Professional Documents
Culture Documents
Modulo 10
Uploaded by
RjvPoqui0 ratings0% found this document useful (0 votes)
11 views33 pagesCopyright
© © All Rights Reserved
Available Formats
DOC, PDF, TXT or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
© All Rights Reserved
Available Formats
Download as DOC, PDF, TXT or read online from Scribd
0 ratings0% found this document useful (0 votes)
11 views33 pagesModulo 10
Uploaded by
RjvPoquiCopyright:
© All Rights Reserved
Available Formats
Download as DOC, PDF, TXT or read online from Scribd
You are on page 1of 33
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
En cualquier programa efectivo de
control de calidad de soldadura, la inspeccin
visual provee el elemento bsico para la
evaluacin de las estructuras o componentes que
estn siendo construidos. En trminos de tener
alguna seguridad sobre la aceptabilidad de una
soldadura para el servicio pretendido, los cdigos
y normas siempre van a estipular la realizacin de
la inspeccin visual como el nivel mnimo de
inspeccin para establecer la aceptacin o el
rechazo de la soldadura. An cuando otros
mtodos de ensayo destructivos o no destructivos
estn especificados, en realidad tienen el sentido
de reforzar o suplementar la inspeccin visual.
!uando nosotros consideramos los otros mtodos
usados para evaluar soldaduras, pueden ser
realmente pensados como simples tcnicas para
realzar visualmente, porque la evaluacin final del
ensayo va a ser cumplida visualmente.
"a sido probado en numerosas
situaciones que un programa efectivo de
inspeccin visual va a resultar en el
descubrimiento de la gran mayora de los defectos
que puedan ser encontrados ms tarde usando otro
mtodo de ensayo no destructivo ms caro. Es
importante destacar, de todos modos, que es
posible solamente cuando la inspeccin visual es
realizada antes, durante y despus de la soldadura
por un inspector entrenado y calificado.
#implemente observando una soldadura terminada
sin el beneficio de ver las etapas previas de
fabricacin, se puede tener solamente una
seguridad limitada de la aptitud de una soldadura.
$a principal limitacin del mtodo de
inspeccin visual es que solamente va a revelar
aquellas discontinuidades que aparezcan en la
superficie. %or esto es importante para el
inspector de soldadura observar muchas de las
superficies iniciales e intermedias de la &unta y de
la soldadura.
'ebido a su relativa simplicidad y al
equipo reducido que es requerido, la inspeccin
visual es un herramienta de control de calidad con
una relacin de costo muy efectiva. Esta relacin
se agranda cuando la inspeccin visual revela un
defecto ni bine ocurre, de manera que pueda ser
corregido inmediatamente y de forma ms
econmica. (n e&emplo de esto puede ser el
descubrimiento de una fisura en una pasada de
raz. #i es descubierta antes de realizar las
pasadas siguientes, la reparacin es relativamente
simple comparada contra el costo que podra
llegar a tener si no es descubierta hasta que la
soldadura fue terminada. )uchas veces estos
costos adicionales implican ms que simplemente
un mayor costo o una reparacin ms costosa. A
menudo la mayor preocupacin es el tiempo
adicional requerido para realizar la reparacin.
!uando un defecto es detectado &usto despus que
ocurre, el tiempo que insume la reparacin es
mnimo de manera que el impacto en el
cronograma de la obra es mnimo.
)ientras que la inspeccin visual es un
mtodo de evaluacin relativamente simple, no se
vaya a pensar que puede ser realizado por
cualquiera. $a American *elding #ociety ha
reconocido la importancia de utilizar solamente a
aquellas personas que tengan por l o menos un
mnimo niveles de e+periencia y conocimiento
para realizar la inspeccin visual. %ara responder
a estas necesidades, el programa de ,nspector
!ertificado de #oldadura ha sido desarrollado
para &uzgar la aptitud de una persona para una
posicin como la de ,nspector !ertificado de
#oldadura. !uando una persona satisface los
requerimientos de e+periencia y pasa
e+itosamente una serie de e+menes, l o ella es
considerado capaz de realizar efectivamente la
inspeccin visual de soldaduras y construcciones
soldadas.
)ientras que la inspeccin visual es
generalmente considerada como menos
complicada que otros mtodos de ensayo no
destructivos, eso no implica que cualquiera pueda
realizar efectivamente esta operacin.
#implemente revisando las nueve secciones
precedentes, resulta evidente que quien quiera
realizar inspeccin visual debe tener pericia en
numerosas reas. $leva muchos a-os adquirir
e+periencia y entrenamiento con todos los
aspectos de la inspeccin de soldadura. En
esencia, el inspector de soldadura debe estar
familiarizado con todas las tcnicas usadas para
producir soldaduras como as tambin con todos
los mtodos empleados para evaluar al producto
terminado.
Esta ltima seccin va a tratar con l
aplicacin de inspeccin visual de soldadura como
el elemento bsico de un programa de control de
calidad, y va a cubrir aquellas tcnicas
adicionales de .'E que complementan
efectivamente la inspeccin visual. 'entro de los
lmites de esta presentacin, va a ser imposible
describir precisamente las responsabilidades de
cada inspector de soldadura en cada industria.
!ada situacin individual va a estar asociada con
10-1
MDULO 10 INSPECCION VISUAL Y OTROS METODOS DE NDE Y SIMBOLOS MDULO 10 INSPECCION VISUAL Y OTROS METODOS DE NDE Y SIMBOLOS
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
las prcticas y procedimientos particulares que no
se van a aplicar a alguna otra situacin. 'e
cualquier modo, esta discusin va a intentar
describir en trminos generales, muchas de las
responsabilidades en las cuales pueda verse
involucrado el inspector de soldadura. 'e manera
que, en esencia, la informacin incluida va a
servir para resumir como cada uno de los
elementos discutidos en las nueve secciones
precedentes van a ser aplicados por el inspector de
soldadura durante la realizacin de sus tareas
diarias.
INSPECCIN VISUAL (VT)
'ado que las responsabilidades del
inspector de soldadura pueden hacerse e+tensivas
a todas las etapas de fabricacin de un producto,
una ayuda til es una lista de chequeo de
inspeccin. Este documento va a ayudar al
inspector de soldadura a organizar el esfuerzo de
inspeccin y a asegurar que cada tarea especfica
sea realizada. (n e&emplo de esta lista se muestra
en la figura /0./.
Adems, van a ser revisadas varias de
las herramientas usadas por el inspector de
soldadura. )ientras que el mtodo de inspeccin
visual se caracteriza por requerir un mnimo de
herramientas, hay ciertos dispositivos que pueden
ayudar al inspector de soldadura a realizar ms
efectiva y fcilmente sus tareas. $a figura /0.1
muestra algunas de estas herramientas que pueden
ser usadas por el inspector de soldadura para
ayudarse en la evaluacin de soldaduras y
construcciones soldadas.
"a sido mencionado que la nica
manera en que la inspeccin visual pueda
considerarse efectiva para evaluar la calidad de
las soldaduras es cuando sea aplicada en cada
etapa del proceso de fabricacin. A menos que
haya un proceso en marcha, ciertas
discontinuidades pueden pasar desapercibidas.
2endo ms all, la razn principal para realizar la
inspeccin en forma continua es descubrir los
problemas ni bien aparecen de forma que puedan
ser corregidos de la manera ms eficiente. %or
esto, la discusin sobre las tareas de inspeccin
visual del inspector de soldadura va a ser tratada
en trminos de aquellas tareas realizadas antes,
durante y despus de la soldadura.
Antes de la Soldadura
3 "e#isar la Docuentacin $plica!le
3 Veri%icar los procediientos de soldadura
3 Veri%icar las cali%icaciones de cada soldador
3 Esta!lecer los puntos de espera
3 Desarrollar el plan de inspeccin
3 Desarrollar el plan para los registros de
inspeccin y el anteniiento de esos
registros
3 Desarrollar el sistea de identi%icacin de
rec&a'os
3 Veri%icar el estado del e(uipo de soldadura
3 Veri%icar la calidad y el estado del etal
!ase y los ateriales de aporte a ser usados
3 Veri%icar los preparati#os para la soldadura
3 Veri%icar la presentacin de la )unta
3 Veri%icar la lipie'a de la )unta
3 Veri%icar precalentaiento si se re(uiere
Durante la Soldadura
3 Veri%icar (ue las #aria!les de soldadura
estn de acuerdo con el procediiento de
soldadura
3 Veri%icar la calidad de cada pasada de
soldadura
3 Veri%icar la lipie'a entre pasadas
3 Veri%icar la teperatura entre pasadas
3 Veri%icar la secuencia y u!icacin de las
pasadas de soldadura indi#iduales
3 Veri%icar las super%icies repeladas
3 Si se re(uiere* #eri%icar los ensayos NDE
durante el proceso
Despus de la Soldadura
3 Veri%icar el aspecto %inal de la soldadura
terinada
3 Veri%icar el taa+o de la soldadura
3 Veri%icar la longitud de la soldadura
3 Veri%icar la precisin diensional del
coponente soldado
3 Si se re(uiere* #eri%icar los ensayos NDE
adicionales
3 Si se re(uiere #eri%icar el trataiento
trico posterior a la soldadura
3 ,reparar los reportes de inspeccin
!"ura 10#1 $ E%e&plo de L!sta de
Ver!'!(a(!)n de Inspe((!)n de Soldadura
!"ura 10#* $ +erra&!entas de Inspe((!)n
V!sual
10-*
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
En algunos casos, las responsabilidades
del inspectores de soldadura previas al comienzo
de la soldadura pueden ser las ms importantes.
%uede decirse al menos que este aspecto del
traba&o de inspeccin se realice
satisfactoriamente, luego se podrn encontrar
problemas en el proceso de fabricacin. )uchas
de estas tareas se aplican a la organizacin de la
inspeccin que va a seguir, incluyendo la
familiarizacin con los requerimientos de
soldadura, determinando cuando las inspecciones
van a ser realizadas y desarrollando sistemas para
reportar y mantener la informacin de inspeccin.
(na de las primeras tareas del inspector
de soldadura en el comienzo de un nuevo traba&o
es revisar toda la documentacin referida a la
soldadura que va a ser realizada. Algunos de los
documentos que pueden ser revisados incluyen
planos, cdigos, especificaciones, procedimientos,
etc. Estos documentos contienen informacin que
es muy valiosa para el inspector de soldadura. En
esencia, describen qu, cundo, dnde y cmo la
inspeccin tendr que ser realizada. %or esto
proveen las reglas de base para todas las
inspecciones que sigan. Esto va a ayudar al
inspector de soldadura a planear como proceder
en evaluar la soldadura para asegurar que cumple
con los requerimientos del traba&o.
%arte de la informacin obtenida
de la revisin de estos documentos se refiere a los
materiales a ser empleados para la fabricacin
soldada. 'ependiendo del tipo de material
especificado, puede haber requerimientos
especiales para su fabricacin. %or e&emplo, si se
especifica un acero templado y revenido,
generalmente implica la necesidad de un control
del calor aportado. %or eso, va a ser requerido que
el inspector de soldadura monitoree la soldadura
con esto en mente.
4tro paso preliminar referido a los
materiales a ser usados es chequear donde e+istan
o no procedimientos de soldadura que cubran la
soldadura requerida. El inspector de soldadura
debe chequear si los procedimientos calificados de
soldadura cubren adecuadamente los tipos de
materiales a ser soldados teniendo en cuenta el o
los procesos a utilizar, el tipo de metal de aporte,
posicin, etc. #i algn aspecto de la futura
fabricacin no est adecuadamente soportado por
los procedimientos e+istentes, deben desarrollarse
y calificarse nuevos procedimientos de acuerdo
con el cdigo aplicable. El inspector de soldadura
tambin debe ser responsable por el monitoreo,
ensayo, evaluacin y registro de las calificaciones
de los procedimientos.
(na vez que todos los procedimientos
apropiados de soldadura hayan sido calificados,
es luego necesario revisar las certificaciones de
los soldadores para asegurara que se consideren
como calificados y certificados para realizar la
soldadura de produccin de acuerdo con los
procedimientos aprobados de soldadura. Algunas
de las limitaciones especficas referidas a la
calificacin de un soldador pueden ser los
materiales a ser soldados, el proceso, la posicin,
la tcnica, la configuracin de la &unta, etc.
Aquellos soldadores que no tengan la calificacin
y certificacin apropiada deben ser e+aminados
para asegurar que son capaces de realizar
soldadura de produccin de acuerdo con los
procedimientos aplicables.
A menudo es til para el inspector de
soldadura si hay una lista de todos los soldadores
para produccin que muestre para que
procedimientos estn calificados. )s an,
algunos cdigos requieren que los soldadores
identifiquen permanentemente todas las
soldaduras de produccin que hayan realizado. En
este caso, puede haber una lista que muestre el
cu-o de cada soldador. 5ambin puede haber un
requerimiento del cdigo referido al periodo de
validez de la calificacin de un soldador. En estos
casos, debe mantenerse y estar disponible un
listado con perodos de validez para que el
inspector de soldadura pueda revisar si un
soldador tiene un procedimiento en particular
dentro de un perodo especificado de tiempo. #i no
fuera as, el soldador necesita ser recalificado.
(na vez que el inspector ha revisado los
documentos apropiados referidos al traba&o
especfico de inspeccin, l o ella pueden
establecer puntos de espera. 6stos son
simplemente pasos preseleccionados en la
secuencia de fabricacin donde el traba&o debe
pararse hasta que el inspector revise el traba&o
hasta ese punto. $a produccin no puede
continuar hasta que el inspector de soldadura
haya aprobado el traba&o hasta ese punto de la
operacin. Esto permite que el traba&o sea
aprobado paso a paso en lugar de esperar hasta
que toda la estructura est terminada. 'e esta
manera, los problemas pueden ser localizados y
corregidos sin alterar demasiado el cronograma de
produccin. Esto tambin reduce la posibilidad de
que algn defecto menor que suceda durante
10-,
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
alguna de las primeras operaciones resulte en un
defecto mayor en las etapas posteriores.
4tro paso preliminar importante para el
inspector de soldadura es desarrollar un plan para
realizar las inspecciones y registrar y mantener los
resultados. A medida que vaya adquiriendo
e+periencia, el inspector de soldadura va a tener
nocin de cun importante es esto. El inspector
debe saber cuando una tarea particular de
inspeccin debe ser realizada y de qu forma.
'ebe haber un plan de manera que no quede
ningn aspecto importante de la fabricacin sin
inspeccionar. En general, el inspector puede basar
este sistema en las etapas bsicas del proceso de
fabricacin, de manera que el plan de inspeccin
simplemente tome el cronograma de produccin
como gua para cuando se deba realizar una etapa
particular de inspeccin.
(na vez que la inspeccin haya sido
realizada, debe haber sido establecido un sistema
adecuado para registrar los resultados de la
inspeccin. Este sistema puede incluir provisiones
para el tipo y contenido de los reportes, la
distribucin de los mismos, como as tambin
algn mtodo lgico de almacenarlos y
mantenerlos de forma tal que alguien
familiarizado con el traba&o pueda revisarlos.
