You might also like
- Ventajas y Desventajas de La Aplicación de Maquinas CNCDocument4 pagesVentajas y Desventajas de La Aplicación de Maquinas CNCAlex Fabricio Regalado NarváezNo ratings yet
- Controles y herramientas ergonómicasDocument30 pagesControles y herramientas ergonómicasMarce CantónNo ratings yet
- Sistemas Generales y su EvoluciónDocument59 pagesSistemas Generales y su EvoluciónDani ZamudioNo ratings yet
- 3.3 Tecnologia de La Informacion en Una BodegaDocument4 pages3.3 Tecnologia de La Informacion en Una BodegaAlma Itzel Duque CortesNo ratings yet
- La Historia de La ManufacturaDocument11 pagesLa Historia de La ManufacturaJuan De Dios Solano RinconNo ratings yet
- Calibración de instrumentos de longitud utilizando una Máquina de Medición por Coordenadas (MMCDocument54 pagesCalibración de instrumentos de longitud utilizando una Máquina de Medición por Coordenadas (MMCMiguel ArduzNo ratings yet
- Nom 006 y Osha 2236 de Grupo Chacmool Eq 7Document16 pagesNom 006 y Osha 2236 de Grupo Chacmool Eq 7david riveraNo ratings yet
- Maquinados Proyecto FFDocument20 pagesMaquinados Proyecto FFTann MetoxiNo ratings yet
- Códigos de ProgramaciónDocument2 pagesCódigos de ProgramaciónPedro Alberto López CuencaNo ratings yet
- Algoritmos y Lenguajes de Programacion Sistemas Operativos UNIDAD 1 TEMA 1.2Document24 pagesAlgoritmos y Lenguajes de Programacion Sistemas Operativos UNIDAD 1 TEMA 1.2Luis Ibarguen MosqueraNo ratings yet
- Procesos RegionalesDocument14 pagesProcesos RegionalesAura SantiagoNo ratings yet
- Act-03-Caso Practico-Gestión-Maria-OlveraDocument7 pagesAct-03-Caso Practico-Gestión-Maria-OlveraMaria Guadalupe Olvera RoblesNo ratings yet
- Inspección de defectos en mesas de maderaDocument2 pagesInspección de defectos en mesas de maderaJh Jj100% (1)
- Practica No5Document3 pagesPractica No5maria del carmenNo ratings yet
- Códigos de Programación para CNC Tipos G y MDocument4 pagesCódigos de Programación para CNC Tipos G y MFernando PerezNo ratings yet
- Fundamentos de MaquinadoDocument35 pagesFundamentos de MaquinadogeneNo ratings yet
- Aplicación de Los Datos Estándar Estudio Del TrabajoDocument6 pagesAplicación de Los Datos Estándar Estudio Del TrabajoJorge Del AngelNo ratings yet
- Reporte de Practica No. 2Document7 pagesReporte de Practica No. 2Luis Arturo Campos100% (1)
- LINEA DEL TIEMPO DEL CNC Timeline - Timetoast TimelinesDocument4 pagesLINEA DEL TIEMPO DEL CNC Timeline - Timetoast TimelinesODLR LezamaNo ratings yet
- Ejercicios TaladroDocument1 pageEjercicios TaladroRUCKMEN GAMERNo ratings yet
- Unidad 3 Calidad de Mediciones, Repetibilidad yDocument10 pagesUnidad 3 Calidad de Mediciones, Repetibilidad yErwin LimonNo ratings yet
- Manual Torno CNC Dyna 3300bDocument50 pagesManual Torno CNC Dyna 3300bJoel OchoaNo ratings yet
- Ergonomis Practica 2 .1Document9 pagesErgonomis Practica 2 .1Fernando MarinNo ratings yet
- Manufactura Esbelta y Sus Tipos de HerramientasDocument8 pagesManufactura Esbelta y Sus Tipos de HerramientasFanny HernándezNo ratings yet
- Tarea 3. - Problemas Work Factor, MTMDocument6 pagesTarea 3. - Problemas Work Factor, MTMAntonio MéndezNo ratings yet
- Procedimiento de Elaboración de Una Pieza en CNCDocument13 pagesProcedimiento de Elaboración de Una Pieza en CNCAsunción VelázquezNo ratings yet
- Ensayo Stockless ProductionDocument2 pagesEnsayo Stockless ProductionMiguel Antonio Gonzalez100% (1)
- Calibrador de alturas digitalDocument7 pagesCalibrador de alturas digitalJesus AngNo ratings yet
- Procesos de Manufactura 1 PDFDocument9 pagesProcesos de Manufactura 1 PDFDaniel AlvarezNo ratings yet
- Programacion A Corto PlazoDocument14 pagesProgramacion A Corto PlazoAscari AlonsoNo ratings yet
- ITVE 5o semestre - Pronóstico demanda nuevos productosDocument8 pagesITVE 5o semestre - Pronóstico demanda nuevos productosJesuss Martínez SantiagoNo ratings yet
- Manufactura Avanzada PDFDocument8 pagesManufactura Avanzada PDFAarón Hernández SalinasNo ratings yet
