You might also like
- TUV NORD Temporary Extension PolicyDocument2 pagesTUV NORD Temporary Extension PolicyManivannanMudhaliarNo ratings yet
- Decay ConstantDocument1 pageDecay ConstantManivannanMudhaliarNo ratings yet
- ASME Sec IXDocument4 pagesASME Sec IXkiki270977No ratings yet
- Z Plate TestingDocument2 pagesZ Plate TestingdutahoratiuNo ratings yet
- Technique Sheet For GEDocument1 pageTechnique Sheet For GEManivannanMudhaliarNo ratings yet
- The European Pressure Equipment Directive (Ped)Document6 pagesThe European Pressure Equipment Directive (Ped)ManivannanMudhaliarNo ratings yet
- PT PRO FOR ExamDocument3 pagesPT PRO FOR ExamManivannanMudhaliarNo ratings yet
- National Step Tablet Vs Step Wedge Comparision FilmDocument4 pagesNational Step Tablet Vs Step Wedge Comparision FilmManivannanMudhaliarNo ratings yet
- Tablica Snellena Do DrukuDocument5 pagesTablica Snellena Do DrukuTomasz GadzalskiNo ratings yet
- PED NDT Personnel Approval ProcessDocument7 pagesPED NDT Personnel Approval ProcessManivannanMudhaliarNo ratings yet
- O2 Cleaning ProcedureDocument1 pageO2 Cleaning ProcedureManivannanMudhaliarNo ratings yet
- Hydrogen Assisted Cracking (HAC) in Heavy SectionsDocument8 pagesHydrogen Assisted Cracking (HAC) in Heavy SectionsManivannanMudhaliarNo ratings yet
- Bath HeaterDocument1 pageBath HeaterManivannanMudhaliarNo ratings yet
- Convex and Concave MirrorDocument2 pagesConvex and Concave MirrorManivannanMudhaliarNo ratings yet
- Yoke 2Document1 pageYoke 2ManivannanMudhaliarNo ratings yet
- Metengr: Engg Tips Forum Discussion Reg - Casting PropertiesDocument2 pagesMetengr: Engg Tips Forum Discussion Reg - Casting PropertiesManivannanMudhaliarNo ratings yet
- Yoke Brochure Issue 1Document2 pagesYoke Brochure Issue 1Mehmet SoysalNo ratings yet
- 1030Document6 pages1030mgoethalsNo ratings yet
- May 2014 - Risk Assessment - Make It Easier Than It AppearsDocument4 pagesMay 2014 - Risk Assessment - Make It Easier Than It AppearsManivannanMudhaliarNo ratings yet
- Aluminum Welding ProceduresDocument8 pagesAluminum Welding ProceduresManivannanMudhaliar0% (1)
- Code Alloys by UNS NumberDocument18 pagesCode Alloys by UNS NumberManivannanMudhaliarNo ratings yet
- Heat Treatment of SteelsDocument18 pagesHeat Treatment of SteelsRajeev SaiNo ratings yet
- Metengr: Engg Tips Forum Discussion Reg - Casting PropertiesDocument2 pagesMetengr: Engg Tips Forum Discussion Reg - Casting PropertiesManivannanMudhaliarNo ratings yet
- Welder Qualification Test CertificateDocument1 pageWelder Qualification Test CertificateManivannanMudhaliar100% (1)
- Webinar New Ped 2014 68 EuDocument19 pagesWebinar New Ped 2014 68 EuManivannanMudhaliar100% (1)
- ©1974 Rubik. Rubik and Rubik's Are Trademarks of Seven Towns LTD., Used Under License. All Rights ReservedDocument20 pages©1974 Rubik. Rubik and Rubik's Are Trademarks of Seven Towns LTD., Used Under License. All Rights ReservedStefan MaximoviciNo ratings yet
- To Avoid Nitride Precepitation in 25% CR Steel:: SL N o Ele Spec Actual Aim Preferred Aim Range PreferredDocument2 pagesTo Avoid Nitride Precepitation in 25% CR Steel:: SL N o Ele Spec Actual Aim Preferred Aim Range PreferredManivannanMudhaliarNo ratings yet
- RT Level II Course Outline NewDocument5 pagesRT Level II Course Outline NewManivannanMudhaliarNo ratings yet
- Magnetic B-H CurveDocument1 pageMagnetic B-H CurveManivannanMudhaliarNo ratings yet
- Effect of Alloying Element To SteelDocument3 pagesEffect of Alloying Element To SteelManivannanMudhaliar100% (1)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Nabl 600Document350 pagesNabl 600Gian Pierre CuevaNo ratings yet
