You might also like
- API 510 Closed Book QuestionsDocument16 pagesAPI 510 Closed Book QuestionsRavindra S. Jivani100% (1)
- Open Book API 510 Practice Exam B Do Not Mark On Your Exam, Use The Answer Sheets ProvidedDocument16 pagesOpen Book API 510 Practice Exam B Do Not Mark On Your Exam, Use The Answer Sheets ProvidedBeantickNo ratings yet
- Examination Question 510Document12 pagesExamination Question 510ohengjkt100% (1)
- API 510 Closed Questions GuideDocument5 pagesAPI 510 Closed Questions GuideEinsteinw2No ratings yet
- API-510 Exam Prep Course Practice Exam #3 SolutionsDocument14 pagesAPI-510 Exam Prep Course Practice Exam #3 SolutionsKarim MamdouhNo ratings yet
- Daily Points To Recall (Day 8) : Page 1 of 3Document3 pagesDaily Points To Recall (Day 8) : Page 1 of 3chowhkNo ratings yet
- API 510 PC Final Exam ClosedDocument12 pagesAPI 510 PC Final Exam ClosedAbdel-Rahman Taha Merdan100% (1)
- API 510 Certification Prep: 60-hr Pressure Vessel Inspector CourseDocument1 pageAPI 510 Certification Prep: 60-hr Pressure Vessel Inspector CourseAbu Huraira0% (1)
- API 510 Study QuestionsDocument49 pagesAPI 510 Study QuestionsMichael Clapham50% (4)
- Closed Book Api 572-A (55-65) - 2Document11 pagesClosed Book Api 572-A (55-65) - 2slxanto100% (1)
- Open Book Answers:: BAY Technical Associates, Inc. 1Document8 pagesOpen Book Answers:: BAY Technical Associates, Inc. 1tommy3021100% (1)
- API 510 TestDocument3 pagesAPI 510 Testshabbir626No ratings yet
- 3.4 Arc Length: The Distance From The Tip of The WeldingDocument7 pages3.4 Arc Length: The Distance From The Tip of The WeldingMohammed IlliasuddinNo ratings yet
- API 510 Exam 5 ClosedDocument4 pagesAPI 510 Exam 5 ClosedweerasinghekNo ratings yet
- API 510 Mid-Session Exam (Open Book) : Instructions: Choose Only One Answer Which You Think Is Most AppropriateDocument6 pagesAPI 510 Mid-Session Exam (Open Book) : Instructions: Choose Only One Answer Which You Think Is Most AppropriatesnamprogNo ratings yet
- Api 510 Questions & Answers (Closed 1)Document12 pagesApi 510 Questions & Answers (Closed 1)Mohammed Shakil100% (3)
- API 570 Exam 574 QuizDocument3 pagesAPI 570 Exam 574 Quizessnelson100% (2)
- Api 510 QDocument25 pagesApi 510 QShyam Singh100% (1)
- API 510 Question & AnswerDocument8 pagesAPI 510 Question & AnswerSakthi Pk100% (1)
- API 510 QuestionsDocument8 pagesAPI 510 QuestionsTAYYAB FAROOQ100% (2)
- Api 510 Practice Exam B (150 Questions) : Design Temp Test TempDocument45 pagesApi 510 Practice Exam B (150 Questions) : Design Temp Test Temperagorn100% (2)
- API-510 Exam # 3 2008 Answer GuideDocument6 pagesAPI-510 Exam # 3 2008 Answer Guidechowhk100% (2)
- API 570 Recertification Quiz - Questions and Answers (Updated January 2022)Document13 pagesAPI 570 Recertification Quiz - Questions and Answers (Updated January 2022)Amani Reid100% (4)
- Sis Book1Document99 pagesSis Book1Hamza AlamNo ratings yet
- Api 510 Preparatory ExamDocument13 pagesApi 510 Preparatory Exameldobie3100% (1)
- API 510 Preparatory Course GuideDocument7 pagesAPI 510 Preparatory Course GuideRanaweera AriyamanjulaNo ratings yet
- 17 Multiple Choice QuestionsDocument3 pages17 Multiple Choice QuestionsAnonymous Q4YUvR100% (1)
