You might also like
- 0.1 Duties of The Senior Welding InspectorDocument37 pages0.1 Duties of The Senior Welding InspectorAhmed GomaaNo ratings yet
- Documents - Tips - Cswip 322 Questions PDFDocument37 pagesDocuments - Tips - Cswip 322 Questions PDFJithuJohn83% (6)
- Documents - Tips - Cswip 322 Questions PDFDocument37 pagesDocuments - Tips - Cswip 322 Questions PDFJithuJohn83% (6)
- API 1104 Question 1Document9 pagesAPI 1104 Question 1Anonymous 4e7GNjzGW0% (1)
- British Standard 5289: 1976: Visual InspectionDocument10 pagesBritish Standard 5289: 1976: Visual InspectionMarcelo Rodriguez FujimotoNo ratings yet
- Code Sec.: PD C Se P Y C D Set Xcrxyrs C DDocument1 pageCode Sec.: PD C Se P Y C D Set Xcrxyrs C DsubhaNo ratings yet
- Acceptance Criteria Asme B31.3 PDFDocument1 pageAcceptance Criteria Asme B31.3 PDFAhmad Rizki100% (1)
- Pressure Vessel Plate InspectionDocument5 pagesPressure Vessel Plate InspectionSadashiw PatilNo ratings yet
- QW-193 Tube To Tube-Sheet Mock Up and Macro (Etching) ExaminationDocument8 pagesQW-193 Tube To Tube-Sheet Mock Up and Macro (Etching) Examinationডঃ শুভম চ্যাটার্জীNo ratings yet
- WIS5 - HandoutDocument319 pagesWIS5 - HandoutReza FakhrizalNo ratings yet
- Remaining Life CalculationDocument13 pagesRemaining Life CalculationShadiq PontohNo ratings yet
- 32 Samss 031 PDFDocument9 pages32 Samss 031 PDFFlorin Daniel AnghelNo ratings yet
- Shell RollinggDocument26 pagesShell RollinggwenigmaNo ratings yet
- API577 IDC Weld Inspect Aug15 PDFDocument7 pagesAPI577 IDC Weld Inspect Aug15 PDFMohamad AzuwanNo ratings yet
- Drawing B BS 499 Part. 2Document10 pagesDrawing B BS 499 Part. 2محمد اظهرNo ratings yet
- Shell and Tube Heat Exchangers (API 660 vsTEMA)Document3 pagesShell and Tube Heat Exchangers (API 660 vsTEMA)Aravind MadhuNo ratings yet
- A Brief Synopsis ofDocument54 pagesA Brief Synopsis ofNO ONENo ratings yet
- API 653 Above Ground Storage Tank InspectorDocument2 pagesAPI 653 Above Ground Storage Tank InspectorMohamed Hichem Guesmi0% (1)
- API 1169 Training: Published byDocument4 pagesAPI 1169 Training: Published byMadjid OUCHENE50% (2)
- CBT QuestionsDocument17 pagesCBT QuestionsNaseer Ahmed SokhalNo ratings yet
- ASMEDocument27 pagesASMERoy DreinaNo ratings yet
- Centre To Centre Tolerance For BoltingDocument50 pagesCentre To Centre Tolerance For BoltingSm JawedNo ratings yet
- Hydro Testing + Post Weld Heat TreatmentDocument20 pagesHydro Testing + Post Weld Heat TreatmentRafia ZafarNo ratings yet
- Sis Book Asme IxDocument107 pagesSis Book Asme IxHamza AlamNo ratings yet
- Saudi Aramco Standards: WeldingDocument12 pagesSaudi Aramco Standards: WeldingGEORGE IVANNo ratings yet
- ASME Code Section 8Document9 pagesASME Code Section 8snehal.deshmukhNo ratings yet
- API 570 Piping Inspector Certification PreparatoryDocument4 pagesAPI 570 Piping Inspector Certification Preparatoryahmedm2020No ratings yet
- Mech QC CV PointsDocument6 pagesMech QC CV PointsFirozeNo ratings yet
- Lesson 19 - API-510 - New2Document56 pagesLesson 19 - API-510 - New2Fahim MarwatNo ratings yet
- Tube-To-Tube Sheet Joint RequirementsDocument2 pagesTube-To-Tube Sheet Joint RequirementsWaqas WaqasNo ratings yet
- ASME U StampDocument12 pagesASME U StampShaheen Andre ChikkuNo ratings yet
- Api InfoDocument12 pagesApi InfoRamu NallathambiNo ratings yet
- Advanced Leak Testing MethodsDocument6 pagesAdvanced Leak Testing MethodsRanendraNo ratings yet
- Pew-105.03 (P)Document88 pagesPew-105.03 (P)Raj BindasNo ratings yet
