You might also like
- Pren 14509 51 - e - STFDocument147 pagesPren 14509 51 - e - STFBoris DikovNo ratings yet
- Drum Residence Time Agglomerator Paper ALTA 2005Document28 pagesDrum Residence Time Agglomerator Paper ALTA 2005Steve Dennis100% (1)
- Prevention of Frost DamageDocument18 pagesPrevention of Frost DamageBoris DikovNo ratings yet
- Seismic Design of Timber StructuresDocument60 pagesSeismic Design of Timber StructuresSairam Venkat100% (1)
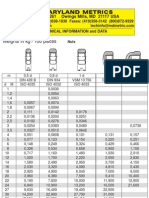
- ISO 4032 - Weight of NutsDocument1 pageISO 4032 - Weight of NutsBoris DikovNo ratings yet
- Zero Energy PolytunnelDocument11 pagesZero Energy PolytunnelvkargwalNo ratings yet
- Angle of ReposeDocument2 pagesAngle of ReposeNirmal KumarNo ratings yet
- Storage and Conveying of Bulk SolidsDocument5 pagesStorage and Conveying of Bulk SolidsjijiakdkclsikfdsNo ratings yet
- Bins, Bunkers & Silos - FinalDocument24 pagesBins, Bunkers & Silos - FinalLokesh SrivastavaNo ratings yet
- 1-Tiffany, (B) Quotation 5TPH Animal Feed Line, ZONSTAR RICHI PDFDocument14 pages1-Tiffany, (B) Quotation 5TPH Animal Feed Line, ZONSTAR RICHI PDFAnonymous oRXzylDPNNo ratings yet
- AUMUND Apron FeedersDocument12 pagesAUMUND Apron Feederschannakeshava pandurangaNo ratings yet
- Particle CharacterizationDocument34 pagesParticle CharacterizationKashvinwarma BaskaranNo ratings yet
- GB Chain Reclaimers PDFDocument2 pagesGB Chain Reclaimers PDFhamdaNo ratings yet
- Energy & Data Transmission Systems For StockyardsDocument12 pagesEnergy & Data Transmission Systems For StockyardsNos GoteNo ratings yet
- Capital Projects: 2004-2014Document40 pagesCapital Projects: 2004-2014pkGlobalNo ratings yet
- Silo CountyT1 DS Rev02-562791007ebe3Document2 pagesSilo CountyT1 DS Rev02-562791007ebe3Andor MolitoriszNo ratings yet
- AUMUND Asia (H.K.) Limited: Cockburn Cement Limited AustraliaDocument14 pagesAUMUND Asia (H.K.) Limited: Cockburn Cement Limited AustraliaNicolas Recio Fdez-Tresguerres100% (1)
- Storage of Bulk Solids - 3Document31 pagesStorage of Bulk Solids - 3Naman GoelNo ratings yet
- Quotation-1TPH Chicken Feed Line Bali OkDocument6 pagesQuotation-1TPH Chicken Feed Line Bali OkSacha INchi CentreNo ratings yet
- Flexowell - 2013 - EnglischDocument5 pagesFlexowell - 2013 - Englischeduardo_chaban100% (1)
- P139-05-M-30-900-R00 CSU - DATASHEET (2020 - 09 - 03rd)Document6 pagesP139-05-M-30-900-R00 CSU - DATASHEET (2020 - 09 - 03rd)CongOanh PHAN100% (1)
- Bucket Elevators - Technical ExpressionsDocument10 pagesBucket Elevators - Technical Expressionsiman zareieNo ratings yet
- Preventing Flow Problems With Reliable Bulk Solids Handling Equipment Design - Processing MagazineDocument7 pagesPreventing Flow Problems With Reliable Bulk Solids Handling Equipment Design - Processing MagazineSaiNo ratings yet
- AUMUND-SAMSON Feeder 170209 PDFDocument24 pagesAUMUND-SAMSON Feeder 170209 PDFFRNo ratings yet
- Appendix f2-III Calculation SheetsDocument46 pagesAppendix f2-III Calculation SheetsTobi BerrospiNo ratings yet
- 50055781Document14 pages50055781Monu SharmaNo ratings yet
- Non Contact SealDocument24 pagesNon Contact Sealsetiadi pratondoNo ratings yet
- English AppsDocument6 pagesEnglish Apps2 José Eduardo Quintero ReyesNo ratings yet
- Belt Conveyor GBDocument8 pagesBelt Conveyor GBMauricio MpintoNo ratings yet
- Pipe Conv Presentation ColourDocument25 pagesPipe Conv Presentation Colourgunduanil17No ratings yet