7sicamente, los informes y el sistema
desarrollado para registrar esos informes deben
ser lo ms simples posible y proveer informacin
adecuada y comprensible para todo el personal
involucrado en alguna futura revisin.
4tra tema relacionado consiste de la
identificacin y tratamiento de los rechazos. Al
comienzo de cada traba&o, el inspector de
soldadura debe establecer algn sistema sobre el
cual una soldadura rechazada pueda ser reportada
e identificada. Este sistema debe incluir y prever
la forma de marcar la posicin de un rechazo de
manera que el personal de produccin entienda la
naturaleza y posicin del defecto para permitirle
ubicar fcilmente el problema e+istente y
repararlo. 5ambin debe establecerse alguna
convencin que tenga en cuenta la manera de
reportar ese rechazo de forma que todas las
personas involucradas conozcan la e+istencia del
defecto y deba ser corregido. $a marca usada
para indicar la presencia y ubicacin del defecto
debe ser de un color nico de manera que sea
claramente visible y descriptiva para el personal
de control de calidad y de produccin. %or ltimo,
el sistema debe describir como la reinspeccin
despus de la reparacin va a ser iniciada y
realizada. (na vez realizada, el mtodo de reporte
de los resultados debe establecerse de manera que
el informe de rechazo original sea acompa-ado
por el informe de aceptacin posterior.
$a condicin del equipo de soldadura a
ser usado tambin va a tener un efecto sobre al
calidad de la soldadura resultante. !omo
consecuencia de esto, el inspector de soldadura
debe hacer algn intento de evaluar la
performance y condicin del equipamiento. Esto
incluye la fuente de poder del equipo, el equipo de
alimentacin del alambre, los cables de masa, las
pinzas o grampas, los dispositivos de
almacenamiento de fundente y alambre, las
mangueras del gas de proteccin y accesorios, etc.
!uando se evalan las fuentes de poder, debe
chequearse la precisin de los instrumentos
utilizando un voltmetro y ampermetro, de
manera que los parmetros de soldadura puedan
ser determinados precisamente durante la
soldadura de produccin. 'ebido a las
imprecisiones inherentes a algunos de estos
instrumentos, este puede ser un paso importante
para evitar problemas posteriores en la soldadura.
(na vez que todas estas tareas hayan
sido realizadas, es tiempo de realizar una
inspeccin previa a la soldadura de los materiales
y sus configuraciones. (no de estos pasos es
evaluar la calidad de los materiales base y de los
materiales de aporte. #i e+isten problemas en
algunos de estos tems, seguramente van a generar
problemas durante el proceso posterior de
fabricacin. #i no es descubierto con suficiente
anticipacin, un problema de materiales puede ser
e+tremadamente costoso cuando uno considera los
costos asociados con la aplicacin de etapas
adicionales de fabricacin. %or eso, es muy
importante que estos problemas sean encontrados
antes de que una gran cantidad de tiempo y
materiales sean aplicados. (n e&emplo puede ser
la presencia de laminacin en un componente
estructural. #i no es descubierto antes de ser
cortado, taladrado, punching y soldado8 el costo
de estas operaciones generalmente no puede ser
recuperado. El proveedor puede tener que reponer
simplemente el componente defectuoso, y la
fabricacin comienza nuevamente desde el
principio.
$a inspeccin de los materiales base va
a variar desde una simple inspeccin visual de la
superficie del metal base hasta una combinacin
de varios ensayos no destructivos para evaluar la
calidad de la superficie y de la subsuperficie del
10--
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
material. $a criticidad de la estructura o del
componente va a decidir la e+tensin y el grado de
inspeccin requerido.
$a inspeccin de los materiales de
aporte es tambin muy importante. $a humedad o
la contaminacin presente en el fundente o en la
superficie del electrodo puede ocasionar serios
problemas de calidad en la soldadura. %or
e&emplo, si son requeridos electrodos de ba&o
hidrgeno, y no son protegidos adecuadamente de
la atmsfera8 pueden resultar problemas como
fisuras ba&o cordn y porosidad. %or esto, el
inspector de soldadura debe estar atento de como
van a ser almacenados y manipulados para
prevenir la incorporacin de humedad o
contaminacin.
'espus de la inspeccin de todos los
materiales a ser usados, el pr+imo paso es
evaluar la calidad y la precisin de las
preparaciones de las &untas. En el caso de
soldaduras con bisel, los tems como el ngulo de
bisel, profundidad de chafln, dimensin del taln
y radio de bisel 9para biseles en : y en (; deben
ser inspeccionados visualmente. Esta inspeccin
puede requerir el uso de herramientas adicionales
como reglas, cinta mtrica, o calibres para medir
los ngulos y radios de bisel. E&emplos de estas
herramientas de medicin son mostrados en la
<igura /0.=.
!"ura 10#, $ D!spos!t!.os T/p!(os de
0ed!(!)n
'espus que las preparaciones de las
&untas hayan sido revisadas y aprobadas, el
inspector de soldadura debe evaluar la
presentacin de la &unta de soldadura. Esto es, l o
ella deben revisar la alineacin y la posicin
relativa de los dos componentes a ser soldados. #i
durante esta etapa la precisin dimensional del
componente o estructura no es la adecuada, es
poco probable que despus de soldada la situacin
me&ore. $os tems a ser revisados durante esta
fase incluyen la abertura de raz, la alineacin
angular, la alineacin planar 9alta>ba&a 9high>
lo?;;, el ngulo de bisel, etc. En los casos donde
sea esperada cierta distorsin, puede haber una
dimensin inicial especificada con la idea de que
la desalineacin inicial vaya a ser corregida por la
distorsin resultante de la soldadura.
'ispositivos como aquellos usados para
la evaluacin de la preparacin de &unta pueden
ser tambin usados durante esta parte del proceso
de inspeccin. En algunas instancias, tambin
puede ser de ayuda el uso de galgas o patrones
especialmente hechas para revisar los aspectos
dimensionales cuando la configuracin es comn
para un traba&o particular, o la forma va a ser
repetida varias veces.
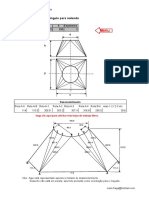
!"ura 10#- $ Predo1lado 2 Presenta(!)n
Pre.!a para Per&!t!r la D!stors!)n
10-3
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
!"ura 10#3 $ Soldadura de !lete en
4unta en T (on a1ertura
$a precisin de la presentacin de la
&unta va a tener un efecto sobre las dimensiones
finales de la soldadura. Adems, variaciones en la
presentacin pueden tener una influencia directa
en la calidad resultante de la soldadura. %or
e&emplo, si el ngulo de bisel o la abertura de raz
es insuficiente, el soldador puede no ser capaz de
fusionar adecuadamente el metal de soldadura a la
superficie de bisel. (n ngulo de bisel o una
abertura de raz e+cesiva requieren una mayor
cantidad de soldadura, lo que puede resultar en
una distorsin e+cesiva. En el caso de una
soldadura de filete, si la abertura de raz est
presente, la deposicin de la soldaduras del
tama-o especificado va a producir una garganta
efectiva menor que la garganta terica requerida
por el dise-ador. Esto es ilustrado en la figura
/0.@.
!"ura 10#5 $ Al"unos Cra2ones
Ind!(adores de Te&peratura T/p!(os
En un caso como este, el tama-o actual
de la soldadura debe ser incrementado por la
cantidad de la abertura de raz que est presente
para proveer la seccin transversal necesaria. %or
esto, el inspector de soldadura debe notificar
cualquier abertura de raz que est presente
durante la presentacin de cualquier filete de
manera que las soldaduras resultantes puedan ser
precisamente dimensionadas cuando se completen.
#i cualquier dispositivo, o perno de
fi&acin es usado, el inspector de soldadura debe
revisarlo para asegurar que proveen la alineacin
adecuada y tienen la resistencia suficiente para
mantener la alineacin durante la operacin de
soldadura. #i se puntea para ayudar en la
alineacin, stas deben ser inspeccionadas para
asegurase que no son defectuosas. (na puntada
con fisuras debe ser removida y redepositada
antes de la soldadura final8 en caso de que no se
corri&a, la fisura va a permanecer y posiblemente
crezca, pudiendo producir una situacin que va a
requerir una mayor esfuerzo de reparacin si no
se descubre a tiempo.
Es importante tambin que el inspector
de soldadura revise cuidadosamente la limpieza de
la zona de soldadura durante la inspeccin de la
presentacin de la &unta de soldadura. $a
presencia de contaminantes y humedad pueden
afectar significativamente la calidad de la
soldadura resultante. !osas como humedad,
aceite, grasa, pintura, herrumbre, escama de
laminacin, galvanizado, etc. pueden introducir
niveles de contaminacin que no van a ser
tolerados por el proceso de soldadura. El
resultado de esto puede ser la presencia de poros,
fisuras o falta de fusin en la soldadura
terminada.
(no de los ltimos aspectos que debe
ser chequeado antes de comenzar a soldar es el
precalentamiento, cuando sea requerido. El
procedimiento de soldadura va a indicar los
requerimientos para el precalentamiento, y puede
estar definido por un m+imo o un mnimo o
ambos. El precalentamiento especificado debe ser
revisado ligeramente le&os de la &unta a soldar en
lugar de en la cara del bisel. En realidad, todo el
metal base dentro de una distancia igual al
espesor de los componentes, pero no menor a =
pulgadas debe ser llevado a la temperatura
apropiada de precalentamiento. Esta temperatura
puede ser revisada usando una variedad de
mtodos, incluyendo crayones indicadores de
temperatura, pirmetros de superficie,
10-5
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
termocuplas o termmetros superficiales.
E&emplos de algunos crayones indicadores de
temperatura son mostrados en la figura l0.A.
%ara continuar con el control de calidad
de la soldadura de produccin, el inspector de
soladura tambin tiene que revisar muchas cosas
mientras se realiza la soldadura. !omo en el caso
de las inspecciones realizadas antes de soldar,
estos chequeos pueden con suerte detectar
problemas cuando ocurren de manera que puedan
ser ms fcilmente corregidos. 'urante esta fase
del proceso de fabricacin, el conocimiento del
inspector en soldadura va a ser e+tremadamente
beneficioso, dado que parte de la inspeccin va a
involucrar la tcnica de soldar como as tambin
la calidad resultante de la soldadura. Es aceptado
que no es realista pensar que el inspector de
soldadura puede observar la deposicin de cada
una de las pasadas de soldadura. %or esto, el
inspector de soldadura e+perimentado debe estar
habilitado para elegir aquellos aspectos de la
secuencia de soldadura que son considerados lo
suficientemente crticos para requerir su
presencia.
El inspector de soldadura debe basar la
inspeccin en el procedimiento de soldadura
cuando realiza la inspeccin durante la soldadura.
Este documento va a especificar todos aquellos
aspectos importantes de la operacin de
soldadura, incluyendo el proceso de soldadura,
materiales, la tcnica especfica, el
precalentamiento y la temperatura entre pasadas,
ms alguna informacin adicional que describa
como la soldadura de produccin debe ser
realizada.
%or eso, el traba&o del inspector de
soldadura va a consistir esencialmente de
monitorear la soldadura de produccin para
asegura que est siendo llevada a cabo de acuerdo
con el procedimiento apropiado. Esto tambin
implica que cualquier problema con el
procedimiento puede ser descubierto y corregido
de manera que sean producidas soldaduras de
calidad.
(na de las partes de la inspeccin de
soladura que ocurren durante la soldadura es la
inspeccin visual de las pasadas de soldadura a
medida que son depositadas. A esta altura,
cualquier discontinuidad superficial puede ser
detectada y corregida, si es necesario. 5ambin es
importante destacar que cualquier irregularidad en
el perfil de soldadura puede per&udicar la
soldadura posterior. (n e&emplo de esto es la
situacin que puede ocurrir durante la soldadura
de una soldadura con bisel con pasadas mltiples.
#i una de las pasadas intermedias es depositada
de manera que e+hiba un perfil muy conve+o que
genere una entalla en el taln, esta configuracin
puede impedir que la pasada subsiguiente funda
apropiadamente en ese lugar. #i es advertido por
el inspector de soldadura, puede pedir que amolen
esa parte para asegurar que se pueda obtener una
fusin completa.
Bevisar la calidad en el proceso es
especialmente crtico en el caso de la pasada de
raz. En la mayora de las situaciones, esta
porcin de la seccin transversal de la soldadura
representa la condicin ms difcil para soldar,
especialmente en el caso de una configuracin con
abertura de raz. 7a&o condiciones de mucho
embridamiento, las tensiones de dilatacin de la
soldadura pueden ser suficientes para fracturar la
pasada de raz si no es lo suficientemente grande
para resistir esas tensiones. El inspector de
soldadura debe estar atento a esos problemas y
revisar cuidadosamente la pasada de raz antes de
que se siga soldando de manera que toda
irregularidad pueda ser encontrada y corregida a
medida que ocurre.
4tro aspecto que debe ser evaluado
durante la operacin de soldadura se refiere a la
limpieza entre pasadas. #i el soldador falla en
limpiar cuidadosamente la soldadura depositada
entre pasadas, e+iste una gran posibilidad de que
ocurran inclusiones de escoria o falta de fusin.
Esto es especialmente crtico cuando se usa un
proceso con fundente para proteccin. 'e todos
modos, una limpieza entre pasadas cuidadosa es
todava recomendada para aquellos procesos que
usen gas de proteccin. (na limpieza adecuada
puede ser obstaculizada cuando el cordn
depositado e+hiba un perfil conve+o que no
permita el acceso a la escoria. !omo se indica
arriba, puede ser necesario realizar una amolado
adicional para remover un perfil ob&etable y
facilitar una limpieza adecuada.
$a limpieza entre pasadas de soldadura
puede ser realizada mediante cualquier mtodo
que logre resultados apropiados, incluyendo el uso
de herramientas tales como piqueta, piqueta
neumtica, amoladoras, cepillos, cepillos de
circulares. !uando se usan algunas de estas
herramientas en materiales ms blandos, es
importante que la accin no sea tan agresiva que
la soldadura sea da-ada o fisurada. 5ambin es
posible que durante las operaciones de limpieza se
10-6
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
deforme el material en tal forma que las
discontinuidades e+istentes sean enmascaradas y
permanezcan sin ser detectadas. 'eben tomarse
precauciones para prevenir la deformacin del
metal base adyacente a la soldadura. #i una
soldadura requiere un tratamiento muy enrgico
para remover la escoria, es muy posible que el
problema real est asociado con el proceso de
soldadura o la tcnica.