- AsmeDocument11 pagesAsmeManoj BallaNo ratings yet
- CV QC InspectorDocument5 pagesCV QC InspectorSIVAKUMAR GNo ratings yet
- Welding Inspection: Weld ProceduresDocument22 pagesWelding Inspection: Weld Proceduresanon_90890103No ratings yet
- ButtWelding Is 11790 1986Document11 pagesButtWelding Is 11790 1986kathir1965No ratings yet
- TDS PDF Intertherm - 751CSADocument4 pagesTDS PDF Intertherm - 751CSAwilliam sukyonoNo ratings yet
- Asme Sec Ix MockDocument28 pagesAsme Sec Ix MocksheikmoinNo ratings yet
- CBT Piping Questionnaire-1Document3 pagesCBT Piping Questionnaire-1kumarNo ratings yet
- Painting Inspection GRADE 3/2: World Centre For Materials Joining TechnologyDocument71 pagesPainting Inspection GRADE 3/2: World Centre For Materials Joining TechnologyAhmedA.HassanNo ratings yet
- Annealing (Metallurgy) WikiDocument4 pagesAnnealing (Metallurgy) WikiStephen MontelepreNo ratings yet
- P91 Heating CurveDocument1 pageP91 Heating CurveiplaruffNo ratings yet
- 21 Weld RepairsDocument10 pages21 Weld Repairsiaguirre99No ratings yet
- Section 6 B31.3 330 Preheating: Haward Technology Middle East 1 Section 6Document37 pagesSection 6 B31.3 330 Preheating: Haward Technology Middle East 1 Section 6Mohamed ElsayedNo ratings yet
- Asme Sec 5 QuestionsDocument13 pagesAsme Sec 5 Questionsanasseeksscribd100% (1)
- Documents Covering Welding Inspection and QualificationDocument28 pagesDocuments Covering Welding Inspection and QualificationMohamed El SayadNo ratings yet
- Cswip 3 2 Notes 1Document42 pagesCswip 3 2 Notes 1Adhanom G.100% (1)
- ASME Section IX Welding Procedure Qualification: Antonius P. BramonoDocument50 pagesASME Section IX Welding Procedure Qualification: Antonius P. BramonoHAKANNo ratings yet
- Enrollment Form - How To Fill UpDocument3 pagesEnrollment Form - How To Fill UpRaja Guru100% (1)
- Part 02 - Review of PWPS and WPSDocument9 pagesPart 02 - Review of PWPS and WPSYan FerizalNo ratings yet
- API571 - NEW APP - Effective 2011 - CompletedDocument12 pagesAPI571 - NEW APP - Effective 2011 - Completedtong2jeNo ratings yet
- CPI Steam Heated BoilerDocument4 pagesCPI Steam Heated BoilerGTpianomanNo ratings yet
- Destructive Testing of Welds in WPS-PQR PreparationDocument58 pagesDestructive Testing of Welds in WPS-PQR PreparationEfren Ibanez100% (2)
- 13) Api 510 Day 5Document50 pages13) Api 510 Day 5hamed100% (1)
- Cswip DocumentDocument23 pagesCswip DocumentAmit KumarNo ratings yet
- CSWIP-WI-6-92 12th Edition May 2012Document17 pagesCSWIP-WI-6-92 12th Edition May 2012Shaju ShamsudheenNo ratings yet
- CSWIP-WI-6!92!11th Edition September 2011Document16 pagesCSWIP-WI-6!92!11th Edition September 2011JiminYoo0419No ratings yet
- CSWIP-WI-6-92 14th Edition April 2017Document17 pagesCSWIP-WI-6-92 14th Edition April 2017mullanjiNo ratings yet
- CSWIP-PW-6-96 7th Edition February 2017 Calificacion PolietilenoDocument18 pagesCSWIP-PW-6-96 7th Edition February 2017 Calificacion PolietilenoyecerosuNo ratings yet
- Dmaic Steps: Ctqs - CtpsDocument1 pageDmaic Steps: Ctqs - Ctpsshrikantajit100% (1)
- Coating Questions - SET ADocument7 pagesCoating Questions - SET Ashrikantajit100% (2)
- Welding ImperfectionsDocument4 pagesWelding ImperfectionsshrikantajitNo ratings yet
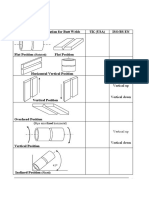
- Graphical Representation For Butt Welds Uk (Usa) Iso/Bs En: Vertical UpDocument2 pagesGraphical Representation For Butt Welds Uk (Usa) Iso/Bs En: Vertical UpshrikantajitNo ratings yet
- Welding ImperfectionsDocument4 pagesWelding ImperfectionsshrikantajitNo ratings yet