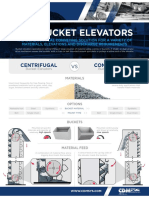
- CDM Bucket Elevators: Centrifugal ContinuousDocument2 pagesCDM Bucket Elevators: Centrifugal ContinuousOcta IrawanNo ratings yet
- Brochure EPS-Overview English Web V4-1 PDFDocument43 pagesBrochure EPS-Overview English Web V4-1 PDFmamopi100% (1)
- Hopper WordDocument15 pagesHopper WordJani MisterioNo ratings yet
- Diseño SilosDocument23 pagesDiseño SilosnicolasNo ratings yet
- SDS28-6-5 - 380V-3-50Hz - IOM Rev 1.0 201509Document15 pagesSDS28-6-5 - 380V-3-50Hz - IOM Rev 1.0 201509Ali YükselNo ratings yet
- Elevators Shallow Buckets DIN 15231Document1 pageElevators Shallow Buckets DIN 15231Bob AntunesNo ratings yet
- 1-Vicky, Quotation of 1-1.2TPH Wood Pellet Line, RICHIDocument17 pages1-Vicky, Quotation of 1-1.2TPH Wood Pellet Line, RICHICarlos SolerNo ratings yet
- Prediction Model For Liner Wear Considering The MoDocument12 pagesPrediction Model For Liner Wear Considering The MoLeny MiteiNo ratings yet
- 2013 Oscillating MountingsDocument40 pages2013 Oscillating MountingspcmfilhoNo ratings yet
- IBR4005 Pulleys A4 0314 WebDocument12 pagesIBR4005 Pulleys A4 0314 Webkosmc123No ratings yet
- Crushing Plant For Sale1Document18 pagesCrushing Plant For Sale1Vicky NonatoNo ratings yet
- Modern Tools For Hopper Design: by Tim Freeman, Freeman TechnologyDocument8 pagesModern Tools For Hopper Design: by Tim Freeman, Freeman TechnologyRashmi RaniNo ratings yet
- Apron Feeders: High Return On Investment Low Maintenance Costs Low Production CostsDocument8 pagesApron Feeders: High Return On Investment Low Maintenance Costs Low Production CostsarsanioseNo ratings yet
- Hengyang Rotary DryerDocument8 pagesHengyang Rotary DryerLi GaryNo ratings yet
- Hopper Discharge SystemsDocument8 pagesHopper Discharge SystemsJakesNo ratings yet
- Concepts of Feeder Design and Performance in Relation To Loading Bulk Solids Onto Conveyor BeltsDocument25 pagesConcepts of Feeder Design and Performance in Relation To Loading Bulk Solids Onto Conveyor BeltsBayu EkosaputroNo ratings yet
- Allgaier Apt Tro Dryingtechnologiesformineralrawmaterials enDocument12 pagesAllgaier Apt Tro Dryingtechnologiesformineralrawmaterials enesteNo ratings yet
- SIG de 22 Diagrama de Cableado TD3 B102 E 10Document10 pagesSIG de 22 Diagrama de Cableado TD3 B102 E 10Jorge PalacioNo ratings yet
- Hopper Discharge SystemsDocument8 pagesHopper Discharge Systemsafzalian_ali5352No ratings yet
- Bucket Elevators, Bucket Conveyors and MoreDocument22 pagesBucket Elevators, Bucket Conveyors and MoreDilnesa EjiguNo ratings yet
- Tobee® Warman SP SPR Vertical Slurry PumpsDocument8 pagesTobee® Warman SP SPR Vertical Slurry PumpsDonna ZhangNo ratings yet
- Pan Conveyors PDFDocument24 pagesPan Conveyors PDFRaji SuriNo ratings yet
- BunkerDocument3 pagesBunkerElizabeth CunninghamNo ratings yet
- Eirez Vibratory Feeders and Conveyors BrochureDocument20 pagesEirez Vibratory Feeders and Conveyors BrochureJay Ryan SantosNo ratings yet
- STACKER RECLAIMER EquipmentDocument11 pagesSTACKER RECLAIMER EquipmentkaustavNo ratings yet
- CR600 Sizer Brochure PDFDocument8 pagesCR600 Sizer Brochure PDFAdil DouziNo ratings yet
- Enclosed Roller Belt ConveyorsDocument4 pagesEnclosed Roller Belt ConveyorsBuguinNo ratings yet
- Archimedys Technical Data - Metric - GB 11264 PDFDocument43 pagesArchimedys Technical Data - Metric - GB 11264 PDFAnonymous Cxriyx9HIXNo ratings yet
