos, engenheiros e projetistas, para determinar
o tipo de lubrifcante a ser utilizado. De modo geral, pode-se obedecer s
seguintes indicaes genricas, de acordo com o mtodo de lubrifcao
ou tipo de conjunto utilizado:
todos os elementos de apoio que tm movimento devem ser lubrif-
cados (rolamentos, mancais, guias);
todos os elementos de transmisso de contato direto devem receber
lubrifcao (engrenagens, fusos);
todas as peas mveis em contato com peas fxas ou em movimen-
to contrrio devem ser lubrifcadas (pistes de motores). Salvo em caso
especiais.
A existncia de um programa organizado e contnuo de lubrifcao, e
sua correta implementao e constante aplicao, infuencia de manei-
ra direta os custos industriais, seja pela reduo do nmero de paradas
imprevistas para manuteno, seja pela diminuio das despesas com
Lubrifcantes: Uso inadequa-
do de certos lubrifcantes.
69 MANUTENO MECNICA
lubrifcantes e pelo aumento da produo. Sem contar com a melhora
das condies de segurana do prprio servio de lubrifcao.
No nosso objetivo, nesta unidade curricular, ensinar quais os passos
para a elaborao de um plano de lubrifcao, visto ser esta uma ativida-
de que deve ser assumida pelo departamento de engenharia da empresa.
Caso na sua empresa no disponha de um plano de manuteno, ele
dever ser solicitado.
Nesse plano devero constar os pontos de lubrifcao, tipo de lubrif-
cante, quantidade, o lubrifcador e a frequncia de lubrifcao para cada
mquina. Um bom programa de gesto da manuteno contm essas
informaes.
Com isso, fnalizamos esta unidade curricular. Esperamos que voc, de-
pois dessa travessia, sinta-se verdadeiramente preparado para enfrentar
o mercado de trabalho com todos os desafos que ele apresenta.
Mantenha-se frme em seus estudos e, sucessos em sua caminhada!
71 MANUTENO MECNICA
Finalizando
Caro aluno! Parabns pelo termino de mais esta Unidade Curricular.
Espero que este material tenha contribudo para seu aperfeioamento profssional e que seja
o inicio ou a continuidade de seus estudos em relao Manuteno Mecnica (Manuteno
Industrial).
Voc pode tornar est unidade curricular o inicio de uma profsso, vai encontrar uma gran-
de rea para atuar, nos diversos seguimentos industrial, pois toda empresa tem uma rea de
manuteno, basta somente especializar-se (Alimentcias, Cermica, Metalmecnica, Txteis,
etc.).
A Manuteno Mecnica uma atividade importante para o crescimento das empresas, em
geral, e consequentemente para o pas, pois manter a funcionalidade das mquinas e equipa-
mentos prioritrio para que haja lucratividade, por tanto, se voc desejar atuar na rea da
manuteno mecnica, especialize-se.
73 MANUTENO MECNICA
Referncias
CUNHA, Lauro Salles. Manual prtico do mecnico. 7. ed. So Paulo: Hemus, 1972.
CURSO de Informao sobre Lubrifcantes e Lubrifcao. Rio de Janeiro RJ: Institu-
to Brasileiro do Petrleo, 1976. v. 1 (Apostila).
FERRAMENTAS GEDORE DO BRASIL S/A. Catlogo de Produtos (on line). So
Leopoldo, RS: 2009. Disponvel em: <http://www.gedore.com.br/index.php>. Acesso
em: 20 abr. 2010.
KARDEC, Alan; XAVIER, Jlio Aquino Nascif. Manuteno: funo estratgica. 2.
ed. Rio de Janeiro, RJ: Qualitymark, 2002.
MANUTENO. So Paulo: Globo, 1999. 1 fta de vdeoVHS/NTSC: son., color.:
Telecurso 2000. Profssionalizante.
PENTEADO, Branca Manasss (Org.) Mecnica: manuteno. So Paulo, SP: Globo,
c1997. 288 p. (Telecurso 2000. Profssionalizante).
SANTOS, Valdir Aparecido dos. Manual prtico da manuteno industrial. So Pau-
lo, SP: cone, c1999.
SEIS SIGMA. Disponvel em: <http://www.softexpert.com.br/norma-seis-sigma.
php>. Acesso em: 30 jun. 2010.