%ara aquellos procedimientos de
soldadura que requieren control de temperatura
entre pasadas, el inspector de soldadura necesita
registrar este aspecto. As como con el
precalentamiento, la temperatura entre pasadas
puede ser especificada como un m+imo o un
mnimo o ambos. $a temperatura entre pasadas
debe ser medida tambin sobre la superficie del
metal base cerca de la zona de fusin y no sobre
la &unta misma. $a figura /0.C muestra un
pirmetro digital que es muy efectivo para medir
las temperaturas entre pasadas.
!"ura 10#6 $ P!r)&etro D!"!tal para la
0ed!(!)n de Te&peratura
!"ura 10#7 $ U1!(a(!)n de las Pasadas
de 8a/9
'urante el proceso de soldadura, el
inspector de soladura puede chequeras la posicin
de cada pasada de soldadura para soldadura s de
pasadas mltiples. $a posicin inadecuada de una
pasada puede hacer que la deposicin de las
pasadas siguientes sea ms difcil o imposible.
<igura /0.D muestra un e&emplo de como la
posicin incorrecta de una pasada de raz hace
que sea muy difcil la deposicin correcta de
metal de la pr+ima pasada.
)irando al figura /0.D9a;, usted puede
imaginar que va ser muy difcil depositar en una
segunda pasada y obtener una fusin adecuada en
la peque-a abertura que queda entre la primer
pasada y la cara del bisel. %ara corregir este
problema, el inspector de soldadura puede pedirle
al soldador que amole para abrir un poco la
separacin, como se muestra en la figura /0.D9b;.
%or supuesto, la posicin apropiada de la raz de
este cordn debe haber sido fundiendo ambos
componentes de la &unta con un solo cordn.
$a figura /0.E muestra el mtodo
correcto y el incorrecto para la colocacin de las
pasadas en una soldadura de filete mltipasadas.
En la figura /0.E9a;, la pasada inicial solamente
funde a uno de los componentes y de&a una
peque-a separacin en la raz de la &unta. $a
segunda pasada no puede fundir adecuadamente
esta rea. $a figura /0.E9b; muestra el camino
apropiado para colocar las dos pasadas.
10-7
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
!"ura 10#: $ U1!(a(!)n de los Cordones
Para Soldadura de !lete 0ult!pasadas en
un 4unta T
Adems de revisar la posicin de las
pasadas de soldadura, el inspector de soladura
tambin puede ser invitado a observar la
secuencia y colocacin de cada segmento de
soldadura. Esto generalmente es una gran
preocupacin en aquellas situaciones en las que
puede resultar una gran distorsin por demasiada
soldadura en el rea. Este secuenciado puede
requerir que el soldador deposite primero las
pasadas de un lado de la &unta y despus moverse
para el lado opuesto para reducir el valor de la
distorsin angular que puede resultar por soldar
de un lado solamente. <igura /0./0 ilustra esta
tcnica en una soldadura de bisel en F. $a figura
/0.// muestra como una soldadura de filete doble
debe ser secuenciada para reducir la distorsin.
!"ura 10#10 $ Se(uen(!a de Soldadura
en una Soldadura (on ;!sel en <
!"ura 10#11 $ Se(uen(!a de Soldadura
en una Soldadura en 4unta en T (on dos
!letes
En algunos casos, el mtodo usado para
reducir la distorsin es depositar cada pasada de
soldadura utilizando la tcnica del paso peregrino.
!on este mtodo, la direccin del avance para
cada pasada individual es opuesta al sentido de
avance general de la soldadura a lo largo del e&e
de soldadura. %or eso cada pasada de soldadura
empieza adelante de la pasada previa y avanza
hacia ella. Esto es ilustrado en la figura l0./1.
!uando son dise-adas soldaduras con
bisel y penetracin total para ser soldadas de
ambos lados, debe haber algn mtodo de repelar
la soldadura de raz del primer lado, antes de
soldar desde el segundo lado. El inspector de
soldadura debe inspeccionar la superficie repelada
antes de que suelden desde el segundo lado. #i
esto no se hace, e+iste la posibilidad de que las
inclusiones de escoria u otras discontinuidades no
sean removidas y pueden ser incluidas en la
soldadura terminada. El inspector de soldadura no
solamente debe asegurarse de que todas las
discontinuidades sean removidas por el repelado
de raz, sino tambin de que la que configuracin
de la superficie que queda luego del amolado sea
adecuada para asegurarse que la abertura es la
suficiente para permitir la deposicin e+itosa de
las pasadas adicionales. $os problemas que
ocurren durante esta etapa pueden ser fcilmente
corregidos en esta operacin comparado con lo
difcil que resulta una vez que la soldadura est
terminada.
10-:
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
!"ura 10#1* $ T(n!(a de Paso Pere"r!no
)ientras que la mayora de estos tems
monitoreados durante la soldadura son
responsabilidad del soldador, todava es
importante que el inspector de soldadura revise
para asegurar que el soldador entiende los
requerimientos de la soldadura y sigue las
instrucciones adecuadamente. El inspector de
soldadura generalmente tiene un me&or
entendimiento de la calidad total esperada de la
soldadura, por eso, l o ella pueden enfocar ms
fcilmente los problemas e iniciar las acciones
correctivas.
(na vez que ha sido completada una
soldadura, el inspector de soldadura debe
e+aminar el producto terminado para asegurar que
todos los pasos fueron realizados e+itosamente
para producir una soldadura de calidad. #i todos
los pasos preliminares han sido realizados como
fue requerido, la inspeccin post soldadura va a
simplemente confirmar que la soldadura es de
suficiente calidad. 'e todos modos, los cdigos
especifican los atributos requeridos de la
soldadura terminada, de manera que el inspector
de soldadura debe e+aminar visualmente para
determinar si esos requerimientos han sido
alcanzados.
En general, la inspeccin visual luego de
la soldadura consiste de la observacin de la
apariencia de la soldadura terminada. Este
e+amen visual va a detectar discontinuidades
superficiales en el metal base y en el metal de
soldadura. 'urante esta etapa de la inspeccin de
soldadura es de especial importancia la evaluacin
del perfil de la soldadura. ,rregularidades
superficiales filosas o agudas pueden provocar
fallas prematuras del componente en servicio.
Estos aspectos visuales son evaluados de acuerdo
con el cdigo aplicable que va a describir el valor
permisible de un cierto tipo de discontinuidad.
$a medicin de la soldadura para
determinar si su tama-o es correcto de acuerdo a
la especificacin del plano, est incluida en la
inspeccin visual. %ara una soldadura con bisel,
usted est principalmente preocupado si el bisel
de soldadura est lleno a ras con las superficies
del metal base sin un sobreespesor e+cesivo.
!ualquier socavacin debe ser corregida
depositando ms metal de soldadura.
En el caso de soldaduras de filete, la
determinacin del tama-o es normalmente
realizada con la ayuda de galgas para soldadura
de filete. "ay numerosos tipos de galgas para
soldadura de filete que pueden ser usadas,
incluyendo galgas y patrones que son
especialmente hechas para usar en una
configuracin particular de soldadura de filete.
5ambin hay varios tipos de galgas para
soldaduras de filete que son manufacturadas para
usar en la medicin de soldaduras de filete
generales.
(n tipo de galga de soldadura de filete
consiste en series de chapas patrones metlicas
que fueron mecanizadas para producir dos tipos
diferentes de figura. $os patrones individuales se
seleccionan en base a la soldadura de filete
requerida. El inspector de soldadura solo
selecciona la galga del tama-o apropiado y
compara el tama-o de la soldadura e+istente con
esa galga.
'ebido a que las soldaduras de filete
son dise-adas con dimensiones nominales, debe
haber una tolerancia real aplicada a esta medida.
'ado que las medidas de galgas disponibles
comercialmente estn graduadas en incrementos
de /G/A de pulgada, parecera razonable medir los
tama-os de las soldaduras de filete al /G=1 de
pulgada ms cercano. $as condiciones que
garantizan esta apro+imacin incluyen dificultad
en posicionar correctamente la vista para mirar la
galga, el hecho de que los tama-os de soldadura
no pueden ser pensados en trminos de la
precisin de un mecanizado, la imprecisin de las
galgas, las irregularidades superficiales del metal
base y del metal de soldadura y la dificultad en
determinar la posicin e+acta del pie de una
soldadura de filete conve+a. $a figura /0./=
ilustra el tipo de galga patrn que es usada para
medir una soldadura de filete8 este es el tipo de
galga usada en el e+amen prctico del !*,.
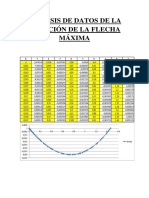
!"ura 10#1, $ Uso de una =al"a T!po
Patr)n para !lete
!uando se mide una soldadura de filete,
el tama-o de la soldadura de filete es determinado
10-10
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
por el tama-o del tringulo rectngulo issceles
ms grande que pueda ser totalmente contenido
dentro de la seccin transversal de la soldadura.
%or eso, para un perfil conve+o, las dimensiones
del cateto y del tama-o son las mismas. 'e todos
modos, una soldadura de filete que muestra un
perfil cncavo va ser dimensionado basndose en
la dimensin de la garganta. %or eso, el inspector
de soldadura debe primero decidir que apariencia
tiene el perfil de la soldadura de filete8 cncavo o
conve+o. #i no es fcilmente apreciable, deben
medirse ambas dimensiones 9el cateto y la
garganta; con los patrones para asegurarse que el
tama-o de la soldadura es suficiente. En el caso
de soldaduras de filete con catetos desiguales, el
tama-o de soldadura va a ser el del cateto menor
de los dos.
!omo se mencion arriba, cuando se
usan galgas tipo patrones metlicos, sern usadas
las dos formas de la galga dependiendo de donde
el perfil del filete es conve+o o cncavo. (na vez
que el inspector de soldadura decide que perfil
est presente, l o ella eligen la forma del patrn
que est especificada para esa soldadura. #i la
soldadura es conve+a, la forma apropiada de la
galga va a medir el cateto, ,gualmente, para el
perfil de una soldadura de filete cncavo, la forma
apropiada de la galga va a medir la garganta
e+istente. #in tener en cuenta la forma del patrn,
el tama-o indicado va a estar referido al tama-o
requerido del tringulo terico inscripto en la
seccin transversal del filete e+istente. El uso de
este tipo de galga para soldadura de filete es
mostrado en la figura /0./H para varias
configuraciones de soldaduras de filete.
!uando una soldadura ha sido medida
para determinar si tiente el tama-o suficiente, el
inspector luego debe evaluar su longitud para
asegurar que ha sido depositado una cantidad
suficiente de metal de soldadura para satisfacer
los requerimientos que figuran en el plano. Esto
es de especial importancia donde soldaduras de
filete discontinuas hayan sido especificadas. Aqu
cada segmento debe ser medido como as tambin
la distancia entre centros o el paso. %ara
soldaduras de filete continuas o soldaduras con
bisel, solamente son consideradas de longitud
suficiente si llenan la seccin transversal de
acuerdo al requerimiento a lo largo de toda la
longitud del componente ms peque-a a unir.
4tras mediciones son requeridas para
evaluar la precisin dimensional general de la
construccin soldada. Esto es importante debido a
que las tensiones de contraccin que genera la
soldadura pueden causar cambios en las
dimensiones de las partes. %or e&emplo, una
soldadura depositada alrededor del e+terior de un
agu&ero taladrado va a causar probablemente una
distorsin en el dimetro de ese agu&ero,
necesitando un mecanizado posterior para llevar
al agu&ero a la medida correcta. %arte de esta
evaluacin visual va a ser determinar si result
alguna distorsin luego de la soldadura. El calor
localizado generado durante la soldadura puede
provocar la distorsin o la desalineacin de los
componentes respecto de las otras partes del
con&unto soldado. Estas mediciones van a
determinar si la cantidad de distorsin presente es
suficiente para rechazar el componente.
!"ura 10#1- $ 0todos para la 0ed!(!)n del Ta&a>o del !lete
Algunas soldaduras tambin deben ser
evaluadas usando otros mtodos de ensayos no
destructivos adems de la inspeccin visual. (sted
tambin puede realizar estos ensayos si est
certificado en la tcnica requerida, o puede ser
realizado por un especialista en ensayos .'E. #i
otra persona realiza el ensayo, usted puede ser
requerido para observar esta operacin. 5al vez,
10-11
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
usted solamente est involucrado en la revisin de
los registros de los ensayos del personal
certificado y del reporte de inspeccin, que es
creado para asegurar que los hallazgos estn de
acuerdo con la norma o el cdigo aplicable. (sted
tambin puede ser responsable por el
mantenimiento de esos registros.
5ambin puede haber requerimientos
referidos al tratamiento de alivio de tensiones post
soldadura o a otros tratamientos trmicos que son
especificados para modificar las propiedades de la
construccin soldada que presenta soldadura sin
tratamiento posterior a la soldadura. El inspector
de soldadura puede ser responsable por la
observacin de estos tratamientos trmicos.
5ambin si, adems, los tratamientos deben ser
realizados de acuerdo con los requerimientos de
algn cdigo o procedimiento.
(na vez que todos estos pasos de la
inspeccin visual hayan sido completados, deben
crearse informes para e+plicar todos los aspectos
de las evaluaciones que fueron realizadas. Estos
informes deben especificar distintos aspectos de la
inspeccin como cuando fue inspeccionado, quin
realiz la inspeccin, el criterio de aceptacin
aplicado y los resultados de la inspeccin. !omo
se mencion antes, estos informes deben ser lo
ms simples y legibles como sea posible mientras
que provean suficiente informacin de manera que
otros puedan entender que fue hecho y que se
encontr.
!omo ya ha sido discutido, la
inspecciono visual comprende los elementos
bsicos de cualquier programa de control de
calidad. Aunque simple, este mtodo es capaz de
encontrar la mayora de las discontinuidades que
resultan de la soldadura. 'e todos modos, la
inspeccin de soldadura est limitada al
descubrimiento de irregularidades superficiales.
%or esto, debe ser realizada en todas las etapas del
proceso de fabricacin para proveer una cobertura
adecuada. En general, hay ciertas
responsabilidades del inspector de soldadura que
deben ser realizadas antes, durante y despus de
la soldadura. !uando est correctamente
realizada, la inspeccin visual permite detectar
problemas cuando ocurren, lo que posibilita
reducir en gran medida los costos asociados con la
correccin de estos defectos. !on este soporte en
inspeccin visual, debemos mirar ahora la
siguiente fase de la inspeccin de soldadura.
ENSA?@S N@ DEST8UCTIV@S (NDT)
(no de los propsitos de un control de
calidad efectivo es determinar la conveniencia de
un metal base dado o soldadura para cumplir con
el servicio para el cual fue construido. (na
manera de &uzgar esta conveniencia es someter al
metal base o al metal de soldadura a ensayos
destructivos que pueden proveer informacin
acerca de la performance del ob&eto a ensayar. $a
mayor desventa&a de este enfoque es, como el
nombre lo indica, que el ob&eto es destruido en el
ensayo. %or esto, un nmero de ensayos han sido
desarrollados para proveer una indicacin de la
aceptabilidad del ob&eto a ensayar sin que ste se
vuelva inutilizable para el servicio.
