You might also like
- VDA 6.3 Based Supplier AssessmentDocument11 pagesVDA 6.3 Based Supplier AssessmentGrecu Dragos100% (1)
- VDA6.3 - Engl06 04 04 PDFDocument26 pagesVDA6.3 - Engl06 04 04 PDFjpenjerryNo ratings yet
- Production Part Approval Process A Complete Guide - 2019 EditionFrom EverandProduction Part Approval Process A Complete Guide - 2019 EditionNo ratings yet
- Checklist Audit ISO TS 16949Document14 pagesChecklist Audit ISO TS 16949Demi RamaNo ratings yet
- PPAP ChecklistDocument4 pagesPPAP ChecklistHirbod HirmandNo ratings yet
- The ISO 9001:2015 Implementation Handbook:: Using the Process Approach to Build a Quality Management SystemFrom EverandThe ISO 9001:2015 Implementation Handbook:: Using the Process Approach to Build a Quality Management SystemNo ratings yet
- PPAP Process-Guide ExampleDocument5 pagesPPAP Process-Guide ExampleN.B.P0% (1)
- Apqp 23 Elements What Is APQP 23 Elements?: 1. Customer OrderDocument7 pagesApqp 23 Elements What Is APQP 23 Elements?: 1. Customer OrderAdrian Alcorta100% (1)
- 18 Point Ppap Plan Approval-WaiverDocument4 pages18 Point Ppap Plan Approval-WaiverBrenda GillNo ratings yet
- Iatf Process Audit Check Sheet FormatDocument14 pagesIatf Process Audit Check Sheet FormatPuspavathi S Rama NaiduNo ratings yet
- Excel Tool Prozessaudit VDA 6.3 2010 enDocument29 pagesExcel Tool Prozessaudit VDA 6.3 2010 enHokuto No KenNo ratings yet
- Questions Process Audit: P2. Project ManagementDocument11 pagesQuestions Process Audit: P2. Project ManagementR JNo ratings yet
- Production Part Approval ProcessDocument6 pagesProduction Part Approval ProcessleonardoNo ratings yet
- Assessment Manual ExamDocument19 pagesAssessment Manual ExamSaurabhNo ratings yet
- C6 TurtleDiagramProductManufacturingProcess产品制造过程乌龟图 EnDocument1 pageC6 TurtleDiagramProductManufacturingProcess产品制造过程乌龟图 EnBAla100% (2)
- VDA 6.3 Process Audit and Checklist For The Car Industry - NimonikAppDocument6 pagesVDA 6.3 Process Audit and Checklist For The Car Industry - NimonikApprodolfo barbosaNo ratings yet
- Aptiv Customer Specific Requirements June 20th 2022Document15 pagesAptiv Customer Specific Requirements June 20th 2022Hosam Elden Mostafa MasaranyNo ratings yet
- IATF Implementation Plan and Co-Ordinator RolesDocument3 pagesIATF Implementation Plan and Co-Ordinator RolesKumaravel50% (2)
- Procedure For NPD HandoverDocument1 pageProcedure For NPD HandoverTushar Wagh100% (1)
- APQP Sample FormatDocument32 pagesAPQP Sample FormatManigandan RNo ratings yet
- Ppap Level III RequirementsDocument1 pagePpap Level III Requirementsapi-383246575% (4)
- C4 Turtle Diagram Process Design ProcessDocument1 pageC4 Turtle Diagram Process Design Processcao thanh quocNo ratings yet
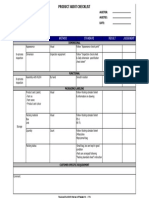
- Process Check Item Method Standard Result Judgement: Index: Auditor: Product Code: Auditee: Lot No: Date: CustomerDocument1 pageProcess Check Item Method Standard Result Judgement: Index: Auditor: Product Code: Auditee: Lot No: Date: CustomerDuy LeNo ratings yet
- Apqp Advanced Product Quality PlanningDocument27 pagesApqp Advanced Product Quality PlanningRajesh KumarNo ratings yet
- APQP Workbook TrainingDocument31 pagesAPQP Workbook TrainingFranciscoNo ratings yet
- IATF 16949 - 2016-Exam Paper With AnswersDocument11 pagesIATF 16949 - 2016-Exam Paper With Answersrashwin singhNo ratings yet
- Procedure: Measurement System Analysis ExecutionDocument1 pageProcedure: Measurement System Analysis Executionaslam100% (1)
- APQP FormsDocument23 pagesAPQP FormsJOECOOL670% (1)
- Control Plan & FmeaDocument9 pagesControl Plan & FmeaManu SharmaNo ratings yet
- Presentation of The NSA: New Supplier AssessmentDocument35 pagesPresentation of The NSA: New Supplier AssessmentMojtaba MousaviNo ratings yet