You might also like
- Leonora Irany 3Document7 pagesLeonora Irany 3MarcosSarmentoNo ratings yet
- Estrutura Analitica Do ProjetoDocument1 pageEstrutura Analitica Do ProjetoMarcosSarmentoNo ratings yet
- Estrutura Analitica Do ProjetoDocument1 pageEstrutura Analitica Do ProjetoMarcosSarmentoNo ratings yet
- Atividades Domiciliares - JesanaDocument8 pagesAtividades Domiciliares - JesanaMarcosSarmentoNo ratings yet
- Aspectos Fisiológicos em HidroginásticaDocument23 pagesAspectos Fisiológicos em HidroginásticaMarcosSarmentoNo ratings yet
- Projeto de PesquisaDocument8 pagesProjeto de PesquisaMarcosSarmentoNo ratings yet
- Aspectos Fisiológicos em HidroginásticaDocument23 pagesAspectos Fisiológicos em HidroginásticaMarcosSarmentoNo ratings yet
- Fisica e Sensoriamento Remoto 7Document57 pagesFisica e Sensoriamento Remoto 7ValériaNo ratings yet
- Álgebra LinearDocument4 pagesÁlgebra LinearMarcosSarmentoNo ratings yet
- Os Blocos de Edificação Do UniversoDocument32 pagesOs Blocos de Edificação Do UniversoMoroni Rezende LimaNo ratings yet
- Fundamentos e Práticas Na EaDDocument15 pagesFundamentos e Práticas Na EaDVirgínia PaulinoNo ratings yet
- Dinâmicas para Educação InfantilDocument9 pagesDinâmicas para Educação Infantillucas ManuelNo ratings yet
- Matriz de Habilidades Essenciais - Língua Portuguesa e Matemática - 2020Document37 pagesMatriz de Habilidades Essenciais - Língua Portuguesa e Matemática - 2020Elisabete AmendoeiraNo ratings yet
- Uma visão ampliada da sexualidade segundo a AntroposofiaDocument97 pagesUma visão ampliada da sexualidade segundo a AntroposofiaHelenaDias100% (3)
- Trader para Iniciante - Sucesso!Document9 pagesTrader para Iniciante - Sucesso!Eloi JurityNo ratings yet
- Manual Airfryer PhilcoDocument12 pagesManual Airfryer PhilcoEder Esli GrangeiroNo ratings yet
- Apostila - Automação de Sistemas Mecânicos - PARTE 1Document155 pagesApostila - Automação de Sistemas Mecânicos - PARTE 1Guilherme LopesNo ratings yet
- O Estilo em Eça de QueirósDocument3 pagesO Estilo em Eça de Queirósan0lasNo ratings yet
- Metodos de Educacao MusicalDocument89 pagesMetodos de Educacao MusicalBismarck Lira dos Santos100% (2)
- Relatório de EstágioDocument28 pagesRelatório de EstágioMargarida NunesNo ratings yet
- Dependencia Tecnológica PDFDocument44 pagesDependencia Tecnológica PDFluciano100% (1)
- 17-Rui Gomes - v1Document14 pages17-Rui Gomes - v1Rui GomesNo ratings yet
- Compilado de Classes de Prestigio TRPGDocument152 pagesCompilado de Classes de Prestigio TRPGAlleyNo ratings yet
- Arte e Mercado ItauDocument183 pagesArte e Mercado ItauÁdilla MarvãoNo ratings yet
- Cinco Raças HibridasDocument9 pagesCinco Raças HibridasAlexneubsNo ratings yet
- ASSISFIN2022B 2.2 Conceitos Da Matemática FinanceiraDocument1 pageASSISFIN2022B 2.2 Conceitos Da Matemática FinanceiraDANIELE MONTEIRO DE ARAUJONo ratings yet
- A Parábola Dos TalentosDocument9 pagesA Parábola Dos Talentosrev fernandobritoNo ratings yet
- manual Gdevelop 303121Document30 pagesmanual Gdevelop 303121Temilce SimõesNo ratings yet
- Arquitetura Cenográfica - A Influência Dos Cenários Nas Sensações HumanasDocument31 pagesArquitetura Cenográfica - A Influência Dos Cenários Nas Sensações HumanasleticiaoliveiraofcNo ratings yet
- O Ensino de História e Geografia Nos Anos Iniciais Do Ensino FundamentalDocument137 pagesO Ensino de História e Geografia Nos Anos Iniciais Do Ensino FundamentalJeferson MunizNo ratings yet
- Cuidados Maternos e Saúde MentalDocument45 pagesCuidados Maternos e Saúde MentalJordana Lis100% (1)
- 10 Segredos Judaicos para Sucesso No Casamento 5Document60 pages10 Segredos Judaicos para Sucesso No Casamento 5Commar CommarNo ratings yet
- AS PRINCIPAIS LIMITAÇÕES DA HISTORIOGRAFIA AFRICANA Um Olhar Sobre A História MoçambicanaDocument19 pagesAS PRINCIPAIS LIMITAÇÕES DA HISTORIOGRAFIA AFRICANA Um Olhar Sobre A História MoçambicanaCoroa FernandesNo ratings yet
- Irving Wallace - 1987 - O Leito CelestialDocument294 pagesIrving Wallace - 1987 - O Leito Celestialapi-3813051No ratings yet
- Folheto técnico sobre telhas Tégula Plana e Double SDocument8 pagesFolheto técnico sobre telhas Tégula Plana e Double SardossantosNo ratings yet
- Teoria Crítica: crítica ao positivismo e visão transformadora das RIDocument5 pagesTeoria Crítica: crítica ao positivismo e visão transformadora das RIAmanda DiasNo ratings yet
- Manual Dos Professores Ano 1Document134 pagesManual Dos Professores Ano 1Júlia BettencourtNo ratings yet
- Gonçalves Filho, Jose Moura. Humilhação Social - Um Problema Político em PsicologiaDocument64 pagesGonçalves Filho, Jose Moura. Humilhação Social - Um Problema Político em PsicologiaJackson BarbosaNo ratings yet
- Como Se Faz - TCC - FinalDocument31 pagesComo Se Faz - TCC - FinalGuilherme Lima100% (1)