You might also like
- Dossier Nanmer (Fabricación de Spool de Inox)Document84 pagesDossier Nanmer (Fabricación de Spool de Inox)Andree100% (1)
- Procedimiento de SoldaduraDocument5 pagesProcedimiento de SoldaduraPer DCNo ratings yet
- AAB029Document2 pagesAAB029Renzo TuestasNo ratings yet
- Procedimientos SoldadurasDocument13 pagesProcedimientos SoldadurasRickiemannNo ratings yet
- 29 Procedimiento para El Armado y Soldadura de Tubería y Prueba Hidrostática PDFDocument9 pages29 Procedimiento para El Armado y Soldadura de Tubería y Prueba Hidrostática PDFDelfin CastañosNo ratings yet
- Calificación de Soldadores Según Norma ASME Sección IXDocument6 pagesCalificación de Soldadores Según Norma ASME Sección IXOmar Medina CalleNo ratings yet
- Procedimiento de Almacenamiento, Distribucion y Control de Material de Soldadura.Document14 pagesProcedimiento de Almacenamiento, Distribucion y Control de Material de Soldadura.Luis Alberto Guerra Rivera100% (1)
- Curso WPS Gerdau Corsa 14 OctubreDocument138 pagesCurso WPS Gerdau Corsa 14 OctubreAngel MogollanNo ratings yet
- ASTM E 165E165M - 18.en - EsDocument35 pagesASTM E 165E165M - 18.en - EsMartin BarriosNo ratings yet
- Recepción y Almacenamiento SoldaduraDocument8 pagesRecepción y Almacenamiento SoldaduraRenato Ren SZNo ratings yet
- P-BV-COGA-002 Rev.0 Procedimiento de Inspección de Uniones Soldadas Por Partículas Magnéticas (Yugo Magnético)Document11 pagesP-BV-COGA-002 Rev.0 Procedimiento de Inspección de Uniones Soldadas Por Partículas Magnéticas (Yugo Magnético)wilberNo ratings yet
- Pruebas No Destructivas y Criterios de Aceptacion - API 1104 PDFDocument43 pagesPruebas No Destructivas y Criterios de Aceptacion - API 1104 PDFlast1973No ratings yet
- 04 Procedimiento para Trabajos de Doblado, Alineado y Soldado.Document7 pages04 Procedimiento para Trabajos de Doblado, Alineado y Soldado.ALCANGOS70100% (1)
- Catalogo de GalgasDocument8 pagesCatalogo de GalgasAsdrúbal DelgadoNo ratings yet
- Como Soldar Bridads SliponDocument5 pagesComo Soldar Bridads SliponAlexandro Jaimes MoralesNo ratings yet
- 1 Leak Testing IntroduccionDocument22 pages1 Leak Testing IntroduccionOstwal Kgori100% (1)
- Emision de Procedimiento de Soldadura Wps para Tuberia de 6"Document7 pagesEmision de Procedimiento de Soldadura Wps para Tuberia de 6"Melissa RodriguezNo ratings yet
- Modulo 5 Documentos Que Gobiernan La Cal PDFDocument30 pagesModulo 5 Documentos Que Gobiernan La Cal PDFManuel OsesNo ratings yet
- EC - GC.PME - PR.012 (Procedimiento para Montaje de Tuberia) Rev01Document14 pagesEC - GC.PME - PR.012 (Procedimiento para Montaje de Tuberia) Rev01maggiremaNo ratings yet
- PROCED - Ajuste y Torque de PernosDocument17 pagesPROCED - Ajuste y Torque de PernosGian VladimirNo ratings yet
- Procedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BDocument14 pagesProcedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BJosé Alberto Quispe Torres50% (2)
