You might also like
- Consulting Report - Natura CosmeticosDocument201 pagesConsulting Report - Natura Cosmeticosneyke21No ratings yet
- ReadMat Presentations TRICON AnMDocument1 pageReadMat Presentations TRICON AnMneyke21No ratings yet
- Readings and CasesDocument2 pagesReadings and Casesneyke21No ratings yet
- Kinematic Viscosity of Transparent and Opaque Liquids (And Calculation of Dynamic Viscosity)Document10 pagesKinematic Viscosity of Transparent and Opaque Liquids (And Calculation of Dynamic Viscosity)Daniela Mañozca CruzNo ratings yet
- Corporate Enviroment Analysis: Case Mexico: Crisis and CompetitivenessDocument30 pagesCorporate Enviroment Analysis: Case Mexico: Crisis and Competitivenessneyke21No ratings yet
- D287Document3 pagesD287IngenieromontenegroNo ratings yet
- ASTM D240 - Heat of Combustion of Liquid Hydrocarbon Fuels by Bomb CalorimeterDocument9 pagesASTM D240 - Heat of Combustion of Liquid Hydrocarbon Fuels by Bomb CalorimeterFederico StrikerNo ratings yet
- D97 PDFDocument5 pagesD97 PDFSusan Li HBNo ratings yet
- D88 Viscosidad SayboltDocument7 pagesD88 Viscosidad SayboltJuli Santacruz100% (1)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- NTPC Diploma Trainee Syllabus and Exam Pattern 3c1c79ecDocument12 pagesNTPC Diploma Trainee Syllabus and Exam Pattern 3c1c79ecSubhadip MaliNo ratings yet
- Quantum-enhanced nonlinear microscopy enables imaging beyond photodamage limitDocument3 pagesQuantum-enhanced nonlinear microscopy enables imaging beyond photodamage limitMarkAllenPascualNo ratings yet
- Mediana Ika Syafirina HDocument6 pagesMediana Ika Syafirina HChristina MargarethaNo ratings yet
- Four Types of FrictionDocument3 pagesFour Types of FrictionAna Joy PeredaNo ratings yet
- Cems A 9Document20 pagesCems A 9Engenharia APedroNo ratings yet
- Chapter 15 - Solutions Reading NotesDocument8 pagesChapter 15 - Solutions Reading Notescaffeinewriter100% (1)
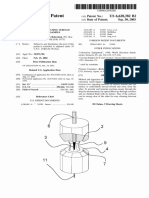
- United States Patent (10) Patent No.: Us 6,628,382 B2: Robertson (45) Date of Patent: Sep. 30, 2003Document14 pagesUnited States Patent (10) Patent No.: Us 6,628,382 B2: Robertson (45) Date of Patent: Sep. 30, 2003LazScibdNo ratings yet
- ReportDocument41 pagesReportAli KakiNo ratings yet
- Nonlinear Analysis in Solid WorksDocument8 pagesNonlinear Analysis in Solid WorksnapoleonmNo ratings yet
- Answers: Name Mentor Group 2 0 3 0 DateDocument7 pagesAnswers: Name Mentor Group 2 0 3 0 DateBuloi PoijNo ratings yet
- 940 U S Face Permeability Monitoring For Gibe III RCC Dam and Resin Injection Works, Pittalis, Cagiano, Pietrangeli, BianDocument8 pages940 U S Face Permeability Monitoring For Gibe III RCC Dam and Resin Injection Works, Pittalis, Cagiano, Pietrangeli, BianDataniel RosarioNo ratings yet
- In Vitro Evaluation of Glimepiride Solid Dispersions for Dissolution Rate EnhancementDocument12 pagesIn Vitro Evaluation of Glimepiride Solid Dispersions for Dissolution Rate Enhancementmanvitha varmaNo ratings yet
- G9 Q2 W5 General Classes and Uses of Organic CompoundsDocument10 pagesG9 Q2 W5 General Classes and Uses of Organic CompoundsCherrilyn EnverzoNo ratings yet
- General Biology 1: Quarter 2 - Module 3: When Cells BreatheDocument26 pagesGeneral Biology 1: Quarter 2 - Module 3: When Cells BreathePLS help me get 1k subsNo ratings yet
- Chemical Reactions and Balancing Chemical Equations Web Quest 1Document5 pagesChemical Reactions and Balancing Chemical Equations Web Quest 1api-2625864460% (1)
- Kinetics OverviewDocument168 pagesKinetics OverviewAlbert Daniel GarciaNo ratings yet
- Graham Cracker ExperimentDocument12 pagesGraham Cracker Experimentapi-2961255610% (1)
- Environmental Technology & Innovation: Meenal Gupta, Harsh Gupta, D.S. KharatDocument11 pagesEnvironmental Technology & Innovation: Meenal Gupta, Harsh Gupta, D.S. KharatBayu Pramana PutraNo ratings yet
- Chemical Reaction Engineering Lecture 5bDocument42 pagesChemical Reaction Engineering Lecture 5bSói Con100% (1)
- Summer School 2015 - Sorlini SDocument35 pagesSummer School 2015 - Sorlini SmektanNo ratings yet
- BEHAVIOR OF STRUCTURES UNDER BLAST LOADINGDocument32 pagesBEHAVIOR OF STRUCTURES UNDER BLAST LOADINGramyashri inalaNo ratings yet
- Chemical Waste Disposal of NEUSTDocument2 pagesChemical Waste Disposal of NEUSTRoniel Urbino GamboaNo ratings yet
- Solution Set 5Document11 pagesSolution Set 5WalterKopterNo ratings yet
- The Sthir Karakas: Functions of The Char Karkas AtmakarakDocument2 pagesThe Sthir Karakas: Functions of The Char Karkas AtmakarakDipyaman SahaNo ratings yet
- PH8251 - Material ScienceDocument320 pagesPH8251 - Material ScienceBalaji K100% (1)
- 11 CAPS 11 Student Copy AnanthGarg&On Trak0EduCompetishunDocument8 pages11 CAPS 11 Student Copy AnanthGarg&On Trak0EduCompetishunSepulcher ArmsNo ratings yet
- Chapter 17 - CorrosionDocument11 pagesChapter 17 - CorrosionmuthuhcuNo ratings yet
- Chapter 2: Properties of Hydraulic Fluids Example 2.3Document13 pagesChapter 2: Properties of Hydraulic Fluids Example 2.3currjekNo ratings yet
- LEC 2 Beam DesignDocument21 pagesLEC 2 Beam DesignKenneth DoctoraNo ratings yet
- Screenshot 2023-01-04 at 7.33.08 PMDocument50 pagesScreenshot 2023-01-04 at 7.33.08 PMSiti Norakma SyuhadaNo ratings yet