5odos stos son conocidos como
Iensayos no destructivosJ, porque permiten una
evaluacin no destructiva del metal o del
componente. Adems, los ensayos destructivos de
un porcenta&e dado de piezas pueden ser caros y
asumen que las piezas no ensayadas son de la
misma calidad que las ensayadas. $os ensayos no
destructivos, alcanzan indirectamente resultados
an vlidos, de&ando la pieza o componente sin
cambios y lista para ser colocada en servicio si
fuera aceptable.
!omo se mencion arriba, hay
numerosos ensayos no destructivos usados para
evaluar los metales base a ser unidos como as
tambin las soldaduras. #ern discutidos los
mtodos ms comunes de ensayo, mostrando sus
venta&as, limitaciones y aplicaciones. 'e todos
modos todos estos mtodos de ensayo comparten
algunos elementos en comn. Estos elementos
esenciales sonK
1- .na %uente de energa o edio de
prue!a
/- .na discontinuidad de!e pro#ocar un
ca!io o alteracin de la energa de
prue!a-
0- .na gua o patrn para detectar este
ca!io-
1- .na gua o patrn (ue indi(ue este
ca!io-
2- .na gua o patrn de o!ser#acin o
registro de esta indicacin de anera
(ue pueda interpretarse-
%ara una aplicacin dada, la
conveniencia de un ensayo no destructivo
particular va estar dada por la consideracin de
cada uno de esos factores. $a fuente de energa o
10-1*
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
medio de prueba debe ser conveniente para el
ob&eto a ensayar y para la discontinuidad que se
busca. (na discontinuidad debe ser capaz, si est
presente, de modificar o cambiar al medio de
prueba. (na vez que cambi, debe haber una
manera de detecta esos cambios. $os cambios
generados en el medio de prueba por la
discontinuidad deben crear una indicacin o una
forma de registro. %or ltimo, esta indicacin debe
ser observada de manera que pueda ser
interpretada.
A medida que es discutido cada uno de
estos mtodos de ensayo no destructivo, es
importante entender como ellos proveen los
elementos esenciales. Esto va a ayudar en la
decisin de que mtodo de ensayo no destructivo
es el ms conveniente para una aplicacin
particular.
A lo largo de los a-os, han sido
desarrollados muchos mtodos de ensayos no
destructivos. !ada uno de ellos tienen asociado
varias venta&as y limitaciones hacindolo ms o
menos apropiado para una aplicacin dada. !on
la cantidad de mtodos de ensayo disponible, es
importante elegir que mtodo nos va a proveer de
los resultados necesarios. En muchos casos
pueden ser aplicados diferentes ensayos para
proveer una seguridad e+tra sobre el componente
o material. 'ado que e+isten muchos ensayos, va
a ser difcil mencionar a cada uno de ellos en el
conte+to de este curso.
%or esto, nos vamos a concentrar en los mtodos
de ensayos no destructivos que son usados ms
comnmente para la evaluacin de los metales
base y las soldaduras. $os mtodos de ensayo a
ser discutidos estn puestos a continuacin con
sus abreviaturas en parntesis.
1- 3(uidos penetrantes 4,T5
/- ,artculas agneti'a!les 4MT5
0- "adiogra%as 4"T5
1- .ltrasonido 4.T5
2- 6orrientes inducidas 4ET5
#i bien el inspector de soldadura no es
llamado generalmente para realizar estos ensayos,
es importante que l o ella tengan un
entendimiento bsico de estos ensayos por varias
razones. %rimero, el inspector de soldadura debe
estar al tanto de las venta&as y limitaciones de
stos mtodos. Esto lo va a asistir en decidir que
ensayo debe ser usado para proveerle alguna
informacin adicional sobre la calidad aparente de
un material o soldadura. 'e esa manera, la
evaluacin visual puede ser luego apoyada por
algn ensayo adicional. El conocimiento de la
venta&as y limitaciones tambin va a ayudar si el
especialista en ensayos no destructivos est
realizando los ensayos de manera adecuada.
'ebido a que el inspector de soldadura puede ser
llamado para observar o mantener registros del
ensayo, el conocimiento puede ayudar en entender
los resultados.
A medida que sean discutidos cada uno de
los mtodos de ensayo, va a haber una descripcin
de la s venta&as y limitaciones, como as tambin
de los principios operativos. El equipamiento
necesario para cada ensayo tambin va a ser
discutido, y tambin se va a hacer mencin de
algunas de las aplicaciones tpicas de cada
mtodo.
LABUID@S PENET8ANTES (PT)
En trminos generales, el ensayo de
lquidos penetrantes revela discontinuidades
superficiales mediante la afloracin de un medio
penetrante contra una fondo contrastante
coloreado. Esto se logra mediante la aplicacin de
un penetrante 9generalmente un lquido; sobre la
superficie limpia de la pieza a ensayar. (na vez
que se de&a permanecer al penetrante sobre la
superficie durante una cantidad de tiempo de
penetracin, ste va a infiltrarse adentro de
cualquier abertura superficial. A continuacin se
remueve el e+ceso de penetrante y se aplica un
revelador que saca al penetrante que permanece
en las discontinuidades. $as indicaciones
resultantes son mostradas en contraste y
magnifican la presencia de la discontinuidad e
manera que pueden ser interpretadas visualmente.
"ay dos maneras bsicas en las que
pueden ser agrupados los penetrantes8
especficamente, por el tipo de indicacin
producida, y por el mtodo de remocin del
penetrante en e+ceso. $as dos indicaciones del
penetrante son visible y fluorescente. $a marca
visible 9generalmente ro&a; produce un color ro&o
vvido contra un revelador blanco cuando se ve
ba&o luz blanca. El penetrante fluorescente
produce una marca fluorescente verdosa contra un
fondo luminoso cuando es observada ba&o luz
ultravioleta 9negra;. 'ebido a que el o&o humano
puede percibir ms fcilmente una marca
fluorescente que una marca visible, puede resultar
un mtodo de ensayo ms sensible el uso de un
penetrante fluorescente.
10-1,
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
$a segunda categora en la que son
clasificados los penetrantes se refiere al mtodo
mediante el cual el penetrante en e+ceso es
removido de la superficie. %ueden ser removibles
mediante agua, solvente o post>emulsionable. $os
penetrantes removibles mediante agua contiene un
emulsificador que permite al penetrante aceitoso
se levantado con una ba&a presin del spray de
agua. $os penetrantes removibles mediante
solvente requieren un solvente para remover al
penetrante del ob&eto a ensayar. $os penetrantes
post>emulsionables son removidos agregando un
emulsificador despus del tiempo de penetracin.
$a aplicacin del emulsificador al penetrante
sobre la superficie de ensayo permite que el
penetrante sea removido de la misma forma del
removedor a base de agua. !ombinando las
caractersticas de stas dos clasificaciones,
pueden producirse seis tipos diferentes de
penetrantesK
1- Visi!le7"eo#i!le ediante agua
/- Visi!le7"eo#i!le ediante sol#ente
0- Visi!le7,ost8eulsiona!le
1- 9luorescente7"eo#i!le ediante agua
2- 9luorescente7"eo#i!le ediante
sol#ente
:- 9luorescente7,ost8eulsiona!le
!on cualquiera de stos tipos los pasos
bsicos son los mismos, e+cepto para los
penetrantes post>emulsionables que requieren un
paso adicional para aplicar el emulsificador. %or
eso, con cualquiera de los mtodos, hay cuatro
pasos generales a seguir, haciendo a este ensayo
relativamente fcil de realizar. 'e todos modos, es
importante que cada uno de estos pasos sean
realizados cuidadosamente y en la secuencia
apropiada8 de otra manera, los resultados del
ensayo no van a ser confiables.
El primer paso involucrado en la
realizacin del ensayo de lquidos penetrantes es
limpiar cuidadosamente la superficie del ob&eto a
ensayar. 'ebido a que el ensayo de lquidos
penetrantes es usado para revelar discontinuidades
superficiales, este paso es e+tremadamente
importante. #i cualquier cosa est bloqueando la
abertura de cualquier discontinuidad hacia la
superficie, va a impedir que el penetrante entre
por esa abertura8 y como consecuencia, la
discontinuidad no va a ser revelada. El ob&eto a
ensayar debe estar libre de polvo, aceite,
humedad, pintura, etc. !uando se limpian
materiales blandos como cobre o aluminio debe
tenerse cuidado si la superficie es limpiada
mediante algn mtodo mecnico como cepillos de
alambre o arenado. (na limpieza mecnica
agresiva va a tender a enmascarar o distorsionar
la superficie del metal y cubrir una abertura
superficial y evitar el revelado de la misma. $a
figura /0./@ muestra una superficie de ensayo
limpia.
(na vez que la superficie est bien
limpia y seca, el penetrante es aplicado. En
peque-as partes esto puede lograrse sumergiendo
la pieza a ensayar en el penetrante. En piezas
grandes, el penetrante puede aplicarse mediante
un spray o un pincel. 'ebe permitirse que el
penetrante permanezca sobre la superficie de
ensayo por un periodo de @ a =0 minutos, y este
tiempo es conocido como el tiempo de
penetracin. $a cantidad e+acta de este tiempo de
penetracin depende de las recomendaciones del
fabricante del penetrante, de temperatura de la
pieza y del tama-o de las discontinuidades en
cuestin. $a superficie a ensayar debe mantenerse
mo&ada por el penetrante durante todo este tiempo
de manea que el penetrante pueda fluir entre las
aberturas superficiales. <igura /0./A muestra un
penetrante siendo aplicado en una superficie.
El penetrante es llevado dentro de las
peque-as fisuras por una accin que se conoce
como efecto capilar8 este fenmeno fue discutido
previamente en consideracin del metal de aporte
de brazing que es llevado dentro de la &unta de
braze. $a accin capilar que provoca que los
lquidos sean empu&ados adentro de peque-as
ranuras. #iguiendo el tiempo de penetracin
prescrito, la superficie del ob&eto a ensayar es
limpiada cuidadosamente del e+ceso de
penetrante. 'ebe tenerse cuidado de limpiar la
superficie lo suficiente para prevenir la presencia
de un e+ceso de penetrante sobre la superficie que
pueda enmascarar las indicaciones reales y perder
as el revelado de alguna discontinuidad. 'e todos
modos esta operacin de limpieza no debe ser tan
intensa que limpie el penetrante de las
discontinuidades poco profundas. $a figura /0./C
muestra el procedimiento apropiado para sacar el
e+ceso de penetrante.
10-1-
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
!"ura 10#13 $ Super'!(!e de Ensa2o
L!&p!a
!"ura 10#15 $ Penetrante so1re la
Super'!(!e de Ensa2o 2 en la !sura
!"ura 10#16 $ Se Cu!ta el eD(eso de
Penetrante
!"ura 10#17 $ Ind!(a(!)n V!s!1le lue"o de
la Apl!(a(!)n del 8e.elador
(na vez que el e+ceso de penetrante ha
sido removido, es aplicado el revelador. %uede ser
un polvo seco o un polvo suspendido en un lquido
voltil que se evapore rpidamente, de&ando al
polvo sobre al superficie. Es importante que el
revelador sea aplicado en una capa fina y
uniforme. 'e hecho, una buena tcnica es aplicar
el revelador en varias capas finas, de&ando pasar
varios minutos entre la aplicacin de cada capa
para evitar el desarrollo de un recargue e+cesivo.
(na capa fina de revelador puede marcar
indicaciones muy peque-as.
$a sensibilidad del ensayo de lquidos
penetrantes depende del tama-o de las partculas
del polvo del revelador como as tambin del
espesor de la capa del revelador sobre la
superficie de ensayo. %artculas de gran tama-o y
capas gruesas de revelador van a tender a
disminuir la sensibilidad del ensayo de lquidos
penetrantes. El revelador absorbe al penetrante
afuera de cualquier discontinuidad superficial
para crear una indicacin contrastante de la
misma manera que un material absorbente seca a
un lquido. Este IsangradoJ agranda cualquier
peque-a discontinuidad de manera que pueda ser
fcilmente vista. $a indicacin de una
discontinuidad puede ser evaluada hasta donde es
considerada una condicin per&udicial. !uando se
usa un penetrante visible, la evaluacin es
realizada ba&o luz blanca mientras que con el uso
de penetrante fluorescente va a requerir que la
evaluacin sea realizada ba&o una luz ultravioleta
9negra; en un rea oscurecida. <igura /0./D
ilustra como la indicacin visible es producida
mediante el sangrado del penetrante a travs de la
capa de revelador.
#e pueden obtener muchas venta&as por
el empleo del mtodo de ensayos de lquidos
penetrantes. %rimero, el uso de lquidos
10-13
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
penetrantes no est limitado al ensayo de ob&etos
metlicos. !ualquier material no poroso puede ser
ensayado mediante este mtodo para detectar la
presencia de discontinuidades superficiales.
5ambin es conveniente para evaluar &untas
soldaduras por brazing entre metales difieren, que
pueden presentar problemas con otros mtodos. 2
puede ser aplicado a materiales no magnticos
cuando otras tcnicas no son aplicables. El
proceso es fcilmente transportable, especialmente
los removibles mediante solvente. %ara este
mtodo, hay latas de aerosol de penetrante,
revelador y revelador que pueden ser llevados a
cualquier lugar de ensayo. 'ependiendo del tipo
de sistema penetrante usado, el equipo requerido
puede ser mnimo, permitiendo el uso del ensayo
de lquidos penetrante sin un costo e+cesivo
comparado con otros mtodos de ensayo.
(no de las limitaciones ms importantes
del ensayo de lquidos penetrantes es que no
detecta discontinuidades sub superficiales.
5ambin es desechado porque lleva demasiado
tiempo cuando se lo compara con otros ensayos
como el de partculas magnetizables. $a condicin
superficial de la pieza a ensayar tiene un efecto
significativo sobre la confiabilidad de este ensayo,
de manera que la limpieza requerida para ciertos
casos puede ser muy grande. 5ambin debe
limpiarse la pieza a ensayar despus de un el
ensayo se realiz. !uando se ensayan superficies
rugosas, irregulares que son las que generalmente
se presentan como resultado de una soldadura, la
presencia de indicaciones no relevantes hacen que
su interpretacin sea muy difcil.
El equipamiento requerido para realizar
el ensayo de lquidos penetrantes es muy simple y
puede consistir solamente del penetrante, el
revelador, el removedor y, si es requerido, el
emulsificador. (na buena fuente de luz blanca es
requerida para penetrantes visibles y una buena
fuente de luz ultravioleta es requiera para el tipo
fluorescente. Adems, el ensayo con penetrante
fluorescente requiere un rea oscurecida para
observar la interpretacin y limpieza de los
resultados del ensayo. (na lupa tambin puede
resultar til cuando estn siendo evaluadas
discontinuidades muy peque-as.