- Proceso de Soldar SMAW (Electrodo Revestido)Document8 pagesProceso de Soldar SMAW (Electrodo Revestido)samoetrobotinaNo ratings yet
- Procedimiento de Inspeccion Visual de Soldadura de Weldolet de 10" en Tubo de 24"Document15 pagesProcedimiento de Inspeccion Visual de Soldadura de Weldolet de 10" en Tubo de 24"Axel GonzalesNo ratings yet
- ACP - Soldadura de Fitting para Hot Taps en La Industria Del GasDocument38 pagesACP - Soldadura de Fitting para Hot Taps en La Industria Del GasElmar CuellarNo ratings yet
- Cap1-Aseguramiento de La Calidad en La Soldadura Cap2-SIMBOLOGIA en SOLDADURADocument39 pagesCap1-Aseguramiento de La Calidad en La Soldadura Cap2-SIMBOLOGIA en SOLDADURAkarellysNo ratings yet
- Purga - Gases en SsDocument2 pagesPurga - Gases en SschapulincoloradoNo ratings yet
- Alineacion de TuberiaDocument4 pagesAlineacion de TuberiaojgaitanNo ratings yet
- Formato WPSDocument4 pagesFormato WPSÁlejandro FlorezNo ratings yet
- Taller Codigo AWS D1.1 - 2010Document6 pagesTaller Codigo AWS D1.1 - 2010Williy126No ratings yet
- Formato AWS D1.1Document3 pagesFormato AWS D1.1Talca Calderón100% (1)
- CWI REVIEW-CHAPTER 1 DUTIESDocument5 pagesCWI REVIEW-CHAPTER 1 DUTIESJorge BeltranNo ratings yet
- Aws b111 Inspeccion Visual de SoldadurasDocument44 pagesAws b111 Inspeccion Visual de SoldadurasCarlos AmaroNo ratings yet
- Curso Código Asme b31.4Document1 pageCurso Código Asme b31.4César Augusto Quiroga Montenegro100% (1)
- Formato WpsDocument14 pagesFormato WpsGuillermoSolisNo ratings yet
- D1.1 Criterios Aceptación DiscontinuidadesDocument4 pagesD1.1 Criterios Aceptación DiscontinuidadesEduardoPulidoNo ratings yet
- WPS SML 2 20Document5 pagesWPS SML 2 20ELIANA GABRIELA ALVAREZ ZUÑIGANo ratings yet
- Galga para Inspección VisualDocument8 pagesGalga para Inspección VisualCesar Vallejos MoncadaNo ratings yet
- Literatura Tubrod 115Document1 pageLiteratura Tubrod 115el_tirano_regresa7359No ratings yet
- A106 Piping Esp.Document13 pagesA106 Piping Esp.Kevin GonzalesNo ratings yet
- Asme Secc IxDocument282 pagesAsme Secc IxmiguelangelsolisgonzalezNo ratings yet
- 4.-Procedimiento para Conservación de ElectrodosDocument11 pages4.-Procedimiento para Conservación de ElectrodoscarlospelaezNo ratings yet
- Doblez para Ductilidad de SoldaduraDocument11 pagesDoblez para Ductilidad de SoldaduraJesus CondoriNo ratings yet
- Códigos Soldadura AWS ASME APIDocument4 pagesCódigos Soldadura AWS ASME APIGeorge ÑiquenNo ratings yet
- Procedimiento de Apuntalado de SobreplanchasDocument8 pagesProcedimiento de Apuntalado de SobreplanchasVictor AlejandroNo ratings yet
- Norma ASTM A194 TUERCAS 2HDocument7 pagesNorma ASTM A194 TUERCAS 2HMarcela GomezNo ratings yet
- Control de Calidad de SoldaduraDocument34 pagesControl de Calidad de SoldaduraVicente Mario Torres Huaraya100% (2)
- Prueba neumática UPH 45MDocument5 pagesPrueba neumática UPH 45MCarlos Mario Arango SossaNo ratings yet