- Mecanizado UltrasonidoDocument13 pagesMecanizado UltrasonidoLuis CruzNo ratings yet
- Códigos para CNCDocument10 pagesCódigos para CNCIvan Machado TorresNo ratings yet
- Conceptos básicos de metrologíaDocument11 pagesConceptos básicos de metrologíaObed Garcia FernandezNo ratings yet
- ACTIVIDAD 2 Aplicación de 5 S en Un Área de Trabajo ALMACENDocument6 pagesACTIVIDAD 2 Aplicación de 5 S en Un Área de Trabajo ALMACENSamuel GarnicaNo ratings yet
- Manual CMM ManagerDocument27 pagesManual CMM ManagerMiguel Angel Guzman Cruz0% (1)
- Actividad 3. Ensayo Sobre El Analisis y Diseño de PiezasDocument4 pagesActividad 3. Ensayo Sobre El Analisis y Diseño de PiezasEmmanuel Monzzon CuryelNo ratings yet
- Informe ModaptsDocument14 pagesInforme ModaptsMaribel Sarmiento Siancas100% (1)
- Actividad 1 T3 - Francisco - Javier - Galvan - MuñozDocument4 pagesActividad 1 T3 - Francisco - Javier - Galvan - MuñozFrancisco GalvanNo ratings yet
- Simulacion de Corte de PiezasDocument29 pagesSimulacion de Corte de PiezasEufemioNoaChavezNo ratings yet
- Modificar el viejo horno o comprar uno nuevo: Análisis de árbol de decisión para fundidoraDocument20 pagesModificar el viejo horno o comprar uno nuevo: Análisis de árbol de decisión para fundidoraIrving TorresNo ratings yet
- Análisis de Las Superficies A MaquinarDocument8 pagesAnálisis de Las Superficies A MaquinarLuis BleaNo ratings yet
- Ensayo Cad CamDocument6 pagesEnsayo Cad CamJulian Eduardo Rodriguez HigaredaNo ratings yet
- SIMULACIONDocument29 pagesSIMULACIONCarlos ContrerasNo ratings yet
- 1 - Cuestionario Ergonomia 0001Document4 pages1 - Cuestionario Ergonomia 0001Alex IrxNo ratings yet
- PDCA y 8D en ingeniería mecánicaDocument17 pagesPDCA y 8D en ingeniería mecánicajuanNo ratings yet
- MTM1 Introducción PDFDocument12 pagesMTM1 Introducción PDFAndres Mauricio Garcia AtehortuaNo ratings yet
- Técnicas de análisis de flujo y distribución de plantaDocument32 pagesTécnicas de análisis de flujo y distribución de plantaArles Noe Reyes Martinez100% (1)
- Análisis de sistemas de líneas de espera para la toma de decisionesDocument33 pagesAnálisis de sistemas de líneas de espera para la toma de decisionesOlga Isabel Oliveros CaballeroNo ratings yet
- Métodos CongruencialesDocument8 pagesMétodos CongruencialesmiguelNo ratings yet
- Procesos Manufactura IIDocument3 pagesProcesos Manufactura IIJUAN CARLOS CORTES ALVAREZNo ratings yet
- AntropomettriaDocument30 pagesAntropomettriaJeniffer Nikol RomiNo ratings yet
- Unidad 3Document10 pagesUnidad 3Rafael González CamarilloNo ratings yet
- MedioAmbienteServiciosOptimizaVentasFlujoClienteDocument1 pageMedioAmbienteServiciosOptimizaVentasFlujoClienteSidney RiveraNo ratings yet
- Robot manipulador controlado con ArduinoDocument20 pagesRobot manipulador controlado con ArduinoWilliam GordilloNo ratings yet
- Proyecto Icusa CorregidoDocument25 pagesProyecto Icusa CorregidoLizbeth Guadalupe Galaz RiveraNo ratings yet
- 1-Sistema de Manufactura AvanzadaDocument59 pages1-Sistema de Manufactura AvanzadaGarcia Asmad JhonnNo ratings yet
- Manufactura Asistida Por ComputadoraDocument42 pagesManufactura Asistida Por ComputadoraEdward Martin67% (3)
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209From EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209No ratings yet
- Informe Agua Bidones 031209Document62 pagesInforme Agua Bidones 031209Oser TKNo ratings yet
- Peru Total Region 001 2001-2013Document13 pagesPeru Total Region 001 2001-2013Oser TKNo ratings yet
- Proyectos Termotecnicos-RadiadorDocument24 pagesProyectos Termotecnicos-RadiadorWilson Choque MoraNo ratings yet
- Tesis Final Planta Prificadora de AguaDocument67 pagesTesis Final Planta Prificadora de AguaRuben JaredNo ratings yet
- CV FuncionalDocument2 pagesCV Funcionalliv1982No ratings yet
- Los Efectos de La Enfermedad de AlzheimerDocument6 pagesLos Efectos de La Enfermedad de AlzheimerOser TKNo ratings yet