(na vez que ha sido descubierta una
indicacin, puede ser registrada permanentemente
mediante una fotografa o un esquema. $a
indicacin tambin puede ser levantada de la
superficie de ensayo y transferida a un reporte del
ensayo usando una cinta transparente de plstico.
!uando se usa el mtodo %5, es
imperativo remover todos los materiales del
ensayo incluyendo el e+ceso de penetrante,
limpiador y revelador antes de soldar. Encender
un arco sobre una superficie que contenga estos
materiales no solamente afecta la calidad de la
soldadura, tambin puede resulta en la formacin
de humos nocivos o peligrosos que pueden crear
un riesgo para la seguridad del personal.
Part/(ulas 0a"net!9a1les (0T)
Este particular mtodo de ensayo no
destructivo es principalmente usado para
descubrir discontinuidades superficiales en
materiales ferromagnticos. #i bien pueden
observarse discontinuidades sub superficiales muy
cercanas a la superficie, son muy difciles de
interpretar, y generalmente son ignoradas. %ara la
deteccin e interpretacin de discontinuidades sub
superficiales son generalmente requeridas otras
tcnicas de .'E. 'e todas maneras las
discontinuidades superficiales presentes en una
pieza magnetizada van a causar que el campo
magntico aplicado cree polos en cada e+tremo de
la discontinuidad, creando una fuerza de atraccin
para las partculas de hierro. #i las partculas de
hierro, que son partculas magnetizables debido a
que pueden magnetizarse, son arro&adas sobre la
superficie, pueden ser sostenidas o acomodadas en
el lugar por este campo atractivo para producir
una acumulacin de partculas de hierro y de esta
manera una indicacin visual.
!"ura 10#1: $ Ca&po 0a"nt!(o
Alrededor de una ;arra 0a"net!9ada
#i bien e+isten distintos tipos de ensayos
de partculas magnetizables, todos basan su
funcionamiento en el mismo principio general. %or
esto, todos estos ensayos van a ser realizados
mediante la creacin de un campo magntico en
10-15
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
una parte y aplicando partculas de hierro sobre la
superficie a ensayar.
%ara entender el ensayo de partculas
magnetizables es necesario tener una nocin
bsica de magnetismo8 por esto es apropiado
describir algunas de sus caractersticas
importantes. %ara empezar esta discusin, mire la
figura /0./E que muestra un diagrama del campo
magntico asociado con la barra magntica.
)irando este diagrama, hay varios
principios del magnetismo que son demostrados.
%rimero, hay lneas magnticas de fuerza, o lneas
de flu&o magntico, que tienden a via&ar desde un
e+tremo 9o polo; del imn hacia el e+tremo
opuesto 9el otro polo;. Estos polos son designados
como polo norte y polo sur. $as lneas de flu&o
magntico forman lazos continuos que via&an
desde un polo hacia el otro en una direccin. Estas
lneas siempre permanecen virtualmente paralelas
una a la otra y nunca se cruzan entre s. %or
ltimo, la fuerza de estas lneas de flu&o 9y a raz
de esto la intensidad del campo magntico
resultante; es mayor cuando estn totalmente
contenidas adentro de un material magntico o
ferroso. Aunque van a via&ar a travs de algunas
separaciones rellenas con aire, su intensidad es
reducida significantemente a medida que la
longitud de la separacin aumenta.
!"ura 10#*0 $ I&En (on or&a de U en
Conta(to (on un 0ater!al erro&a"nt!(o
Cue Cont!ene una D!s(ont!nu!dad
<igura /0.10 muestra una configuracin
en la cual una barra magntica similar a la barra
de la figura /0./E ha sido doblada en (, y est en
contacto con un material magntico que contiene
una discontinuidad. 5odava hay lneas de fuerza
magnticas via&ando en lazos continuos desde un
polo hacia el otro. 'e todos modos, ahora la pieza
de acero ha sido colocada cruzada respecto de los
e+tremos de un imn para proveer un camino
magntico continuo para las lneas de fuerza. #i
bien hay algunas prdidas de flu&o en las peque-as
separaciones o espacios rellenos con aire entre los
e+tremos del imn y la pieza de acero, el campo
magntico permanece relativamente fuerte debido
a la continuidad del camino magntico.
!onsideremos ahora la discontinuidad
que est presente en la barra de acero8 en la
vecindad de esa discontinuidad, hay campos
magnticos de signo opuesto creados en los
e+tremos opuestos de la separacin de aire
presente en la discontinuidad. Estos polos de
signo opuesto tienen una fuerza atractiva entre
ellos, y si el rea es rociada con partculas de
hierro, estas partculas van a ser atradas y
sostenidas en el lugar de la discontinuidad.
%or esto para realizar un ensayo de
partculas magnetizables, debe haber algunas
muestras de generacin de un campo magntico
en la pieza a ensayar. (na vez que la parte ha sido
magnetizada, las partculas de hierro son rociadas
sobre la superficie. #i las discontinuidades estn
presentes, estas partculas van a ser atradas y
sostenidas en el lugar para proveer una indicacin
visual. $os e&emplos discutidos hasta aqu han
descripto imanes permanentes. .o obstante, el uso
de imanes permanentes para ensayos de partculas
magnetizables es poco frecuente8 la mayora de
los ensayos de partculas magnetizables usan un
equipo electromagntico. (n electroimn se basa
en el principio de que hay un campo magntico
asociado con cualquier conductor elctrico, como
se muestra en al figura /0.1/.
!"ura 10#*1 $ Ca&po 0a"nt!(o
Alrededor de un Condu(tor El(tr!(o
!uando pasa electricidad a travs de un
conductor, el campo magntico que se desarrolla
se orienta perpendicular a la direccin de la
electricidad. "ay dos tipos bsicos de campos
magnticos que son creados en los ob&etos a
ensayar usado un electroimn, longitudinal y
circular. $os tipos son denominados pro la
direccin del campo magntico que es generado en
la pieza. !uando el campo magntico se orienta a
lo largo del e&e de la pieza, es conocido como
magnetismo longitudinal. 'e la misma manera,
cuando el campo magntico es perpendicular al
e&e de la pieza, es llamado magnetismo circular.
10-16
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
"ay varias formas en las que puede crearse estos
dos tipos de magnetismo en una pieza de ensayo.
<igura /0.11 muestra un tpico campo
magntico longitudinal creado envolviendo la
pieza con un conductor elctrico arrollado.
!uando se usa una mquina de partculas
magnetizables fi&a, esto puede conocerse como
una bobina Icoil shotJ. !uando pasa la
electricidad a travs del conductor, se crea un
campo magntico.
!"ura 10#** $ 0a"net!s&o Lon"!tud!nal
!"ura 10#*, $ 0a"net!s&o C!r(ular
!"ura 10#*- $ 0todo del ?u"o
!on este campo magntico, aquellas
discontinuidades que se encuentren
perpendiculares a las lneas de fuerza van a ser
fcilmente revelados. Aquellas que se encuentren
a H@L con respecto al campo tambin van a ser
revelados, pero si la discontinuidad se encuentra
paralelo al campo magntico inducido, no va a ser
revelada.
El otro tipo de campo magntico es conocido
como magnetismo circular. %ara crear este tipo de
campo magntico, la pieza a ser ensayada se
vuelve el conductor elctrico de manera que el
campo magntico inducido tiende a encerrar la
parte perpendicular a su e&e longitudinal. En una
mquina de ensayo estacionaria, esto podra ser
llamado Ihead shotJ. Esto es mostrado en la
figura /0.1=.
10-17
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
!"ura 10#*3 $ 0todo del Prod
!on magnetismo circular, las
discontinuidades longitudinales van a ser
reveladas mientras que aquellas discontinuidades
transversales no van a ser reveladas. Aquellas que
estn apro+imadamente a H@L tambin van a ser
reveladas. (n aspecto importante del campo
magntico circular es que el magnetismo es
totalmente contenido adentro del material
ferromagntico mientras que el campo magntico
longitudinal es inducido en la pieza por el
conductor elctrico que lo envuelve. %or esta
razn, el campo magntico circulares
generalmente considerado ms potente, haciendo
que el magnetismo circular sea ms sensible para
un nivel dado de corriente elctrica. !uando se
trata de determinar la orientacin de las
discontinuidades que pueden generar una
indicacin, se debe empezar por determinar la
direccin de la corriente elctrica, luego
considerar la direccin del campo magntico
inducido y despus determinar la orientacin de la
discontinuidad que va a dar la sensibilidad
ptima.
Ambos tipos de campos magnticos
pueden ser generados en una pieza o parte
empleando equipamiento porttil. (n campo
longitudinal resulta cuando se usa el mtodo de
IyugoJ, como se muestra en la figura /0.1H. (na
unidad de yugo es un electroimn, y esta hecho
arrollamiento de alambre conductor alrededor de
un ncleo de un material magntico blando. $a
corriente que fluye a travs del alambre induce un
campo magntico que fluye a travs del ob&eto a
ensayar entre los e+tremos del yugo.
%ara producir un campo magntico
circular con una unidad porttil, se usa la tcnica
de IprodJ. El uso de este mtodo para ensayos de
soldadura es ilustrado en la figura /0.1@. %uede
ser usado para crear un campo magntico con
corriente alterna 9A!; o con corriente continua
9'!;. El campo creado con corriente alterna es
ms fuerte en la superficie del ob&eto a ensayar.
$a corriente alterna va a proveer tambin una
mayor movilidad de las partculas en la superficie
de la pieza permitiendo a las partculas moverse
ms libremente, lo que ayuda en la deteccin de
discontinuidades, an cuando la superficie de la
pieza sea rugosa e irregular.
$a corriente continua induce campos
magnticos con mayor poder de penetracin y
pueden ser usados para detectar discontinuidades
cerca de la superficie. Aunque estas indicaciones
son muy difciles de interpretar. (n tercer tipo de
corriente elctrica es conocida como corriente
alterna rectificada de media onda y puede ser
pensada como una mezcla de corriente alterna con
corriente continua. !on este tipo de corriente se
pueden alcanzar los beneficios de ambos tipos de
corrientes.
<ue destacado que el ensayo de
partculas magnetizables es ms sensible frente a
las discontinuidades perpendiculares a las lneas
de flu&o magntico y que las discontinuidades
paralelas a las lneas de flu&o no son detectadas.
!on ngulos que varan entre estos e+tremos, hay
un rea gris. En general, si el ngulo agudo
formado entre el e&e de la discontinuidad y las
lneas de flu&o magntico es mayor de H@, la
discontinuidad va a formar una indicacin. !on
ngulos menores de H@ la discontinuidad puede no
ser detectada. %or esto, para proveer una
evaluacin completa de la pieza para localizar
discontinuidades en todas las direcciones es
necesario aplicar el campo magntico en dos
direcciones perpendiculares.
$as aplicaciones de la inspeccin por
partculas magnetizables incluye la evaluacin de
materiales que son considerados magnticos a la
temperatura de ensayo. Estos materiales incluyen
acero, acero fundido, algunos de los aceros
ino+idables 9e+ceptuando los austenticos; y
nquel. .o puede ser ensayado el aluminio, el
cobre u otro material que no pueda ser
magnetizado. Adecuadamente aplicado, este
mtodo puede detectar discontinuidades
10-1:
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
superficiales muy finas y va a dar indicaciones
borrosas de discontinuidades sub superficiales
grandes.
El equipamiento usado con este mtodo
vara en tama-o, portabilidad y costo. $as
unidades yugo de corriente alterna son muy
porttiles y tiles para inspeccionar ob&etos muy
grandes para ensayar de otra forma. Estos ob&etos
pueden incluir edificios, puentes, tanques,
recipientes o grandes soldaduras. Equipos no tan
porttiles incluyen bobinas y prods. Ambos
requieren fuentes especiales y tienen una
movilidad limitada. $os equipos estacionarios
generalmente incluyen mecanismos para head y
coil shots. $as piezas a ser inspeccionadas en
unidades estacionarias tiene que ser peque-as y
con altas velocidades de inspeccin o grandes y
con ba&as velocidades de inspeccin. $as unidades
estacionarias incluyen equipos de
desmagnetizacin.
$as partculas de acero usadas son muy
peque-as y generalmente proveen un color vvido
que contrasta con el del ob&eto a ensayar. $os
colores comnmente disponibles incluyen al gris,
blanco, amarillo, azul y negro. #on conocidos
como partculas visibles y son usados ba&o una
luz fuerte. $es partculas de acero tambin pueden
obtenerse ba&o luz ultravioleta y su sensibilidad es
mayor.
Estas partculas magnetizables son
aplicadas como un polvo seco con un chorro de
aire de ba&a velocidad, o son aplicadas sobre la
pieza como una suspensin en un lquido como
aceite liviano o agua. El mtodo seco es conocido
como ensayo de partculas magnetizables en seco
y el otro es llamado ensayos de partculas
magnetizables por va hmeda. Ambos mtodos
son usados frecuentemente, pero el hmedo tiene
una sensibilidad mayor y es el preferido para
muchas aplicaciones de campo y de taller. $as
venta&as del mtodo de partculas magnetizables
es que es rpido y de ba&o costo. Este mtodo
puede hacerse muy porttil y puede ser muy
bueno para la deteccin de discontinuidades
superficiales. El ensayo puede hacerse a travs de
capas muy finas de recubrimiento.
$a mayor limitacin es que solamente
puede ser usado en materiales que sean
magnetizables. 4tras limitaciones son que la
mayora de las partes requieren una
desmagnetizacin despus del ensayo y que los
recubrimientos gruesos pueden enmascarar
discontinuidades. $a desmagnetizacin requiere el
empleo de corriente alterna, y se realiza ya sea
moviendo lentamente la pieza del campo
magntico o reduciendo la corriente de induccin
aplicada a la pieza a cero. Es requerida para
ambas aplicaciones electricidad, esto limita su
portabilidad. $as superficies rugosas como
aquellas que quedan como resultado de la
soldadura o en fundiciones pueden hacer que la
evaluacin sea an ms difcil.
$os resultados del ensayo de partculas
magnetizables pueden ser registrados mediante
esquemas, fotografas o colocando una cinta
transparente sobre la indicacin y luego
transfirindola a una ho&a limpia de papel.
Ensa2o 8ad!o"rE'!(o (8T)
$a radiografa es un mtodo de ensayos
no destructivos basado en el principio de
transmisin o absorcin de radiacin preferencial.
$as reas de espesor reducido o menor densidad
transmiten ms, y en consecuencia absorben
menos radiacin. $a radiacin que pasa a travs
del ob&eto de ensayo, formar una imagen
contrastante en una pelcula que recibe la
radiacin.
$as reas de alta transmisin de
radiacin, o ba&a absorcin, en la pelcula
revelada aparecen como reas negras. $as reas
de ba&a transmisin de radiacin, o alta absorcin,
en las pelculas reveladas aparecen como reas
claras. $a <igura /0.1A muestra el efecto del
espesor en la oscuridad de la pelcula. El rea de
menor espesor del ob&eto de ensayo produce un
rea ms oscura en la pelcula debido a que se
transmite ms radiacin a la pelcula. El rea de
mayor espesor del ob&eto de ensayo produce el
rea ms clara porque el ob&eto absorbe ms
radiacin y se transmite menos. $a <igura /0.1C
muestra el efecto de la densidad del material en la
oscuridad de la pelcula.