- Calificacion WPS 2Document145 pagesCalificacion WPS 2Alex WilmerNo ratings yet
- ASME Código Materiales Presión 40Document68 pagesASME Código Materiales Presión 40JAVIERNo ratings yet
- Metodología AWS D1.1Document81 pagesMetodología AWS D1.1genromaookenNo ratings yet
- Procedimiento para aplicación de recubrimiento en tuberíasDocument15 pagesProcedimiento para aplicación de recubrimiento en tuberíasCamilo RodriguezNo ratings yet
- Bridas Normas Asme-AnsiDocument5 pagesBridas Normas Asme-AnsiJuan Pablo SantosNo ratings yet
- Procedimiento de Doblado de Tuberia PDFDocument5 pagesProcedimiento de Doblado de Tuberia PDFjosexx311100% (1)
- WPS AsmeDocument7 pagesWPS AsmeCelso Sanabria100% (1)
- Aws-D1.7 Guía para El Fortalecimiento y Reparación de Estructuras Existentes. 2010. EspañolDocument54 pagesAws-D1.7 Guía para El Fortalecimiento y Reparación de Estructuras Existentes. 2010. Españolamoajermani123No ratings yet
- Pro-Rg-032 Proced. de Alineado y SoldadoDocument5 pagesPro-Rg-032 Proced. de Alineado y SoldadoFrancisco MaldonadoNo ratings yet
- Alineacion y SoldaduraDocument3 pagesAlineacion y Soldadurajplutod0% (1)
- CSP-P-OP-03 Proc. Insp. Visual ASME B31.3 Y API 650 REV.0Document9 pagesCSP-P-OP-03 Proc. Insp. Visual ASME B31.3 Y API 650 REV.0Ivan RomeroNo ratings yet
- Procedimiento de Alineacio N y Soldadura de TuberiaDocument13 pagesProcedimiento de Alineacio N y Soldadura de TuberiaMarlon Humberto Navarro AltamarNo ratings yet
- PE-CON-SOL-01 - 1 Procedimiento de Calificación de SoldadoresDocument5 pagesPE-CON-SOL-01 - 1 Procedimiento de Calificación de SoldadoresAlejandro Nieto100% (1)
- Guia 11 - Problemas Programacion PLCDocument4 pagesGuia 11 - Problemas Programacion PLCodiseo_28No ratings yet
- Folleto FundicionDocument8 pagesFolleto FundicionErika Jhandira Anco ChicmanNo ratings yet
- Violencia Familiar - MilagrosDocument13 pagesViolencia Familiar - Milagrosodiseo_28No ratings yet
- Modelo de Cumpleaños PDFDocument1 pageModelo de Cumpleaños PDFodiseo_28No ratings yet
- Método de Enderezado Por LlamaDocument25 pagesMétodo de Enderezado Por Llamafjuandedios100% (5)
- Orquídeas AcacallisDocument6 pagesOrquídeas Acacallisodiseo_28No ratings yet
- Tamal ChinchanoDocument2 pagesTamal Chinchanoodiseo_28No ratings yet
- Orquídeas AcacallisDocument6 pagesOrquídeas Acacallisodiseo_28No ratings yet
- Cincel y VibroDocument4 pagesCincel y VibroJuan Carlos MuñozNo ratings yet
- Construcción de cubierta de losa multiportivaDocument9 pagesConstrucción de cubierta de losa multiportivawilyNo ratings yet
- WWW Oni Escuelas Edu ArDocument3 pagesWWW Oni Escuelas Edu ArAlber DomínguezNo ratings yet
- Determinacion de La Finura Del Cemento Por Medio Del Tamiz No 200Document6 pagesDeterminacion de La Finura Del Cemento Por Medio Del Tamiz No 200Ariel Zamorano100% (2)
- Lista Regalos 18177781Document3 pagesLista Regalos 18177781Tomas Ernesto Aguilera CastilloNo ratings yet