- API 570 - Daily Exam 5C API-571-577 Questions - PSJDocument4 pagesAPI 570 - Daily Exam 5C API-571-577 Questions - PSJKrishna Moorthy50% (2)
- API-510 Questions & Answers Closed Book 1Document12 pagesAPI-510 Questions & Answers Closed Book 1Ravindra S. Jivani67% (9)
- API 510 Certification Exam Study Plan PDFDocument3 pagesAPI 510 Certification Exam Study Plan PDFJayeshNo ratings yet
- 1 API 653 Memories March 2014 ExamDocument16 pages1 API 653 Memories March 2014 ExammajidNo ratings yet
- Api 577 Reponse01Document3 pagesApi 577 Reponse01korichiNo ratings yet
- API 570 piping classification and inspection intervalsDocument34 pagesAPI 570 piping classification and inspection intervalsjacquesmayol0% (1)
- API 570 Open BookDocument9 pagesAPI 570 Open BookMusa ÇelikNo ratings yet
- API 510.jan 2022 (Open & Closed)Document79 pagesAPI 510.jan 2022 (Open & Closed)Ali BEN YESAADNo ratings yet
- 510 Closed Exam B, Rev8Document20 pages510 Closed Exam B, Rev8yrdna nawaiteosNo ratings yet
- Bay.t-510 Close Prac Exam #3Document22 pagesBay.t-510 Close Prac Exam #3Karim Mamdouh50% (2)
- 63 Multiple Choice Questions: No Answer GivenDocument16 pages63 Multiple Choice Questions: No Answer GivenAnonymous Q4YUvR100% (1)
- 510 Closed Exam ADocument24 pages510 Closed Exam AAPINo ratings yet
- Api 510 Q&aDocument13 pagesApi 510 Q&aShaikh Aftab100% (1)
- API 510 Data Sheets - QuizletDocument1 pageAPI 510 Data Sheets - Quizletads_1203No ratings yet
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- Api 510 Open 1Document4 pagesApi 510 Open 1ty tNo ratings yet
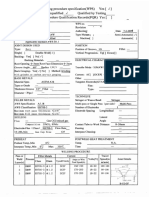
- Procedure For WQTDocument13 pagesProcedure For WQTwalitedisonNo ratings yet
- Api 510 Open 1Document4 pagesApi 510 Open 1melvinNo ratings yet
- Api 510 QB A-FDocument54 pagesApi 510 QB A-FRanaweera Ariyamanjula100% (1)
- Api 510 Open 5Document5 pagesApi 510 Open 5tayyabNo ratings yet
- ASME 20IX Questions 1Document22 pagesASME 20IX Questions 1전상문No ratings yet
- Welding Code Exam Version D1.1Document13 pagesWelding Code Exam Version D1.1Liyakathalikhan Shahjahan100% (4)
- Questions On Section IxDocument22 pagesQuestions On Section IxNasir JavedNo ratings yet
- 9 Cswip 3.1 Welding Notes Unsolved Question With Given Answers Table Most Important Question Answers Solved Past Papers Cswip 3.1Document34 pages9 Cswip 3.1 Welding Notes Unsolved Question With Given Answers Table Most Important Question Answers Solved Past Papers Cswip 3.1patvin3100% (4)
- Answers To Module 3 WQDocument12 pagesAnswers To Module 3 WQaun.muhd2No ratings yet
- API.570. Closed Book 3Document31 pagesAPI.570. Closed Book 3Siva KumarNo ratings yet
- Exercise Questions - Introduction and Module # 1Document10 pagesExercise Questions - Introduction and Module # 1Justin Carrasco SanchezNo ratings yet
- API 653 Practice Exam Q A 2012 PDFDocument32 pagesAPI 653 Practice Exam Q A 2012 PDFAntony Bruno GenewinNo ratings yet
- ASME V QuestionsDocument19 pagesASME V QuestionsabdoNo ratings yet
- 16A16BDocument5 pages16A16BburaqbarakahsbNo ratings yet
- Welding Q6Document14 pagesWelding Q6Ahmed HaridiNo ratings yet