10-*0
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
!"ura 10#*5 $ E'e(to del Espesor de la
P!e9a en la Trans&!s!)n de 8ad!a(!)n
(A1sor(!)n)
!"ura 10#*6 $ E'e(to de la Dens!dad del
0ater!al en la Trans&!s!)n de 8ad!a(!)n
(A1sor(!)n)
'e los materiales mostrados en la
<igura /0.1C, el plomo tiene la mayor densidad
9//.=H gGcc;, seguido en orden por el cobre 9D.EA
gGcc;, el acero 9C.DC gGcc;, y el aluminio 91.C0
gGcc;. !on la mayor densidad 9peso por unidad de
volumen;, el plomo absorbe la mayor parte de la
radiacin, y por esto produce la pelcula ms
clara.
$a radiacin de ba&a energa, que no sea
de partculas, se da en la forma de radiacin
gamma o rayos F. $os rayos gamma son el
resultado de la desintegracin de los materiales
radioactivos8 las fuentes radioactivas incluyen al
,ridio /E1, !esio /=C y !obalto A0. Estas fuentes
emiten radiacin en forma constante y deben
mantenerse en un contenedor de almacenamiento
protegido, conocido como Icmara gammaJ,
cuando no est en uso. Estos contenedores
frecuentemente emplean protecciones de plomo y
acero.
$os rayos F fabricados artificialmente8
se producen cuando los electrones, via&ando a
altas velocidades, chocan con la materia. $a
conversin de energa elctrica en radiacin F se
alcanza en un tubo de vaco. #e pasa una
corriente ba&a a travs de un filamento
incandescente para producir electrones. $a
aplicacin de alto potencial 9volta&e; entre el
filamento y el metal de ob&etivo acelera los
electrones a travs de este potencial diferencial.
$a accin de un flu&o de electrones que golpean
contra el ob&etivo produce rayos F. #lo se
produce radiacin cuando se aplica el volta&e a un
tubo de rayos F. (sando tanto fuentes de rayos F
o gamma, la pieza no contina siendo radioactiva
seguido al ensayo.
$as discontinuidades por deba&o de la
superficie que son detectadas fcilmente por este
mtodo son las que tienen una densidad distinta al
material que se est radiando. Estas incluyen
huecos, inclusiones metlicas y no metlicas, y
fisuras y faltas de fusin alineadas en forma
favorable. $os huecos tales como porosidad,
producen reas oscuras en la pelcula, debido a
que representan una prdida significativa de
densidad del material. $as inclusiones metlicas
producen reas claras en la pelcula si tienen
mayor densidad que la del ob&eto de ensayo.
%or e&emplo, las inclusiones de
tungsteno en las soldaduras de aluminio,
producidas por una tcnica inapropiada de
soldadura por arco con electrodo de tungsteno y
proteccin gaseosa, aparecen en la pelcula como
reas muy claras, la densidad del tungsteno es de
/E.= gGcc. $as inclusiones no metlicas, tales
como la escoria, producen frecuentemente reas
oscuras en la pelcula8 sin embargo, algunos
electrodos contienen revestimientos que producen
escoria de una densidad similar a la del metal de
soldadura depositado y la escoria producida por
ellos es muy difcil de encontrar e interpretar. $as
fisuras y fusiones incompletas deben estar
alineadas de forma tal que la profundidad de las
discontinuidades sea casi paralela al haz de
radiacin para que sean detectadas. $as
discontinuidades superficiales tambin aparecern
en la pelcula8 sin embargo, no se recomienda el
uso del ensayo de radiacin, debido a que la
inspeccin visual es mucho ms econmica.
Algunas de estas discontinuidades son la
socavacin, e+cesivo sobreespesor, falta de
10-*1
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
fusin, y sobreespesor de raz por penetracin. El
ensayo radiogrfico es muy verstil y puede ser
usado para inspeccionar todos los materiales de
ingeniera.
!"ura 10#*7 $ Ind!(adores de Cal!dad de
I&a"en (penetrE&etros) T!po (u>a 2
Ala&1re#
El equipo requerido para realizar los
ensayos radiogrficos comienza con una fuente de
radiacin8 esta fuente puede ser tanto una
mquina de rayos F, que requiere una
alimentacin elctrica, o un istopo radioactivo
que produce radiacin gamma. $os istopos
ofrecen frecuentemente facilidad para su
transporte. !ualquiera de los tipos de radiacin
requieren pelculas, porta pelculas hermtico a la
luz, y se usan letras de plomo para identificar el
ob&eto de ensayo. 'ebido a la alta densidad del
plomo, y el espesor incrementado en forma local,
estas letras forman reas claras en la pelcula
revelada. $os ,ndicadores de !alidad de ,magen
9,!, 9,M,;;, o penetrmetros 9NpennysO; se usan
para verificar la resolucin de sensibilidad del
ensayo. Estos ,!, 9,M,; normalmente son de dos
tipos8 Ncu-asO o NalambreO. Ambos tipos estn
especificados por tipo de material8 adems, los de
tipo cu-a tendrn espesor especificado e incluyen
agu&eros de distinto tama-o, mientras que los
alambres tendrn dimetros especificados. $a
sensibilidad se verifica por la habilidad de
detectar una diferencia dada en densidad debido al
espesor del ,!, 9,M,; o el dimetro del agu&ero, o
el dimetro del alambre. $a <igura /0.1D muestra
ambos tipos de ,!, 9,M,; o penetrmetros8 la
<igura /0.1E muestra la ubicacin de los ,!,
9,M,; tipo cu-a en una chapa soldada previo a la
radiografa.
!"ura 10#*: $ U1!(a(!)n de los ICI (IBI)
$os ,!, 9,M,; de cu-a varan en espesor
y en dimetro de los agu&eros dependiendo del
espesor del metal que se est radiografiando. $a
<igura /0.=0 muestra los aspectos esenciales de
un ,!, 9,M,; P1@ usado por el cdigo A#)E8 en
la figura se nota su espesor y la dimensin de los
agu&eros. Aqu el espesor del ,!, 9,M,; es de 0.01@
in., de aqu la designacin P1@, para un espesor de
cu-a en milsimos de pulgada 9un P/0 tiene un
espesor de 0.0/0, un P@0 tiene 0.0@0 in. de
espesor, etc.;. $os dimetros y posiciones se
especifican, y se marcan en como mltiplos del
espesor individual de la cu-a. El mayor agu&ero
en una cu-a P1@ es 0./00 in., y se llama agu&ero
H5, debido a que es igual a cuatro veces el espesor
de la cu-a, y se ubica ms cerca del nmero de
plomo del ,!, 9,M,;. (n agu&ero N15O 90.0@0 in.;
se posiciona como el ms le&ano al nmero de
plomo 1@, y es igual a dos veces el espesor de la
cu-a. El agu&ero ms peque-o que H5 y 15 es un
agu&ero N/5O y es e+actamente igual al espesor de
la cu-a, 0.01@ in. 'ichos agu&eros se usan para
verificar la sensibilidad de resolucin, que
normalmente se especifica como un 1Q del
espesor de la soldadura. #in embargo, tambin se
puede especificar una sensibilidad del /Q, pero es
ms difcil de obtener.
#e requiere un equipo de procesamiento
para revelar la pelcula e+puesta y es me&or un
negatoscopio con iluminacin de alta intensidad
para una me&or interpretacin de la pelcula.
'ebido a los peligros potenciales de la e+posicin
a la radiacin para las personas, normalmente se
requiere un equipo de monitoreo de la radiacin.
$a mayor venta&a de este mtodo de
ensayo es que puede detectar discontinuidades por
deba&o de la superficie en todos los metales
comunes de la ingeniera. (na venta&a posterior es
que las pelculas reveladas sirven como un
registro permanente e+celente del ensayo, si se
10-**
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
almacena apropiadamente le&os de un calor y luz
e+cesivos.
!"ura 10#,0 $ Apar!en(!a de un ICI (IBI)
de (u>a
:unto con estas venta&as hay varias
desventa&as. (na de ellas es el riesgo impuesto a
las personas por una e+posicin e+cesiva a la
radiacin. #e requieren muchas horas de
entrenamiento en seguridad sobre radiacin para
garantizar la seguridad tanto del personal que
realiza el ensayo radiogrfico como de otro
personal en la vecindad del ensayo. %or esta
razn, el ensayo se debe realizar slo despus que
se evacu el rea de ensayo, que puede presentar
problemas de cronograma. $os equipos de
ensayos radiogrficos pueden ser muy caros y los
perodos de entrenamiento requeridos para lograr
operadores e intrpretes competentes son algo
largos. $a interpretacin de pelculas debe
realizarse por aquellos certificados actualmente
como mnimo con .ivel ,, por #.5 5!>/A de
A#.5. 4tra limitacin de este mtodo de ensayo
es la necesidad de tener acceso a ambos lados del
ob&eto de ensayo 9un lado para la fuente y el
opuesto para la pelcula;, que se muestra en la
<igura /0.=/.
!"ura 10#,1 $ @r!enta(!)n de la uente
de 8ad!a(!)nF CGapa de Ensa2o 2
Pel/(ula 8ad!o"rE'!(a
4tra desventa&a del ensayo radiogrfico
es que puede no detectar las fallas que estn
consideradas como ms crticas 9e.g. fisuras y
falta de fusin; salvo que la fuente de radiacin
est orientada preferentemente con respecto a la
direccin de la discontinuidad. Adems, las
configuraciones de algunos ob&etos de ensayo 9e.g.
soldadura de componentes secundarios o de filete;
pueden hacer tanto la realizacin como la
interpretacin del ensayo ms difciles. #in
embargo, el personal de ensayo con e+periencia
puede obtener radiografas de estas geometras
ms complicadas e interpretarlas con alto grado
de precisin.
ENSA?@ P@8 ULT8AS@NID@ (UT)
El ensayo por ultrasonido 9(5; es un
mtodo de inspeccin que usa ondas sonoras de
alta frecuencia, por encima del rango audible por
el ser humano, para medir propiedades
geomtricas y fsicas en los materiales. $as ondas
sonoras via&an a distintas velocidades en los
distintos materiales. #in embargo, la velocidad de
propagacin del sonido en un material dado, es un
valor constante para ese material. "ay varias
formas en las que el sonido via&a a travs de un
material, pero esta distincin no es de importancia
para una discusin a este nivel. (n tipo de onda
sonora, llamada longitudinal, via&a a =H0 mGs
9//00 pies por segundo; en el aire, alrededor de
@CE0 metros por segundo 9/E000 ftGs; en acero y
alrededor de A/00 metros por segundo 910000
ftGs; en aluminio. $os ensayo por ultrasonido usan
10-*,
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
energa elctrica en la forma de volta&e aplicado, y
este volta&e se convierte por un transductor en
energa mecnica y en la forma de ondas sonoras.
El transductor realiza esta conversin de energa
debido al fenmeno conocido como efecto
IpiezoelctricoJ. Esto ocurre con distintos
materiales, tanto los que ocurren naturalmente
como los realizados artificialmente8 cuarzo y
titanato bario son e&emplos de materiales
piezoelctricos de cada tipo. (n material
piezoelctrico producir un cambio mecnico en
la dimensin cuando se e+cita con un pulso
elctrico. 'e igual forma, este mismo material
producir un pulso elctrico cuando se acta
sobre l en forma mecnica. (n e&emplo de uso
comn de los materiales piezoelctricos se
encuentra en los encendedores electrnicos usados
para encender balizas a gas, hornallas de gas,
encendedores de cigarrillos, etc. En estos casos el
cristal piezoelctrico es comprimido y liberado
rpidamente, generando una chispa elctrica que
salta en una abertura para encender el gas.
%ara realizar el ensayo por ultrasonido,
se fi&a el transductor a una unidad base
electrnica. #iguiendo una secuencia de arranque
y procedimiento de calibracin, la unidad base
acta como un dispositivo de medicin
electrnico. Esta mquina generar pulsos
electrnicos precisos que son transmitidos por un
cable coa+ial hasta el transductor que fue
colocado en contacto acstico con el ob&eto de
ensayo. $os pulsos son de muy breve duracin y
alta frecuencia 9tpicamente / a /0 millones de
"z, o ciclos por segundo;. Este sonido de alta
frecuencia tiene la capacidad de ser dirigido con
precisin, similarmente a la luz de un flash.
!uando se e+cita por pulsos
electrnicos, el transductor responde con una
vibracin mecnica, y crea una onda sonora que
se transmite a travs del ob&eto de ensayo a la
velocidad que sea tpica del material. #e puede
escuchar un fenmeno similar cuando un metal es
golpeado con un martillo para dar un sonido. Este
sonido es una onda sonora 9menor frecuencia; que
via&a a travs del metal. (sted puede haber tenido
e+periencia de un caso donde se encuentra una
pieza de metal defectuosa debido a un sonido
IsordoJ que se escucha cuando es golpeado.
$a onda sonora generada continuar
via&ando a travs del metal a una velocidad dada y
retornar al transductor cuando encuentre algn
reflector, tal como un cambio de densidad, y sea
refle&ado. #i este reflector est orientado
apropiadamente, rebotar el sonido de retorno
hacia el transductor a la misma velocidad y
contactar al transductor. !uando es impactado
por dicha onda sonora que retorna, el cristal
piezoelctrico convertir esta energa sonora
nuevamente en pulsos electrnicos que son
amplificados y pueden ser mostrados por el tubo
de rayos catdicos R5!B 9!B5;S como una
indicacin visual a ser interpretada por el
operador.
(sando los bloques de calibracin que
tienen una densidad, dimensiones, y perfil
especificados, la unidad de ultrasonido puede ser
calibrada para medir el tiempo que toma al sonido
la trayectoria del via&e, y convertir dicho tiempo
en dimensin de la pieza. %or esto el equipo de
ultra sonido permite al operador medir cuanto
lleva al sonido via&ar a travs de un material hasta
un reflector, y retornar hacia el transductor, del
que puede generarse la informacin sobre la
dimensin como la distancia del reflector deba&o
de la superficie, y su tama-o.
$a <igura /0.=1 ilustra la secuencia
tpica de calibracin, en una cu-a de acero
escalonada para un transductor de haz
longitudinal usado para determinar espesores. El
transductor se ubica en los distintos espesores
conocidos del bloque de calibracin y se a&usta el
instrumento para dar la representacin
correspondiente en la pantalla. (na vez que se
termina la operacin, el operador puede leer la
dimensin de la pieza de ensayo directamente de
la pantalla notando cuando la indicacin crece en
forma vertical a lo largo del e&e horizontal. !on
transductores nicos pueden hacerse mediciones
muy precisas usando el mtodo Ieco a ecoJ ms
que el crecimiento desde la lnea horizontal. Esta
tcnica toma la dimensin entre distintos ecos, y
promedia la informacin para una medicin de
espesor.