- VDA FMEA TemplateDocument53 pagesVDA FMEA Templatewatna0% (2)
- PPAP ChecklistDocument2 pagesPPAP ChecklistSudhagarNo ratings yet
- Layered Process Audit FormDocument3 pagesLayered Process Audit FormPawan Sehrawat100% (7)
- Vda63 Audit Report EnglishDocument8 pagesVda63 Audit Report Englishjhmagagnin100% (1)
- Apqp PlanDocument3 pagesApqp Plananon-448387100% (1)
- Supplier APQP Training SupplementDocument78 pagesSupplier APQP Training SupplementjcperezNo ratings yet
- Clause Map - IATF 16949:2016 To ISO/TS 16949:2009Document5 pagesClause Map - IATF 16949:2016 To ISO/TS 16949:2009Navnath TamhaneNo ratings yet
- Product Audit ReportDocument2 pagesProduct Audit ReportManoharar R100% (2)
- Sop SeDocument60 pagesSop SemanttupandeyNo ratings yet
- IATF 16949 2016 Mandatory ProcedureDocument1 pageIATF 16949 2016 Mandatory Procedureshivendrakumar100% (3)
- IATF IA CHecklistDocument2 pagesIATF IA CHecklistDamodaran RajanayagamNo ratings yet
- Ref Flow Charts Layout InspectionDocument1 pageRef Flow Charts Layout Inspectionrajesh.bNo ratings yet
- Guidelines For Control PlanDocument4 pagesGuidelines For Control PlanArjun Rathore100% (1)
- QMS Audit Report Sample IatfDocument39 pagesQMS Audit Report Sample IatfMANGESH100% (2)
- Core Tools PDFDocument1 pageCore Tools PDFsentrakerjaan100% (3)
- Ppap ChecklistDocument2 pagesPpap ChecklistTrushant Nakum75% (4)
- Apqp Ppap TrainingDocument2 pagesApqp Ppap TrainingAnkur DhirNo ratings yet
- IATF Audit Observation 21.06.2021-23.06.2021Document6 pagesIATF Audit Observation 21.06.2021-23.06.2021Karan MalhiNo ratings yet
- Turtle DiagramDocument22 pagesTurtle DiagramVikas0% (1)
- Product Audit FormDocument2 pagesProduct Audit Formcong da0% (1)
- Sample of PM DiagramDocument1 pageSample of PM DiagramKarim HakimNo ratings yet
- Pecb Iatf 16949 Lead Auditor Exam Preparation GuideDocument14 pagesPecb Iatf 16949 Lead Auditor Exam Preparation GuideR.BALASUBRAMANI100% (1)
- Problem Solving Tool Template 5DDocument1 pageProblem Solving Tool Template 5DAlex NogueiraNo ratings yet
- IATF 16949 2016 Gap Tool InstructionsDocument11 pagesIATF 16949 2016 Gap Tool InstructionsJosé María Moreno63% (8)
- 8D Report FormatDocument2 pages8D Report Formatwilliamnuevo100% (3)
- VDA6.3 QuestionsDocument17 pagesVDA6.3 QuestionsSónia Queiroz100% (1)
- Daimler-Chrysler Layered Process AuditsDocument27 pagesDaimler-Chrysler Layered Process AuditsR JNo ratings yet
- D451333 eDocument15 pagesD451333 eSeda De DrasniaNo ratings yet
- LSS GB SIPOC Diagram Johnson Anderson2Document2 pagesLSS GB SIPOC Diagram Johnson Anderson2Seda De DrasniaNo ratings yet
- Total Productive Maintenance WorksheetDocument2 pagesTotal Productive Maintenance WorksheetSeda De Drasnia100% (1)
- Aceptance Agreement 031921 ADocument6 pagesAceptance Agreement 031921 ASeda De DrasniaNo ratings yet
- Reglamento ReachDocument849 pagesReglamento ReachSeda De DrasniaNo ratings yet
- VSM InstructionsDocument34 pagesVSM InstructionsSeda De DrasniaNo ratings yet
- Reach B2O3Document19 pagesReach B2O3Seda De DrasniaNo ratings yet
- Supply Chain Management Project ReportDocument33 pagesSupply Chain Management Project Reportgauravu_5100% (1)
- Perform JaguarDocument8 pagesPerform JaguarSeda De DrasniaNo ratings yet
- Reglamento ReachDocument849 pagesReglamento ReachSeda De DrasniaNo ratings yet
- VDA 6.3 Based Supplier AssessmentDocument11 pagesVDA 6.3 Based Supplier AssessmentSeda De Drasnia100% (4)
- APQP Second EditionDocument113 pagesAPQP Second EditionSeda De DrasniaNo ratings yet
- M - 34106 Cohen KappaDocument8 pagesM - 34106 Cohen KappaSeda De DrasniaNo ratings yet
- Value Stream MappingDocument35 pagesValue Stream MappingNevets NonnacNo ratings yet
- TS16949 Records RequirementDocument2 pagesTS16949 Records RequirementSeda De DrasniaNo ratings yet