- Fabrication Procedure of StructureDocument8 pagesFabrication Procedure of StructureAyub KhanNo ratings yet
- Jitsi Mobile App InstallDocument2 pagesJitsi Mobile App InstallRanaweera AriyamanjulaNo ratings yet
- Touring en LowRes NewlogoDocument13 pagesTouring en LowRes NewlogoAndrea FilipNo ratings yet
- Ev Homeowner BrochureDocument2 pagesEv Homeowner BrochureRanaweera AriyamanjulaNo ratings yet
- API 510 Study QuestionsDocument49 pagesAPI 510 Study QuestionsDavid Drolet Tremblay100% (1)
- Examination Information-570 PDFDocument1 pageExamination Information-570 PDFJeganeswaranNo ratings yet
- Diessel MsdsDocument10 pagesDiessel MsdsajuhaseenNo ratings yet
- API CoursesDocument14 pagesAPI CoursesOmar Alkubaici100% (2)
- API 576 ExerciseDocument10 pagesAPI 576 Exerciseariyamanjula2914100% (1)
- Api 510 Preparatory: Points To Recall - Day 2Document2 pagesApi 510 Preparatory: Points To Recall - Day 2Ranaweera AriyamanjulaNo ratings yet
- 577 ExerciseDocument40 pages577 Exerciseariyamanjula2914100% (1)
- API 572 Study Guide QuestionsDocument21 pagesAPI 572 Study Guide QuestionsRanaweera Ariyamanjula100% (1)
- Api 510 QB A-FDocument54 pagesApi 510 QB A-FRanaweera Ariyamanjula100% (1)
- API 572 Study Guide QuestionsDocument21 pagesAPI 572 Study Guide QuestionsRanaweera Ariyamanjula100% (1)
- ASME IX ExerciseDocument11 pagesASME IX ExerciseRanaweera Ariyamanjula100% (1)
- Garlock GasketsDocument46 pagesGarlock GasketskfchksdhbvkjhshfNo ratings yet
- Api 510 Preparatory: Points To Recall - Day 8Document3 pagesApi 510 Preparatory: Points To Recall - Day 8Ranaweera AriyamanjulaNo ratings yet
- API 510 Preparatory Course GuideDocument7 pagesAPI 510 Preparatory Course GuideRanaweera AriyamanjulaNo ratings yet
- Api 510 Preparatory: Points To Recall - Day 4Document2 pagesApi 510 Preparatory: Points To Recall - Day 4Ranaweera AriyamanjulaNo ratings yet
- Lesson 8 Quizzes 19 To 21Document1 pageLesson 8 Quizzes 19 To 21Ranaweera AriyamanjulaNo ratings yet
- Api 510 Preparatory: Points To Recall - Day 6Document2 pagesApi 510 Preparatory: Points To Recall - Day 6Ranaweera AriyamanjulaNo ratings yet
- Api 510 Preparatory: Points To Recall - Day 5Document1 pageApi 510 Preparatory: Points To Recall - Day 5Ranaweera AriyamanjulaNo ratings yet
- 510 Closed Exam B, Rev8Document20 pages510 Closed Exam B, Rev8Ranaweera AriyamanjulaNo ratings yet
- Lesson 14 Quizzes - 30 - To - 32 PDFDocument1 pageLesson 14 Quizzes - 30 - To - 32 PDFRanaweera AriyamanjulaNo ratings yet
- 510 PC Oct04 PTR D-7 PSJDocument3 pages510 PC Oct04 PTR D-7 PSJRanaweera AriyamanjulaNo ratings yet
- Api 510 Preparatory: Points To Recall - Day 9Document4 pagesApi 510 Preparatory: Points To Recall - Day 9Ranaweera AriyamanjulaNo ratings yet
- 510 PC Oct04 PTR D-10 PSJDocument1 page510 PC Oct04 PTR D-10 PSJRanaweera AriyamanjulaNo ratings yet
- Lesson 2 Quizzes 7 To 9Document3 pagesLesson 2 Quizzes 7 To 9Ranaweera AriyamanjulaNo ratings yet
- 510 Closed Exam A, Rev 9Document21 pages510 Closed Exam A, Rev 9Pamela Lee100% (1)
- API 510 Closed ExamDocument20 pagesAPI 510 Closed Examariyamanjula2914100% (9)
- Aim & Procedure Model Finish & Accuracy Viva - Voce Total Marks 20 50 20 10 100Document10 pagesAim & Procedure Model Finish & Accuracy Viva - Voce Total Marks 20 50 20 10 100PRAKASHNo ratings yet