- La LibertadDocument909 pagesLa LibertadandredelrioNo ratings yet
- La LibertadDocument909 pagesLa LibertadandredelrioNo ratings yet
- CV MixtoDocument1 pageCV Mixtosoydeoviedo8331No ratings yet
- Diagnostico Iso 9001 EjemploDocument234 pagesDiagnostico Iso 9001 EjemploCarlos Andres MontesNo ratings yet
- Sesión 04Document23 pagesSesión 04Oser TKNo ratings yet
- Mejora Metodos de TrabajoDocument8 pagesMejora Metodos de TrabajowillyciezamNo ratings yet
- Tesis de MarketingDocument159 pagesTesis de MarketingOser TKNo ratings yet
- Método HúngaroDocument12 pagesMétodo HúngaroOser TKNo ratings yet
- MANTENCIONES NEW MUSSO D22DTR - Compressed 1Document1 pageMANTENCIONES NEW MUSSO D22DTR - Compressed 1gonzaloNo ratings yet
- Optimización energética industrial IoTDocument13 pagesOptimización energética industrial IoTDiego GaoNo ratings yet
- Actividad Núcleo 3 Análisis y Mejoramiento de ProcesoDocument5 pagesActividad Núcleo 3 Análisis y Mejoramiento de Procesoabraham padillaNo ratings yet
- Plan estratégico Sodimac PerúDocument14 pagesPlan estratégico Sodimac PerúJose Miguel HerreraNo ratings yet
- Semana 5Document6 pagesSemana 5alejandro michelNo ratings yet
- Preventivo-Sala PCMDocument13 pagesPreventivo-Sala PCMWilliam J. Roa CriolloNo ratings yet
- Entrega Final Domotica Daniel FariasDocument10 pagesEntrega Final Domotica Daniel Fariasdaniel alejandro farias espinosaNo ratings yet
- Schreder Owlet Sistemas de Control PDFDocument24 pagesSchreder Owlet Sistemas de Control PDFRichard OrtigozaNo ratings yet
- La Historia de MotorolaDocument2 pagesLa Historia de MotorolaRosaSugeyNo ratings yet
- Ascensores y Elevadores. Máquinas y Elementos para Elevación y TransporteDocument34 pagesAscensores y Elevadores. Máquinas y Elementos para Elevación y TransporteHernan PisaniNo ratings yet
- NTC2322 Material de Vidrio para LaboratorioDocument6 pagesNTC2322 Material de Vidrio para LaboratoriogustavoesanchezNo ratings yet
- Codigo de EventosDocument21 pagesCodigo de EventosAnonymous phQlqHNo ratings yet
- Memoria Calculo Tanque Almacenamiento HRSDocument19 pagesMemoria Calculo Tanque Almacenamiento HRSDaniel Buitrago VillamizarNo ratings yet
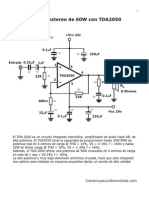
- Amplificador 60w Con Tda2050Document8 pagesAmplificador 60w Con Tda2050david100% (1)
- Formato de Teoria para Proyecto PDFDocument5 pagesFormato de Teoria para Proyecto PDFDavid MatuteNo ratings yet
- Guía Rápida de DriveDocument11 pagesGuía Rápida de DriveRoger YvánNo ratings yet
- TC diseño selección 40Document2 pagesTC diseño selección 40romoNo ratings yet
- DELCROSADocument3 pagesDELCROSAJimmy Benites EspinozaNo ratings yet
- Programación de notas para institución educativa - Fidelina EcheverryDocument3 pagesProgramación de notas para institución educativa - Fidelina Echeverryivan arango mierNo ratings yet
- Catalogo Compresores Libre de Aceite - PrecioDocument60 pagesCatalogo Compresores Libre de Aceite - PrecioJerson Galindo GarciaNo ratings yet
- 2K-EUGR605026N1 - Gabinete Electrico Usos Generales 60x50x26 Nema 1RDocument1 page2K-EUGR605026N1 - Gabinete Electrico Usos Generales 60x50x26 Nema 1RArmando Orozco GuerraNo ratings yet
- La Catedral y El BazarDocument27 pagesLa Catedral y El BazarAdolfo Carreño SepúlvedaNo ratings yet
- YoharlinDocument7 pagesYoharlinDaleSka HernandezNo ratings yet
- PP SF Angamos Op 08 2021 AciDocument4 pagesPP SF Angamos Op 08 2021 AciAngelo Basualdo PardoNo ratings yet
- VoucherDocument1 pageVoucherRETROCARIBE SASNo ratings yet
- AntropometriaDocument31 pagesAntropometriaPaolo SalasNo ratings yet
- 11 12 Transparencias - T4 - EFQM ISODocument31 pages11 12 Transparencias - T4 - EFQM ISOFernando CasanelloNo ratings yet
- Soluciones Tec para Generar Valor EIAODocument38 pagesSoluciones Tec para Generar Valor EIAOAdalberto NavarroNo ratings yet
- Cibercultura PDFDocument428 pagesCibercultura PDFDario Ramirez SeguraNo ratings yet
- Formas Mod y TenDocument12 pagesFormas Mod y TenJose Carlos Suarez ChavezNo ratings yet