- STJLR-99-9999 - Iss 2Document17 pagesSTJLR-99-9999 - Iss 2Seda De DrasniaNo ratings yet
- Perform JaguarDocument8 pagesPerform JaguarSeda De DrasniaNo ratings yet
- STJLR-99-9999 - Iss 2Document17 pagesSTJLR-99-9999 - Iss 2Seda De DrasniaNo ratings yet
- E Commerce Business Plan ExampleDocument22 pagesE Commerce Business Plan Examplegshearod2u100% (2)
- Rate Rebasing Concepts For Public Consultation, MWSSDocument13 pagesRate Rebasing Concepts For Public Consultation, MWSSImperator FuriosaNo ratings yet
- Agility Vs FlexibilityDocument13 pagesAgility Vs FlexibilityDeepakNo ratings yet
- Comparrative Analysis of Npa of Private Sector and Public Sector BankDocument79 pagesComparrative Analysis of Npa of Private Sector and Public Sector Bankhoney sriNo ratings yet
- Operam Academy BIM CoursesDocument19 pagesOperam Academy BIM CoursesShazad LatifNo ratings yet
- Chapter 4 - Part 1Document14 pagesChapter 4 - Part 1billtanNo ratings yet
- Cash AuditDocument9 pagesCash AuditChipo TuyaraNo ratings yet
- 461 110 Falk Torus Elastomeric Coupling CatalogDocument20 pages461 110 Falk Torus Elastomeric Coupling CatalogLazzarus Az GunawanNo ratings yet
- Ijarah BNM PD 2018 PDFDocument62 pagesIjarah BNM PD 2018 PDFaraary86No ratings yet
- C1H021021 - Almas Delian - Resume MIS Bab 1Document2 pagesC1H021021 - Almas Delian - Resume MIS Bab 1Almas DelianNo ratings yet
- Competitive Analysis - How To Conduct A Competitive AnalysisDocument32 pagesCompetitive Analysis - How To Conduct A Competitive AnalysisHaroon AzizNo ratings yet
- A Case Study On RIL vs. RNRL DisputeDocument6 pagesA Case Study On RIL vs. RNRL DisputeAparajita SharmaNo ratings yet
- Procedure For Identification of Aspect Impact & HIRADocument1 pageProcedure For Identification of Aspect Impact & HIRAArjun Rathore100% (2)
- Cola WarsDocument24 pagesCola WarsPradIpta Kaphle100% (3)
- Performance ApprisalDocument7 pagesPerformance ApprisalSHERMIN AKTHER RUMANo ratings yet
- Project ManagementxxDocument34 pagesProject ManagementxxAli Akand AsifNo ratings yet
- Paper Uad Submit ReviewDocument5 pagesPaper Uad Submit Reviewpelangi puspaNo ratings yet
- TOGAF 9.1 - Level 1 and 2 Student Handbook - ITpreneurs PDFDocument64 pagesTOGAF 9.1 - Level 1 and 2 Student Handbook - ITpreneurs PDFZain AtifNo ratings yet
- Busman 106 Activity Sheet No. 1Document2 pagesBusman 106 Activity Sheet No. 1melanie jadeNo ratings yet
- Competency Model BooksDocument4 pagesCompetency Model Bookshoa quynh anhNo ratings yet
- EY Global Fraud SurveyDocument28 pagesEY Global Fraud SurveyannnooonnyyyymmousssNo ratings yet
- SAP IS Blue Print DocumentDocument4 pagesSAP IS Blue Print DocumentSupriyo DuttaNo ratings yet
- Nestle GlobalizationDocument30 pagesNestle GlobalizationDaryll Peter Griffith60% (5)
- LBO Model - ValuationDocument6 pagesLBO Model - ValuationsashaathrgNo ratings yet
- International College of Business and Technology Btec HND Diploma in Business (Management & Human Resources) Assignment Cover Sheet 2014/2015Document25 pagesInternational College of Business and Technology Btec HND Diploma in Business (Management & Human Resources) Assignment Cover Sheet 2014/2015nileshdilushanNo ratings yet
- Rajaram Exam Fees P16mba7Document2 pagesRajaram Exam Fees P16mba7Encom VeluNo ratings yet
- Y Combinator S Pocket Guide To Seed Fundraising 1692908038Document1 pageY Combinator S Pocket Guide To Seed Fundraising 1692908038DanNo ratings yet
- Unit 5 - Partnership ActDocument28 pagesUnit 5 - Partnership ActNataraj PNo ratings yet
- Pas1192 6 2018Document76 pagesPas1192 6 2018JohnNo ratings yet
- SAP - Customizing Guide: Printed by Ahmad RizkiDocument11 pagesSAP - Customizing Guide: Printed by Ahmad RizkiJosé FaiaNo ratings yet