- Welding Log FormDocument1 pageWelding Log Formdenni kurniawanNo ratings yet
- Field Welding ProceduresDocument102 pagesField Welding Procedureslaz_k100% (2)
- Manufacturing ProcessesDocument10 pagesManufacturing ProcessesHasnain AshrafNo ratings yet
- Qdoc - Tips - Cswip 31 Exam Question and AnswersDocument46 pagesQdoc - Tips - Cswip 31 Exam Question and AnswersASAD RAHMAN100% (1)
- Connector Basics (Amphenol)Document36 pagesConnector Basics (Amphenol)Anne FriedenNo ratings yet
- Fundamentals of Mobile Heavy EquipmentDocument9 pagesFundamentals of Mobile Heavy Equipmentwin min soeNo ratings yet
- SIDEL Peças Pasteruziador PDFDocument50 pagesSIDEL Peças Pasteruziador PDFEduarda PortellaNo ratings yet
- Daily ConsumptionDocument3 pagesDaily ConsumptionMd MasumNo ratings yet
- 4.25 FT STD Cone Crusher Parts ManualDocument220 pages4.25 FT STD Cone Crusher Parts ManualricardoNo ratings yet
- GMAW CG With BUDGET PLAN SY. 2021-2022Document1 pageGMAW CG With BUDGET PLAN SY. 2021-2022Lyn VallesNo ratings yet
- BS en 287-6-2010Document26 pagesBS en 287-6-2010CocaCodaNo ratings yet
- Final Layuot For 8 KNM GBDocument40 pagesFinal Layuot For 8 KNM GBashishkhaterNo ratings yet
- Dod-Std-1866 Notice 1 1988Document33 pagesDod-Std-1866 Notice 1 1988liuyx866No ratings yet
- 02-Welding Procedure SpecificationDocument4 pages02-Welding Procedure Specificationveera Satya saiNo ratings yet
- CSWIP 3.1 Welding Exam Day 3 Q&ADocument62 pagesCSWIP 3.1 Welding Exam Day 3 Q&Ahaoues23100% (2)
- Standard DVS 2207-1 For Butt Fusion Welding PDFDocument12 pagesStandard DVS 2207-1 For Butt Fusion Welding PDFAlvaro IgnacioNo ratings yet
- EMK 6 - DatasheetDocument1 pageEMK 6 - Datasheetronaldb322No ratings yet
- Cement - History of Cement - BritannicaDocument3 pagesCement - History of Cement - Britannicanandhini chokkanathanNo ratings yet
- USTHB Technical English Terms Master's 1st YearDocument2 pagesUSTHB Technical English Terms Master's 1st Yeartinhinane MEDJKANENo ratings yet
- Fabricationandsupplyofteejointforairoutletheader-01 20221218112214.349 XDocument6 pagesFabricationandsupplyofteejointforairoutletheader-01 20221218112214.349 XAbdulrahman EladawyNo ratings yet
- Aramco Hot Tap Welding Procedure Rev 1Document3 pagesAramco Hot Tap Welding Procedure Rev 1BWQNo ratings yet
- FILLER WIRE-COuNTRY COMPAREDocument55 pagesFILLER WIRE-COuNTRY COMPAREJR MohanNo ratings yet
- A36 WPSDocument1 pageA36 WPSJamesNo ratings yet
- Parker Exploded View Pvi Bg5 GB 42 PN SWDocument11 pagesParker Exploded View Pvi Bg5 GB 42 PN SWRomanko100% (1)
- Gew - F&W - ST 2111 B - BPDocument4 pagesGew - F&W - ST 2111 B - BPAbhijeet AdsulNo ratings yet
- Automation Component - Mechanical Fast - Handbook PDFDocument782 pagesAutomation Component - Mechanical Fast - Handbook PDFfsilassie8012No ratings yet
- Visual Acceptance AWS D1.1 StructuralDocument1 pageVisual Acceptance AWS D1.1 StructuralPamungkasNo ratings yet
- Flange Studs Size Chart PDFDocument2 pagesFlange Studs Size Chart PDFrasnowmah2012No ratings yet
- ABB Price Book 521Document1 pageABB Price Book 521EliasNo ratings yet