- Bucket Elevators 150520Document16 pagesBucket Elevators 150520RICARDOALEXBORGESNo ratings yet
- WL 00200 5 T6-8 de enDocument39 pagesWL 00200 5 T6-8 de enrwva20No ratings yet
- General Kinematics - UncoalerDocument38 pagesGeneral Kinematics - UncoalerJogesh NarulaNo ratings yet
- Aumund - StakerDocument24 pagesAumund - Stakerchand_yelNo ratings yet
- The Evolution of The Pipe ConveyorDocument9 pagesThe Evolution of The Pipe ConveyorJohnjun ChenNo ratings yet
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsFrom EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNo ratings yet
- Bins & Feeders in Cement IndustryDocument29 pagesBins & Feeders in Cement IndustryNaelNo ratings yet
- The Selection and Sizing of Bins, Hopper Outlets and FeedersDocument13 pagesThe Selection and Sizing of Bins, Hopper Outlets and FeedersJean Pool Alarcon VilaNo ratings yet
- Introduction To SiloDocument35 pagesIntroduction To SiloAkhilprasad SadigeNo ratings yet
- Seismic ConceptualDocument82 pagesSeismic Conceptualஆனந்த் கிருஷ்ணன்No ratings yet
- En ISO 5817 - Weld Inspection NotesDocument6 pagesEn ISO 5817 - Weld Inspection NoteskenrackliffNo ratings yet
- Bifurcation Theory 2 PDFDocument8 pagesBifurcation Theory 2 PDFBoris DikovNo ratings yet
- Coefficient of Friction (UK) PDFDocument62 pagesCoefficient of Friction (UK) PDFAdam LimNo ratings yet
- 381327Document27 pages381327Magdy BakryNo ratings yet
- Special StructuresDocument15 pagesSpecial StructuresBoris DikovNo ratings yet
- 20 Design Guide For Floor VibrationsDocument6 pages20 Design Guide For Floor VibrationsMohamed Tahar Allagui100% (1)
- Recommendations For Welding of Metallic MaterialsDocument32 pagesRecommendations For Welding of Metallic MaterialsLuis Sanchez100% (3)
- Snow LoadsDocument102 pagesSnow LoadsBoris DikovNo ratings yet
- En 25817Document1 pageEn 25817RamanujadaasanNo ratings yet
- Structural Glued Laminated Timber PDFDocument12 pagesStructural Glued Laminated Timber PDFBoris DikovNo ratings yet
- 2009122211022969586Document15 pages2009122211022969586Ivan DulicNo ratings yet
- Arcelor Mittal - En-6106 - Design Guide For Floor VibrationDocument56 pagesArcelor Mittal - En-6106 - Design Guide For Floor VibrationBoris DikovNo ratings yet
- FEMA - Seismic Design of Wood StructuresDocument62 pagesFEMA - Seismic Design of Wood StructuresBoris Dikov100% (2)
- Cold Weather ConcretingDocument2 pagesCold Weather ConcretingBoris DikovNo ratings yet
- AISC - Welding StuffDocument3 pagesAISC - Welding StuffBoris DikovNo ratings yet
- Pren 14509 51 - e - STF PDFDocument147 pagesPren 14509 51 - e - STF PDFBoris Dikov100% (2)
- En ISO 5817 - Weld Inspection NotesDocument6 pagesEn ISO 5817 - Weld Inspection NoteskenrackliffNo ratings yet
- FEMA - Seismic Design of Wood StructuresDocument62 pagesFEMA - Seismic Design of Wood StructuresBoris Dikov100% (2)
- BW Industries - PurlinsDocument51 pagesBW Industries - PurlinsBoris DikovNo ratings yet
- Coefficient of Friction (UK) PDFDocument62 pagesCoefficient of Friction (UK) PDFAdam LimNo ratings yet
- Sap ConcreteDocument198 pagesSap ConcreteMaan Musa100% (1)
- Radiant Heat TransferDocument20 pagesRadiant Heat TransferAnonymous ioNuZrgNo ratings yet
- Thesis Paper Writing (Result and Discussion)Document43 pagesThesis Paper Writing (Result and Discussion)Ali Akand AsifNo ratings yet