10-*-
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
!"ura 10#,* $ Se(uen(!a de Cal!1ra(!)n
para Transdu(tor de +a9 Lon"!tud!nal#
En general, la representacin en la
pantalla provee al operador con dos tipos de
informacin. %rimero, las indicaciones aparecern
en varias ubicaciones a lo largo del e&e horizontal
de la pantalla. 9#iempre habr una indicacin,
llamada Nindicacin del eco de la interfase eco
inicial, que se ubicar cerca del lado izquierdo de
la pantalla.; !uando el sonido entra a una pieza y
rebota desde un reflector volviendo al transductor,
su retorno es indicado por una se-al que crece
verticalmente de la lnea horizontal. En segundo
lugar la altura de la se-al puede medirse y da una
medida relativa de la cantidad de sonido refle&ado.
(na vez que se calibr el instrumento, la
ubicacin de la indicacin del reflector en el e&e
horizontal puede ser relacionada con la distancia
fsica que ha via&ado el sonido en la pieza para
llegar al reflector. $a altura de esa se-al en la
pantalla es una indicacin relativa del tama-o del
reflector. (sando dicha informacin, el operador
e+perimentado puede determinar frecuentemente
$a naturaleza y tama-o del reflector y
relacionarlo con un cdigo o especificacin para
aceptabilidad o rechazo.
!"ura 10#,, $ 8e'leD!)n del Son!do
desde una D!s(ont!nu!dad
"ay dos tipos de transductores de
ultrasonidos bsicosK 9/; ondas longitudinales, o
transductores de haz recto se usan para
determinar la profundidad de una discontinuidad
deba&o de la superficie del material. Estos
transductores transmiten el haz dentro de la pieza
en forma perpendicular a la superficie de la pieza,
como se muestra en la <igura /0.==. 91; 4ndas
5ransversales TshearU, o transductores con haz en
ngulo se usan en forma e+tensiva para la
evaluacin de soldadura debido a que envan el
haz dentro de la pieza en ngulo, permitiendo que
el ensayo se realice sin remover el sobreespesor
spero de la soldadura. )uy frecuentemente el
transductor de haz longitudinal se fi&a a una cu-a
de plstico que provee el ngulo necesario. $a
<igura /0.=H muestra como se propaga el sonido
a travs del material cuando se usa un haz en
ngulo.
!"ura 10#,- $ Propa"a(!)n de Un +a9 en
An"ulo
"ay dos tipos de ensayos ultrasnicos,
de contacto e inmersin. En el ensayo por
contacto, el transductor es ubicado contra la
10-*3
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
superficie de la pieza. 'ebido a que el sonido de
alta frecuencia no se transmite fcilmente a travs
del aire, se coloca un lquido entre la pieza a
ensayar y el transductor para me&orar el contacto.
El lquido se conoce como Nmedio acoplanteO. En
el ensayo por inmersin, la pieza a ser evaluada se
ubica ba&o el agua y se transmite el sonido desde
el transductor y hacia la pieza a travs del agua.
El ensayo de contacto tiene la venta&a de ser
porttil, mientras que el de inmersin es ms
conveniente para el ensayo de produccin de
piezas peque-as o de formas irregulares.
$as aplicaciones del ensayo por
ultrasonido incluyen tanto la deteccin de
discontinuidades superficiales o subsuperficiales.
Este mtodo es ms sensible para
discontinuidades planares, especialmente aquellas
que estn orientadas en forma perpendicular al
haz sonoro. %or este mtodo se pueden detectar
laminaciones, fisuras, falta de fusin, inclusiones
y agu&eros. A la vez que determina si un metal es
sano, pueden realizarse tambin mediciones de
espesor.
El equipo requerido para ensayo por
ultrasonido incluye un instrumento electrnico
tanto con un 5B! o una display. (sando un
instrumento con 5!B, un operador de ultrasonido
puede determinar ubicacin, tama-o y tipo de
muchas discontinuidades. $os instrumentos con
displays normalmente estn limitados a
mediciones dimensionales. #in embargo, cuando
se miden materiales corrodos para determinar
espesor de pared, es me&or usar un instrumento
con salida de scope osciloscopio para una mayor
precisin.
%ara el ensayo por ultrasonido tambin
es necesario que el transductor est bien acoplado.
#e dispone de una amplia gama de tama-os y
estilos de transductores. )uchos transductores
estn montados en cu-as de ple+igls que
permiten a la cu-a entrar en el ob&eto de ensayo
con distintos ngulos para el ensayo con ondas
transversales. !omo medios acoplantes se usan
muchos materiales diferentes8 algunos de los
medios acoplantes comnmente usados son aceite,
grasa, glicerina, agua, y polvo de celulosa o
soluciones salinas en agua.
El ltimo requerimiento del
equipamiento son los patrones. %ara medicin de
espesor de material, los patrones de calibracin
deben ser del mismo material que el ob&eto de
ensayo y debe tener dimensiones conocidas y
precisas. %ara la deteccin de discontinuidades,
los bloques de calibracin deben alcanzar los
requerimientos anteriores adems de contener
ciertas discontinuidades mecanizadas, tales como
agu&eros mecanizados, desde un lateral, un
agu&ero con fondo plano, o una ranura. $a
ubicacin y tama-o de esa discontinuidad debe ser
conocida y precisa. $as se-ales de las
discontinuidades en la pieza de ensayo son
comparadas con las se-ales de la discontinuidad
del bloque de calibracin para determinar su
aceptabilidad. %ara un haz en ngulo usado en el
ensayo de soldadura el bloque de calibracin es el
7loque ,,* que provee una verificacin del punto
de salida del haz y el ngulo de la onda
transversal. !omo se not el bloque de calibracin
debe ser del mismo material8 cuando esto no sea
posible, puede sustituirse con otro material y se
desarrolla una curva de correccin, basada en la
diferencia de la velocidad del sonido de los dos
materiales para corregir la informacin real.
(no de los principales beneficios del
ensayo por ultrasonido es que se considera como
un ensayo verdaderamente volumtrico. Esto es,
que es capaz de determinar no slo la ubicacin en
longitud y lateral, sino que tambin provee al
operador con una determinacin de la profundidad
de la discontinuidad deba&o de la superficie. 4tra
mayor venta&a de ensayo por ultrasonido es que
slo requiere acceso de un solo lado del material a
ser ensayado. Esta es una gran venta&a en la
inspeccin de recipientes, tanques, y sistemas de
ca-eras.
4tra venta&a importante es que el ensayo
por ultrasonido detecta de me&or manera aquellas
discontinuidades planares crticas tales como
fisuras y falta de fusin. El ensayo por
ultrasonido es ms sensible a discontinuidades que
estn perpendiculares al haz de sonido. 'ebido a
que se pueden alcanzar distintos ngulos de haz
con cu-as de ple+iglas, el ensayo por ultrasonido
puede detectar laminaciones, falta de fusin y
fisuras que estn orientadas de manera tal que no
podra hacerse con ensayo radiogrfico. El ensayo
por ultrasonido tiene capacidad de penetracin
profunda, hasta 100 pulgadas en acero, y puede
ser muy preciso. $os equipos de ensayo por
ultrasonido modernos tienen un peso muy ba&o y
frecuentemente la batera como fuente lo hace
muy porttil. $as mquinas ms nuevas tienen
posibilidad de almacenar datos dentro de las
unidades, que se pueden llevar con la mano y slo
pesa uno o dos libras.
10-*5
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
$a mayor limitacin de este mtodo de
ensayo es que requiere operadores altamente
capacitados y e+perimentados debido a que la
interpretacin puede ser dificultosa. 5ambin, la
superficie del ob&eto de ensayo debe estar
totalmente suave, y se requiere medio acoplante
para el ensayo de contacto. #e requieren normas
de referencia, y este mtodo de inspeccin de
soldadura generalmente se limita a soldaduras a
tope en materiales que tienen un espesor mayor a
V in.
Ensa2o de Corr!entes de Indu(!das de
ou(ault# (ET)
6uando una espira (ue lle#a $6
cerca de una probeta de metal, las corrientes de
inducidas se inducen en el metal por induccin
electromagntica. $a magnitud de las corrientes
parsitas inducidas depende de muchos factores, y
la espira de ensayo es afectada por la magnitud y
direccin de esas corrientes inducidas por las
corrientes inducidas. !uando se calibra la espira
con patrones conocidos, el mtodo de corrientes
de inducidas puede ser usado para caracterizar
muchas condiciones de ob&etos de ensayo. $a
<igura /0.=@ es una presentacin esquemtica de
las corrientes de inducidas en el ob&eto de ensayo
cuando se ubica la espira de ensayo cerca de la
superficie.
!"ura 10#,3 $ Corr!entes ParEs!tas
Indu(!das en el @1%eto de Ensa2o
El ensayo de corrientes de inducidas es
un mtodo de ensayo altamente verstil. %uede ser
usado para medir espesores de secciones de poco
espesor, conductividad elctrica, permeabilidad
magntica, dureza y condicin de tratamiento
trmico de los ob&etos de ensayo. Este mtodo de
ensayo tambin puede ser usado para buscar
metales no similares y medir espesor de
revestimientos no conductivos en ob&etos de
ensayo conductivos elctricamente. Adems, este
mtodo puede ser usado para detectar fisuras,
pliegues y grietas, agu&eros e inclusiones cerca de
la superficie del ob&eto de ensayo.
El equipo requerido para ensayo de
corrientes inducidas incluye un instrumento
electrnico tanto con una pantalla mtrica o 5B!,
y una bobina de sonda que consiste en una o ms
vueltas de arrollamiento. $a bobina de ensayo
puede ser un tipo de sonda para evaluar una
superficie, una bobina cilndrica que rodea una
pieza circular o tubular, o una bobina de un
dimetro interior que es pasada dentro del tubo o
agu&ero. $os patrones de calibracin dependen de
la informacin deseada. $a medicin de espesor
requiere patrones de calibracin del mismo
material con historias de tratamientos trmicos
conocidas.
$a <igura /0.=A ilustra algunas
pantallas de 5B! tpicas para distintos tipos de
evaluaciones de corrientes inducidas, incluyendo
bsqueda de metal por conductividad, prdida de
espesor por corrosin, deteccin de
discontinuidad, y determinacin del espesor del
recubrimiento. (na de las mayores venta&as del
ensayo de corrientes inducidas es que puede ser
automatizado fcilmente. $a sonda no necesita
tocar el ob&eto de ensayo, no se requiere medio
acoplante y el mtodo es conveniente, todo lo cual
hace la inspeccin en la Ilnea de monta&eJ
relativamente fcil. 'ebido a que el ensayo no
requiere que la sonda contacte la pieza, se facilita
la inspeccin de piezas calientes. <inalmente, los
ensayos de corrientes inducidas pueden ser usadas
para la inspeccin de cualquier material
conductivo para la corriente, sea magntico o no.
$a mayor limitacin del ensayo de
corrientes inducidas es la alta habilidad requerida
en los operadores para calibrar el equipo e
interpretar los resultados. Est limitado al ensayo
de materiales conductivos elctricamente y su
10-*6
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
m+ima penetracin es ba&a 9tpicamente =G/A
pulgadas o menos;. $os patrones requeridos para
los ensayos de corrientes inducidas pueden ser
bastante elaborados y numerosos. $a suciedad o
contaminacin superficial que es magntica o
elctricamente conductiva puede afectar el
resultado del ensayo y deben ser quitados. 2,
cualquier ensayo de materiales magnticos puede
requerir sondas y tcnicas especiales.
!"ura 10#,5 $ Pantallas de T8C T/p!(as para Ensa2o de Corr!entes Indu(!das
!"ura 10#,6 $ U1!(a(!)n EstEndar de los
Ele&entos
$a principal aplicacin del ensayo de
corrientes inducidas es la evaluacin de ca-eras
tales como las encontradas en intercambiadores de
calor. %asando una bobina para el ensayo por un
dimetro interno a travs del interior del tubo, se
puede obtener gran cantidad de informacin sobre
corrosin, fisuras, picaduras, etc.
SI0;@L@S DE NDE
'e la misma manera que los smbolos
de soldadura sirven para especificar e+actamente
como deben realizarse las soldaduras, los
smbolos de .'E proveen informacin similar
para nuestro traba&o de inspeccin y traba&o de
ensayo. (na vez unido, normalmente ser
10-*7
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
necesario inspeccionar dichas soldaduras para
determinar si fueron satisfechos los
requerimientos de calidad aplicables. !uando se
requiere, pueden especificarse los ensayos a travs
de smbolos de ensayos no destructivos que se
construyen de manera muy similar a los smbolos
de soldadura descritos antes. $a <igura /0.=C
muestra la disposicin general de los elementos
bsicos de los ensayos no destructivos. !omo el
caso de la simbologa de soldadura, la
informacin deba&o de la lnea de referencia se
refiere a la operacin de ensayo realizada en la
&unta del lado de la flecha, y la informacin arriba
de la lnea describe el tratamiento al otro lado. En
vez de la simbologa de soldadura, hay smbolos
bsicos de ensayos .'E que son designaciones
con letras para los distintos procesos de ensayo.
Estos se muestran aba&oK
Tipo de Ensayo S!olo
Eisin $c;stica $ET
6orrientes Inducidas ET
,rdida 3T
,artculas Magneti'a!les MT
"adiogra%a Neutrnica N"T
3(uidos ,enetrantes ,T
,rue!a de Ser#icio ,"T
"adiogra%a "T
.ltrasonido .T
Visual VT
$as <iguras /0.=D, /0.=E, y /0.H0
muestran los smbolos de ensayo aplicados al lado
de la flecha, al otro lado, y ambos lados,
respectivamente. #i no es significativo que lado
debe ser ensayado, el smbolo de ensayo puede
estar centrado en la lnea de referencia, como se
muestra en la <igura /0.H/. 5ambin hay una
convencin para describir el alcance de los
ensayos requeridos. (n nmero a la derecha del
smbolo de ensayo se refiere a la longitud de la
soldadura a ser ensayada, como se muestra en la
<igura /0.H1.
!"ura 10#,7 $ Ensa2o No Destru(t!.o del
Lado de la le(Ga
!"ura 10#,: $ Ensa2o No Destru(t!.o del
@tro Lado
!"ura 10#-0 $ Ensa2o No Destru(t!.o de
A&1os Lados
!"ura 10#-1 $ Ensa2o No Destru(t!.o
donde el Lado no es S!"n!'!(at!.o
$- Se uestra la 3ongitud
<- Se uestra la .!icacin
!"ura 10#-* $ Deno&!na(!ones para la
Lon"!tud 2 U1!(a(!)n de la Soldadura a
ser Ensa2ada#
#i no e+iste una dimensin a la derecha
del simbologa de ensayo, esto implica que debe
ensayarse la longitud total de la &unta, lo que es
similar a la convencin de smbolos de soldadura.