- Mechanical TestingDocument45 pagesMechanical TestingshrikantajitNo ratings yet
- Cswip-Reviewer - DAY 3 HOME WORKDocument43 pagesCswip-Reviewer - DAY 3 HOME WORKshrikantajit100% (1)
- BS 499 Semi Auto - Hand Held: © 2014 Aker Solutions Page 1 of 1Document1 pageBS 499 Semi Auto - Hand Held: © 2014 Aker Solutions Page 1 of 1shrikantajitNo ratings yet
- Effect of Heat InputDocument9 pagesEffect of Heat InputshrikantajitNo ratings yet
- LG Microwave Oven ManualDocument56 pagesLG Microwave Oven ManualshrikantajitNo ratings yet
- Magnesium JoiningDocument4 pagesMagnesium Joiningst_anbu9650No ratings yet
- Memco Welding RectifiersDocument3 pagesMemco Welding RectifiersMujahid Ahmed FadelNo ratings yet
- Technical Data SheetDocument1 pageTechnical Data SheetMonali VarpeNo ratings yet
- HFY-PIP-SP-00010 X Specification For BNS Fittings - A-CommentedDocument9 pagesHFY-PIP-SP-00010 X Specification For BNS Fittings - A-CommentedVignesh PanchabakesanNo ratings yet
- Field Inspection & Test PlanDocument2 pagesField Inspection & Test PlanEgbert A. OgoloNo ratings yet
- Port Klang LRT 3 Environmental AssessmentDocument58 pagesPort Klang LRT 3 Environmental AssessmentHarrianni ZakriNo ratings yet
- Column InternalsDocument40 pagesColumn InternalsAnonymous BR2GrH0% (1)
- AGA Guia 6 PDFDocument184 pagesAGA Guia 6 PDFjodasi30No ratings yet
- Flame StraighteningDocument41 pagesFlame Straighteningscribdniko100% (1)
- Type Approval of Valves PDFDocument10 pagesType Approval of Valves PDFSalem GarrabNo ratings yet
- Midalloy ER80S B6 EB6Document1 pageMidalloy ER80S B6 EB6joel cisnerosNo ratings yet
- Aws - The Practical Welding Engineer PDFDocument154 pagesAws - The Practical Welding Engineer PDFSEGO4EVER100% (5)
- Mechanical PDFDocument144 pagesMechanical PDFPrad UpNo ratings yet
- 005-WPS For Carbon Steel (1.6-4.6MM) PDFDocument7 pages005-WPS For Carbon Steel (1.6-4.6MM) PDFKöksal Patan0% (1)
- 068 - ME8351, ME6302 Manufacturing Technology I - 2 Mark Important QuestionsDocument5 pages068 - ME8351, ME6302 Manufacturing Technology I - 2 Mark Important QuestionsMr. T. Anjaneyulu Mr. T. AnjaneyuluNo ratings yet
- Power Wave 455m CeDocument43 pagesPower Wave 455m Cejorge varNo ratings yet
- Estudo de CasoDocument22 pagesEstudo de CasoIgor FernandoNo ratings yet
- SCRD and SocketweldDocument30 pagesSCRD and SocketweldTheo SeriyeNo ratings yet
- Band5 - History of EBweldingDocument97 pagesBand5 - History of EBweldingpiratina33No ratings yet
- Weld Over WeldDocument1 pageWeld Over Weldmoha23No ratings yet
- AM CladDocument5 pagesAM CladJob ANo ratings yet
- QCS 2010 Section 17 Part 4 Architectural Metal Work PDFDocument4 pagesQCS 2010 Section 17 Part 4 Architectural Metal Work PDFbryanpastor106No ratings yet
- Curriculum - Textile Wet Processing TechnicianDocument56 pagesCurriculum - Textile Wet Processing TechnicianFaruque SathiNo ratings yet
- Understanding Sour Service Performace of Coiled TubingDocument12 pagesUnderstanding Sour Service Performace of Coiled TubingMubeenNo ratings yet
- Brochure Micro Machining LasersDocument4 pagesBrochure Micro Machining LasersWagner PeresNo ratings yet
- Steel Construction: Today & TomorrowDocument20 pagesSteel Construction: Today & TomorrowPvp PvpNo ratings yet
- Mumetal Permimphy Supermimphy EngDocument10 pagesMumetal Permimphy Supermimphy Englemco7777No ratings yet
- Mechanical Engg RGPV 3-8 SemDocument57 pagesMechanical Engg RGPV 3-8 SemER Himanshu Singh100% (1)
- Asme Sa-358Document7 pagesAsme Sa-358Lora BoydNo ratings yet