- Scalability of Angle of Repose Tests For The Calibration of DEM ParametersDocument12 pagesScalability of Angle of Repose Tests For The Calibration of DEM ParametersKoyreNo ratings yet
- Formulation and Evaluation of Cefuroxime Axetil Orodispensible TabletsDocument10 pagesFormulation and Evaluation of Cefuroxime Axetil Orodispensible TabletsBaru Chandrasekhar RaoNo ratings yet
- Standard Test Method For Bulk Solids Characterization by Carr Indices 1Document8 pagesStandard Test Method For Bulk Solids Characterization by Carr Indices 1D IZomer Oyola-GuzmánNo ratings yet
- Angle of ReposeDocument4 pagesAngle of ReposeAvaneesh Tripathi100% (1)
- CONCEPT NOTES 10 Exogenic ProcessDocument7 pagesCONCEPT NOTES 10 Exogenic ProcessClarissa MontoyaNo ratings yet
- Coastal Engineering: Shuye Zhang, Boen Li, Huihuan MaDocument19 pagesCoastal Engineering: Shuye Zhang, Boen Li, Huihuan MasoniaNo ratings yet
- Formulation and Evaluation of Floating Matrix Tablets of TelmisartanDocument11 pagesFormulation and Evaluation of Floating Matrix Tablets of TelmisartanPharma Research LibraryNo ratings yet
- A Review On The Angle of Repose of Granular Materials: Powder Technology May 2018Document22 pagesA Review On The Angle of Repose of Granular Materials: Powder Technology May 2018Beer BantNo ratings yet
- Physical and Chemical Properties of Fruits and VegetableDocument4 pagesPhysical and Chemical Properties of Fruits and VegetableStatio NeryNo ratings yet
- 022 029 3 Bouabbou 40104Document8 pages022 029 3 Bouabbou 401041225079No ratings yet
- HW Retaining WallDocument76 pagesHW Retaining Wallrutuja100% (1)
- Code of Safe Practice For Solid Bulk CargoesDocument5 pagesCode of Safe Practice For Solid Bulk CargoesRohit KakadeNo ratings yet
- 1 FrictionDocument10 pages1 FrictionRAMAKANT RANANo ratings yet
- Tesis Secaderos RotatoriosDocument284 pagesTesis Secaderos Rotatoriosdiego.peinado8856No ratings yet
- In Process Quality Control Tests (IPQC) For Solid Dosage FromDocument28 pagesIn Process Quality Control Tests (IPQC) For Solid Dosage FromSagar kishor savale75% (8)
- Engineering Mechanics PDFDocument16 pagesEngineering Mechanics PDFSasikumarNo ratings yet
- Conveyors PDFDocument22 pagesConveyors PDFLAKSHAYNo ratings yet
- Physical Characteristics of GrainsDocument10 pagesPhysical Characteristics of GrainsAyezza Jean Fermocil100% (1)
- Stockpile Quantity Rough EstimatesDocument8 pagesStockpile Quantity Rough EstimatesDencio SevillesNo ratings yet
- Fixed Plant Report: Conveyor Belts: By: Brian T. NcubeDocument29 pagesFixed Plant Report: Conveyor Belts: By: Brian T. NcubeBrian NcubeNo ratings yet
- Formulation Development and Evaluation of Mouth Dissolving Tablet of ThiocolchicosideDocument18 pagesFormulation Development and Evaluation of Mouth Dissolving Tablet of ThiocolchicosideEditor IJTSRDNo ratings yet
- Mos Merged PDFDocument433 pagesMos Merged PDFBOOMERaNG boomNo ratings yet
- Influence of Blasted Muck On The Performance of Loading EquipmentDocument7 pagesInfluence of Blasted Muck On The Performance of Loading EquipmentpaulocouceiroNo ratings yet
- Conveying Equipment Product Handbook PDFDocument78 pagesConveying Equipment Product Handbook PDFAscencio Ruben100% (1)
- Particle Technology Lab Report 1Document48 pagesParticle Technology Lab Report 1Khan AaghaNo ratings yet
- Design and Development of Cocoa Pod Breaking and B PDFDocument11 pagesDesign and Development of Cocoa Pod Breaking and B PDFJosué DZUDIENo ratings yet