You might also like
- Interchangeability in MetrologyDocument5 pagesInterchangeability in Metrologyesakkiraj05100% (1)
- Limits, Fits, and TolerancesDocument43 pagesLimits, Fits, and TolerancesMuhammad KhalilNo ratings yet
- 16.4 Machine Cell DesignDocument5 pages16.4 Machine Cell DesignLuong HoangNo ratings yet
- Engineering Metrology and Measurements N.V. Raghavendra L. KrishnamurthyDocument54 pagesEngineering Metrology and Measurements N.V. Raghavendra L. KrishnamurthyRandøm TalkìêsNo ratings yet
- Limits Fits and GaugesDocument59 pagesLimits Fits and GaugesNafiul Alam SnigdhoNo ratings yet
- Imbunatatirea Calitatii ProductieiDocument5 pagesImbunatatirea Calitatii ProductieiIlies ClaudiuNo ratings yet
- Semi Automatic Lathe Machine Using ARM ProcessorDocument7 pagesSemi Automatic Lathe Machine Using ARM ProcessorIRJIENo ratings yet
- M1121 Trade Technology & Practice - Fits, Limits & ClearancesDocument20 pagesM1121 Trade Technology & Practice - Fits, Limits & ClearancestimNo ratings yet
- Group Technology and Cellular ManufacturingDocument60 pagesGroup Technology and Cellular Manufacturingumesh javvadiNo ratings yet
- SYSYTEM OF LIMITS, FITS, TOLERANCES AND GAUGINGDocument17 pagesSYSYTEM OF LIMITS, FITS, TOLERANCES AND GAUGINGGaurav AgarwalNo ratings yet
- A Framework For Capacity Planning and Machine Configuration in Flexible Assembly SystemsDocument30 pagesA Framework For Capacity Planning and Machine Configuration in Flexible Assembly SystemsYan1203100% (1)
- Yemariyam 2121Document17 pagesYemariyam 2121Siinu Biřu MãņğNo ratings yet
- FQ Flexible Manufacturing Systems FMSDocument30 pagesFQ Flexible Manufacturing Systems FMSSasiKumar PetchiappanNo ratings yet
- Computer Integrated Manufacturing NotesDocument9 pagesComputer Integrated Manufacturing NotesRoshan RamnaniNo ratings yet
- Markov Model For Analyzing Sensitivity To Change in Machine Repair Reliability Using Its TransitionDocument12 pagesMarkov Model For Analyzing Sensitivity To Change in Machine Repair Reliability Using Its TransitionIJRASETPublicationsNo ratings yet
- Plant Layout For T ShirtDocument14 pagesPlant Layout For T ShirtNure Alom100% (1)
- ProjectDocument15 pagesProjectpravdivNo ratings yet
- Flexible Manufacturing Systems (FMS)Document30 pagesFlexible Manufacturing Systems (FMS)waqasalitunio100% (2)
- Chapter 6 Layout Planning Models and DesignDocument14 pagesChapter 6 Layout Planning Models and DesignAngel Micah NepomucenoNo ratings yet
- Chapter 6 Layout Planning Models and DesignDocument14 pagesChapter 6 Layout Planning Models and DesignAngel Micah NepomucenoNo ratings yet
- Machine Design Process and Element ClassificationDocument15 pagesMachine Design Process and Element ClassificationshajiNo ratings yet
- 6.3.5 Surface Condition and Tolerance (See Also: Chapter 9)Document21 pages6.3.5 Surface Condition and Tolerance (See Also: Chapter 9)umairNo ratings yet
- LECTURE 2B Limits and Fits NewDocument17 pagesLECTURE 2B Limits and Fits Newmanishkrbarnwal13No ratings yet
- Automatic Tool Changer (ATC)Document11 pagesAutomatic Tool Changer (ATC)Diwakar PrasadNo ratings yet
- 3 Mech Format - ChaptersDocument23 pages3 Mech Format - ChaptersshubhamNo ratings yet
- MP Safety & LayoutDocument11 pagesMP Safety & LayoutM IRFANNo ratings yet
- DFA-Design for Assembly and Manufacturing GuideDocument30 pagesDFA-Design for Assembly and Manufacturing GuideJoe MoeNo ratings yet
- Best of Mia Khalifa HDDocument5 pagesBest of Mia Khalifa HDWayne Ü TadiqueNo ratings yet
- Introduction: Classification of Layout, Advantages and Limitations of Different LayoutsDocument14 pagesIntroduction: Classification of Layout, Advantages and Limitations of Different LayoutsPadmavathi Putra LokeshNo ratings yet
- GT AND FLEXIBLE MANUFACTURING SYSTEMSDocument11 pagesGT AND FLEXIBLE MANUFACTURING SYSTEMSkaranNo ratings yet
- Reconfigurable Tooling For Airframe AssemblyDocument21 pagesReconfigurable Tooling For Airframe AssemblyDennis Padec BwochengoNo ratings yet