- Hoja de Ruta Perforación-2011Document13 pagesHoja de Ruta Perforación-2011Luis VillacortaNo ratings yet
- Practica 5 Proyecto FinalDocument24 pagesPractica 5 Proyecto FinalandresNo ratings yet
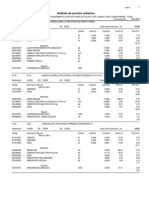
- Analisis de Precios-ArquitecturaDocument14 pagesAnalisis de Precios-ArquitecturaPieroAlbertoMchcNo ratings yet
- Peso Soldadura KGDocument2 pagesPeso Soldadura KGdarkitoNo ratings yet
- S Narvaez Rosero SNNA SOC TAREA2 GRUPO08Document20 pagesS Narvaez Rosero SNNA SOC TAREA2 GRUPO08Daniel BorjaNo ratings yet
- Excavadores Operadores 14Document44 pagesExcavadores Operadores 14Comer100% (1)
- Teoría Mecanizado ConvencionalDocument20 pagesTeoría Mecanizado ConvencionalNathan Morales HdzNo ratings yet
- Informe 4Document4 pagesInforme 4alexjx65No ratings yet
- Taller No. 4 - ESTADISTICA Y PROBABILIDAD - II Sem 2018 PDFDocument5 pagesTaller No. 4 - ESTADISTICA Y PROBABILIDAD - II Sem 2018 PDFwulkan111No ratings yet
- Catalogo Ferreteria 19 de Enero de 2024Document260 pagesCatalogo Ferreteria 19 de Enero de 2024floresemely1998No ratings yet
- Catalogo 2016 Vol. 7.1 Luminarias LJDocument313 pagesCatalogo 2016 Vol. 7.1 Luminarias LJJesus G FANo ratings yet
- Calculo Bomba Contra IncendioDocument29 pagesCalculo Bomba Contra IncendioMaria LeonNo ratings yet
- Listado de Bornes - Maclar, Electra, Acelco, Quaglia, Codigos de Relays Maclar y QuagliaDocument1 pageListado de Bornes - Maclar, Electra, Acelco, Quaglia, Codigos de Relays Maclar y QuagliaLeonel GrimardiNo ratings yet
- Modulo 0 Temas Torneado Fresado Taladrado IntroductorioDocument98 pagesModulo 0 Temas Torneado Fresado Taladrado IntroductorioBrayan Damian Jimenez HidalgoNo ratings yet
- ASME - IX - Ruben - 10.PDF Curso Asme Material de LecturaDocument180 pagesASME - IX - Ruben - 10.PDF Curso Asme Material de LecturaRonald Leyva Giraldo100% (2)
- InterDocument1 pageInterincolmine cecaNo ratings yet
- Informe Registro Fotografico Convenios ICCU 2021Document19 pagesInforme Registro Fotografico Convenios ICCU 2021Julian CastañedaNo ratings yet
- Capitulo 8 Floyd Ejercicios ResueltosDocument30 pagesCapitulo 8 Floyd Ejercicios ResueltosOscar Cunalata0% (1)
- Valores Siemens Baterias OrangeDocument21 pagesValores Siemens Baterias Orangemickycachoperro60% (5)
- Precios de BodegasDocument4 pagesPrecios de Bodegasangel caNo ratings yet
- Calculo de AscensoresDocument6 pagesCalculo de AscensoresEliana Di BárbaroNo ratings yet
- FacturaDocument13 pagesFacturaSAVELCA CONTABILIDADNo ratings yet
- Probabilidad inferencial: Taller de probabilidadDocument12 pagesProbabilidad inferencial: Taller de probabilidadYürîs ZäbâlëtåNo ratings yet
- Cortocircuito Trifásico - Sistemas de Potencia IDocument20 pagesCortocircuito Trifásico - Sistemas de Potencia IGinoEnzoRiosNo ratings yet
- Cotizacion Luces y SonidoDocument4 pagesCotizacion Luces y SonidoJorge PerezNo ratings yet