- AB Plastic Mold Steel For Moulds EngDocument28 pagesAB Plastic Mold Steel For Moulds EngHoang LinhNo ratings yet
- IntroductionDocument20 pagesIntroductionDastan PrinceNo ratings yet
- Chip and wire bonding techniquesDocument1 pageChip and wire bonding techniquesImtiaz AhmedNo ratings yet
- One step solution for LCD panel applicationDocument35 pagesOne step solution for LCD panel applicationMicu Adrian DanutNo ratings yet
- Free Machining Steel BrochureDocument4 pagesFree Machining Steel BrochureKunal PandeyNo ratings yet
- Fayoum University Mechanical Engineering Assignment 5Document1 pageFayoum University Mechanical Engineering Assignment 5Ahmed Rabie Abd ElazeemNo ratings yet
- UNIT-2 2marks QuestionsDocument6 pagesUNIT-2 2marks Questionsdellibabu509100% (1)
- Layout & Lambda Design RuleDocument1 pageLayout & Lambda Design RuleNihar PandaNo ratings yet
- Ok10 81LDocument1 pageOk10 81LRavi GuptaNo ratings yet
- There Is A Difference Between Tank MaterialsDocument3 pagesThere Is A Difference Between Tank MaterialsReza KhajeNo ratings yet
- Siruba 700F Parts ListDocument31 pagesSiruba 700F Parts ListBlanca Trujillo HiguerasNo ratings yet
- Dashboard & Gantt ChartDocument9 pagesDashboard & Gantt Chartarief spartaNo ratings yet
- MOSFET Seminar: An Introduction to the Metal-Oxide-Semiconductor Field-Effect TransistorDocument23 pagesMOSFET Seminar: An Introduction to the Metal-Oxide-Semiconductor Field-Effect TransistorRahulKushwahaNo ratings yet
- Measurements of Dry Film Coating Thickness On SteelDocument2 pagesMeasurements of Dry Film Coating Thickness On SteelKrizia Meiahn Catalon100% (1)
- TRANSISTOR AMPLIFIERS AND CIRCUITSDocument3 pagesTRANSISTOR AMPLIFIERS AND CIRCUITSChristelle Cha LotaNo ratings yet
- Galfan Coating PDFDocument6 pagesGalfan Coating PDFEugen DincuNo ratings yet
- List of Small and Medium Enterprises (Sme) in Anand, Gujarat IndiaDocument4 pagesList of Small and Medium Enterprises (Sme) in Anand, Gujarat Indiabhavesh sangtaniNo ratings yet
- Qwert Qwert Qwert Qwert Qwert Poiuy Poiuy Poiuy PoiuyDocument2 pagesQwert Qwert Qwert Qwert Qwert Poiuy Poiuy Poiuy PoiuyMrLonely IsNo ratings yet
- Syllabus: Summary of Information On Each Course Metal Fabrication ActivitiesDocument10 pagesSyllabus: Summary of Information On Each Course Metal Fabrication ActivitiesAhmadFahmiMohdAdniNo ratings yet
- EE560 MOS Theory P202Document40 pagesEE560 MOS Theory P202sachin rajputNo ratings yet
- LCD TV: Parts and DiagramsDocument16 pagesLCD TV: Parts and DiagramsGeovanny SanJuanNo ratings yet
- 3 Unit 2 - Arc, Gas, Plastic Welding, LBW, EBW and Thermit WeldingDocument96 pages3 Unit 2 - Arc, Gas, Plastic Welding, LBW, EBW and Thermit WeldingAditya KumarNo ratings yet
- We Welcome You To: CDFD Engineering, ConfidentialDocument18 pagesWe Welcome You To: CDFD Engineering, Confidentialayush1612No ratings yet
- Flash Flotation SkimAirDocument13 pagesFlash Flotation SkimAirGladys Gonzales ValdezNo ratings yet
- Introduction To Ic TechnologyDocument25 pagesIntroduction To Ic TechnologyBharathi MuniNo ratings yet
- HydrocrackingDocument1 pageHydrocrackingLeonardo MartinettoNo ratings yet
- Keyword Tool Export - AutomobileDocument11 pagesKeyword Tool Export - AutomobileData EntryNo ratings yet
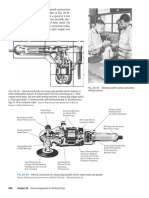
- Fig. 26-54 Fig. 26-55: 26 General Equipment For Welding ShopsDocument7 pagesFig. 26-54 Fig. 26-55: 26 General Equipment For Welding ShopsWilly UioNo ratings yet
- Chapter 1 TerkiniDocument22 pagesChapter 1 TerkiniAlexander ZulkarnainNo ratings yet