4tras formas de describir la e+tensin del alcance
son especificar el porcenta&e de la longitud de
soldadura, o el nmero de piezas a ensayar. $a
<igura /0.H= ilustra la aplicacin del porcenta&e
para describir un ensayo parcial, y la <igura
/0.HH muestra como especificar el nmero de
ensayos a realizar, entre parntesis. #i se realizar
el ensayo ser realizado todo alrededor de la
10-*:
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
&unta, puede aplicarse el smbolo de ensayo todo
alrededor como se muestra en la <igura /0.H@.
En el caso de ensayo radiogrfico o
radiogrfico neutrnico, puede ser til describir la
ubicacin de la fuente de radiacin para optimizar
la informacin recibida de estos ensayos. #i se
desea, puede simbolizarse la orientacin de la
fuente de radiacin como se ilustra en la <igura
/0.HA.
!"ura 10#-, $ Deno&!na(!ones para el
por(enta%e de la Soldadura a ser
Ensa2ado#
!"ura 10#-- $ Deno&!na(!)n del NH&ero
de Ensa2os a ser 8eal!9ados
!"ura 10#-3 $ Uso del S/&1olo de
Ensa2o Todo Alrededor
!"ura 10#-5 $ S/&1olos Cue 0uestran la
@r!enta(!)n de la 8ad!a(!)n#
!"ura 10#-6 $ Co&1!na(!)n de
S/&1olo"/a de Soldadura 2 de Ensa2o#
Esta simbologa de ensayo tambin
puede combinarse con la simbologa de soldadura
como se muestra en la <igura /0.HC.
8ESU0EN
"ay numerosos mtodos de ensayos no
destructivos disponibles, debido a que no se
considera que ningn ensayo por si solo
suministrar una evaluacin completa de las
propiedades del material, ni podr determinar si
un material es sano. !omo inspector de soldadura,
puede que necesite determinar que ensayo es ms
adecuado para una aplicacin particular. En
consecuencia, el inspector debe entender como se
realizan los distintos ensayos, pero es ms
importante, que sea capaz de decidir que ensayo
puede ser ms adecuado para proveer la
informacin necesaria para complementar la
inspeccin visual.
!omo inspector de soldadura certificado
por A*#, es posible que su traba&o sea observar
las inspecciones realizadas por el personal
calificado y que se preparen y mantengan los
registros apropiados. )ientras que se pueden
especificar otros ensayos no destructivos, el
requerimiento de inspeccin visual debe ser
10-,0
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
automtico, y se debe completar antes que
cualquier mtodo de ensayo.
5ambin, el inspector de soldadura
emplea gran cantidad de tiempo comunicndose
con otras personas involucradas en la fabricacin
de las distintas estructuras y componentes
soldados. El uso de los smbologa de ensayos y
soldadura adecuados es una parte importante de
ese proceso de comunicacin, porque esa es la
NtaquigrafaO usada para llevar la informacin
desde el dise-ador hasta aquellos involucrados
con la inspeccin de aquel producto. Entonces, se
puede esperar del inspector de soldadura que
entienda las distintas caractersticas de esos
smbolos de manera que se puedan determinar los
requerimientos de soldadura e inspeccin.
10-,1
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
,$3$<"$S 63$VE = DE9INI6IONES
paso peregrino>>>>>> en soldadura* una
tcnica donde la direccin de la trayectoria
para pasadas indi#iduales es opuesta a
a(uellas de la direccin general de la
progresin de la soldadura a lo largo del e)e
de la soldadura-
!leedout>>>> en el ensayo de l(uidos
penetrantes* la accin de ?@icAingB del
re#elador para lle#ar a la tinta penetrante
%uera de la discontinuidad a la super%icie de
la pie'a (ue se estC ensayandoD la
indicacin causada por la tinta penetrante
luego de la aplicacin del re#elador-
accin capilar el e%ecto de la tensin
super%icial de los l(uidos (ue causa (ue
sean lle#ados dentro de separaciones
pe(ue+as-
edio acoplante en ensayo por
ultrasonido* el l(uido aplicado al o!)eto de
ensayo para e)orar el contacto del
transductor
6"T 4T"65 Tu!o de "ayos 6atdicosD un
osciloscopio usado para ostrar las se+ales
elctricas-
densidad en los etales* la densidad se
re%iere al peso por unidad de #oluen* tales
coo graos por centetro c;!ico o li!ras
por pie cuadrado- En el ensayo radiogrC%ico*
la densidad se re%iere a la oscuridad de la
pelculaD una pelcula de !a)a densidad es
clara y una pelcula de alta densidad es
oscura-
re#elador en el ensayo de l(uidos
penetrantes* el pol#o seco o solucin de
partculas a!sor!entes %inas (ue serCn
aplicadas a la super%icie* noralente por
rociado* para a!sor!er la tinta penetrante
contenida dentro de una discontinuidad y
agni%ican su presencia-
tiepo de condensacin E>>>> en el
ensayo de l(uidos penetrantes- el tiepo
(ue se le perite a la tinta penetrante
peranecer en las super%icies de ensayo
para peritir (ue coiencen a %luir dentro
de las discontinuidades super%iciales-
corrientes inducidas de 9aucault
corrientes pe(ue+as inducidas en los
ateriales conducti#os causadas por la
proFiidad de una !o!ina (ue transporta
corriente-
eFceso de tinta penetrante 8 en el ensayo
de l(uidos penetrantes* la tinta penetrante
(ue peranece en la super%icie luego (ue
una parte de esta %luy dentro de las
discontinuidades por la accin capilar-
%erroagntico se re%iere a los etales
%errosos* con !ase de &ierro* (ue pueden
ser agneti'ados-
%alla en END 4NDT5* un sinnio de
discontinuidad- .na %alla puede ser
e#aluada por un cdigo para deterinar su
aceptacin o rec&a'o-
%luorescencia una propiedad de una
sustancia de producir lu' cuando so!re ella
act;a una energa radiante* tal coo lu'
ultra#ioleta-
%undente en agnetiso* el trino (ue
se re%iere al capo o %uer'a agntica-
gal#ani'ado agregado de un
re#estiiento %ino de 'inc a las super%icies
de aceros al car!ono o de !a)a aleacin
para proteccin contra la corrosin-
rayos gaa la radiacin eitida de un
istopo radioacti#o tal coo el Iridio 1G/-
&ert' en ingeniera* el trino (ue
eFpresa los ciclos por segundo-
puntos de espera pasos preseleccionados
en el proceso de %a!ricacin donde se de!e
detener el tra!a)o para peritir la
inspeccin-
I6I 4IHI5 Indicadores de 6alidad de
Iagen* dispositi#os usados para deterine
la sensi!ilidad de resolucin del ensayo de
"TD llaado ta!in penetrCetro-
10-,*
Tecnologa de Inspeccin de Soldadura
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y S!olos
10-,,
You might also like
- Cálculo básico en estructuras de aceroDocument6 pagesCálculo básico en estructuras de aceroEdison Ramos MorenoNo ratings yet
- CrokisDocument1 pageCrokisRjvPoquiNo ratings yet
- Aplicaciones Al Código ASME IXDocument4 pagesAplicaciones Al Código ASME IXRjvPoquiNo ratings yet
- Hoja de ProcesosDocument3 pagesHoja de ProcesosRjvPoquiNo ratings yet
- Boletin 104Document4 pagesBoletin 104Jorge Luis Chino CelisNo ratings yet
- Conectores para Redaccion de TextosDocument4 pagesConectores para Redaccion de TextosWilber Pinilla100% (1)
- RAZONAMIENTO MATEMÁTICO ShaydalyDocument13 pagesRAZONAMIENTO MATEMÁTICO ShaydalyOctavio Hernandez UrbinaNo ratings yet
- Cap 436 CalidadDocument1 pageCap 436 CalidadMariana Di DomenicoNo ratings yet
- 101 Maneras para Lidiar Con El EstrésDocument5 pages101 Maneras para Lidiar Con El EstrésDaliux Pin Oz100% (1)
- DMLTDocument19 pagesDMLTCeZaar RomanNo ratings yet
- Trans Ici OnDocument2 pagesTrans Ici OnRjvPoquiNo ratings yet
- RequisitosDocument4 pagesRequisitosRjvPoquiNo ratings yet
- Certificado Calificacion Soldador ASME IXDocument1 pageCertificado Calificacion Soldador ASME IXRjvPoquiNo ratings yet
- MSDS Varilla de SoldaduraDocument5 pagesMSDS Varilla de SoldaduraRjvPoquiNo ratings yet
- Lista de Chequeo para Soldadura de Arco 10Document1 pageLista de Chequeo para Soldadura de Arco 10RjvPoquiNo ratings yet
- Ejercicios 19 API 1104Document18 pagesEjercicios 19 API 1104RjvPoquiNo ratings yet
- Procedimiento para Trabajar Con Las PreguntasDocument1 pageProcedimiento para Trabajar Con Las PreguntasRjvPoquiNo ratings yet
- Ejercicios 19 API 1104Document18 pagesEjercicios 19 API 1104RjvPoquiNo ratings yet
- NTP 006. Radiaciones en Soldadura. Guía para La Selección de Oculares FiltrantesDocument4 pagesNTP 006. Radiaciones en Soldadura. Guía para La Selección de Oculares FiltrantesLedy Janeth Lopez SalinasNo ratings yet
- Ejemplo WPS InoxDocument2 pagesEjemplo WPS InoxRjvPoquiNo ratings yet
- Cadena de RodillosDocument2 pagesCadena de RodillosRjvPoquiNo ratings yet
- Practica Parte c1Document29 pagesPractica Parte c1RjvPoquiNo ratings yet
- Análisis de Datos de La Ecuación de La Flecha MáximaDocument1 pageAnálisis de Datos de La Ecuación de La Flecha MáximaRjvPoquiNo ratings yet
- Respuestas Practica 20 AvaDocument1 pageRespuestas Practica 20 AvaRjvPoquiNo ratings yet
- ANEXOSDocument1 pageANEXOSRjvPoquiNo ratings yet
- ANEXOSDocument1 pageANEXOSRjvPoquiNo ratings yet
- RJVP - Tarea InicialDocument2 pagesRJVP - Tarea InicialRjvPoquiNo ratings yet
- Curso de Autocad 2011Document1 pageCurso de Autocad 2011RjvPoquiNo ratings yet
- Certificado Calificacion Soldador ASME IXDocument1 pageCertificado Calificacion Soldador ASME IXRjvPoquiNo ratings yet
- IndiceDocument5 pagesIndiceRjvPoquiNo ratings yet
- Práctica No 9 SaponificaciònDocument27 pagesPráctica No 9 SaponificaciònEverardo López63% (8)
- Proyecto de InvestigaciónDocument84 pagesProyecto de Investigacióncarmen100% (2)
- Anodos Magnesio Propulsora S.A.Document2 pagesAnodos Magnesio Propulsora S.A.Luz Alexandra ManriqueNo ratings yet
- Formato Televisión GuiónDocument3 pagesFormato Televisión Guiónfabiola salazarNo ratings yet
- Procesamiento de Datos de La ComputadoraDocument4 pagesProcesamiento de Datos de La ComputadoraDaniel AguilarNo ratings yet
- Planos de Montaje ReconectadoresDocument12 pagesPlanos de Montaje ReconectadoresRobert MartinezNo ratings yet
- Programación de La LubricaciónDocument3 pagesProgramación de La LubricaciónMaritza GuadalupeNo ratings yet
- Diseño de Un Banco de Prueba Estatico para Prueba Neumatica de Sellos Mecánicos PDFDocument100 pagesDiseño de Un Banco de Prueba Estatico para Prueba Neumatica de Sellos Mecánicos PDFjairo david100% (1)
- Hoja de Trabajo 9Document2 pagesHoja de Trabajo 9gerson_95_03100% (1)
- Capitulo I ContaminacionDocument113 pagesCapitulo I ContaminacionJhon CallataNo ratings yet
- Hoja de Seguridad NaOH Mutual PDFDocument5 pagesHoja de Seguridad NaOH Mutual PDFAndrésRodrigo BarrazaNo ratings yet
- Plano Ciudadela ChincaDocument3 pagesPlano Ciudadela ChincaJonatan F UribeNo ratings yet
- Informe-Ecologia (Lluvia Acida)Document15 pagesInforme-Ecologia (Lluvia Acida)Jacobo Us TiñoNo ratings yet
- Guia Rapida Equipo de CavitaciónDocument1 pageGuia Rapida Equipo de CavitaciónMateo PerezNo ratings yet
- Analisis de Procesos QuimicoaDocument46 pagesAnalisis de Procesos QuimicoaPeRliitha GonzaalezNo ratings yet
- Memoria de cálculo tinglado metálico para recepción de ureaDocument12 pagesMemoria de cálculo tinglado metálico para recepción de ureaAdrian DiezNo ratings yet
- CALCULO RQD y RMRDocument41 pagesCALCULO RQD y RMRHamer Paredes Rodriguez100% (9)
- El Petroleo y Sus DerivadosDocument15 pagesEl Petroleo y Sus DerivadosEveldin Patiño PossoNo ratings yet
- SIOP-IO-930007995-N210-2013-Catálogo de Conceptos PDFDocument7 pagesSIOP-IO-930007995-N210-2013-Catálogo de Conceptos PDFmaximilianoNo ratings yet
- Tipos de dispersiones coloidalesDocument11 pagesTipos de dispersiones coloidalesMiguel Angel LlunaNo ratings yet
- Informe Final Ivert Coca Udabol Sept 2016 Pasantia DTCC YpfbDocument13 pagesInforme Final Ivert Coca Udabol Sept 2016 Pasantia DTCC YpfbAnonymous B5iX4hq6xNo ratings yet
- E10 Manual ES Equipo GracoDocument63 pagesE10 Manual ES Equipo Gracojorge_alvarado_34No ratings yet
- Informe Preliminar Del Estudio de RACG 2023Document38 pagesInforme Preliminar Del Estudio de RACG 2023wilton0074No ratings yet
- Deber 5 - SolucionDocument1 pageDeber 5 - SolucionBrayan GalindoNo ratings yet
- 1 - Deformación 2019 1Document28 pages1 - Deformación 2019 1Romy GarcíaNo ratings yet
- Analisis Geomecanico de La IgnimbritaDocument8 pagesAnalisis Geomecanico de La IgnimbritaJesus Flores Santa CruzNo ratings yet
- Procedimiento para ExcavacionesDocument33 pagesProcedimiento para ExcavacionesXimena SanmiguelNo ratings yet
- Demag DC Wind ESDocument4 pagesDemag DC Wind ESvictorhugomunozhNo ratings yet
- 24603FS-P-3 Oxonia Active DesinfectantDocument22 pages24603FS-P-3 Oxonia Active DesinfectantHernan SafeNo ratings yet