- Scheduling of Unrelated Parallel Manufacturing Cells With Limited Human ResourcesDocument24 pagesScheduling of Unrelated Parallel Manufacturing Cells With Limited Human ResourcesRajani JhaNo ratings yet
- Group Technology in Flexible Manufacturing Systems Classification and CodingDocument20 pagesGroup Technology in Flexible Manufacturing Systems Classification and CodingSpandhana PrayakaraoNo ratings yet
- POMChap9 - Part 5Document4 pagesPOMChap9 - Part 5Lexie HoangNo ratings yet
- Chapter No.01 New UpdateDocument16 pagesChapter No.01 New Updaterajendra20No ratings yet
- FMS Group 1Document39 pagesFMS Group 119M059 - PRANEET KANNA BNo ratings yet
- Simulation Assignment - FinalDocument24 pagesSimulation Assignment - FinalPragathees RamamoorthiNo ratings yet
- Flexible manufacturing systems enable production of different part stylesDocument7 pagesFlexible manufacturing systems enable production of different part stylesmkatweNo ratings yet
- Chapter 2 - Limits, Fits and Tolerances1Document20 pagesChapter 2 - Limits, Fits and Tolerances1JJ PJNo ratings yet
- Assignment AutomationDocument6 pagesAssignment AutomationHazznel KameriNo ratings yet
- Guidelines For Embodiment DesignDocument37 pagesGuidelines For Embodiment DesignVijay KumarNo ratings yet
- Cim Module3 FmsDocument15 pagesCim Module3 FmsShashank ShastriNo ratings yet
- Unit 1 Spr1605-Flexible Manufacturing System: School of Mechanical EngineeringDocument78 pagesUnit 1 Spr1605-Flexible Manufacturing System: School of Mechanical EngineeringRoshith KNo ratings yet
- Machine Design Book-Ch-01Document15 pagesMachine Design Book-Ch-01naeema_58No ratings yet
- Assembly Vs Modular ManufacturingDocument9 pagesAssembly Vs Modular ManufacturingManoj TiwariNo ratings yet
- Optimize Abrasive Waterjet Cutting Costs & TimesDocument13 pagesOptimize Abrasive Waterjet Cutting Costs & Timesmwiweko2013No ratings yet
- jurnal inggrisDocument6 pagesjurnal inggrishendi0309ft.2022No ratings yet
- Screening ImpactDocument18 pagesScreening Impactnit_xlriNo ratings yet
- Recent Advances in Avl'S CFD Mesh Generation Software - Ese-ToolsDocument6 pagesRecent Advances in Avl'S CFD Mesh Generation Software - Ese-ToolsNhựt KhôiNo ratings yet
- Group Technology and Manufacturing CellsDocument4 pagesGroup Technology and Manufacturing CellsSaud RehmanNo ratings yet
- A Quantitative Analysis of Cellular Manufacturing in Apparel Industry by Using SimulationDocument12 pagesA Quantitative Analysis of Cellular Manufacturing in Apparel Industry by Using SimulationSHASHANK ROHITNo ratings yet
- A Model For Optimizing Repairshop Capacity and Spare Parts InventoryDocument22 pagesA Model For Optimizing Repairshop Capacity and Spare Parts InventoryAgustinus WibowoNo ratings yet
- 1421 PaperDocument6 pages1421 PaperTarik Hassan ElsonniNo ratings yet
- Unit 5 Automated Asssembly SystemsDocument32 pagesUnit 5 Automated Asssembly SystemsAli FikarNo ratings yet
- Unit IiiDocument16 pagesUnit IiiBADINEHALSANDEEPNo ratings yet
- Discussion 1Document19 pagesDiscussion 1Praveen P JoseNo ratings yet
- Speed and Accuracy Evaluation of Additive Manufacturing MachinesDocument12 pagesSpeed and Accuracy Evaluation of Additive Manufacturing MachinesMarko MillaNo ratings yet
- Steam Press Project Rview ReportDocument19 pagesSteam Press Project Rview Reportअंकित चौधरीNo ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Unit 3 LessonDocument16 pagesUnit 3 LessonJothiBasuNo ratings yet
- Langrange EquationDocument21 pagesLangrange EquationJothiBasuNo ratings yet
- Linear MeasurementsDocument40 pagesLinear MeasurementsJothiBasuNo ratings yet
- Introduction to Transducers and SensorsDocument15 pagesIntroduction to Transducers and SensorsRudra MishraNo ratings yet
- Auto 5sem EMDocument60 pagesAuto 5sem EMthisisjineshNo ratings yet
- CNC Unit-2-57Document10 pagesCNC Unit-2-57svkatkarNo ratings yet
- Comparator - PDF Comparators and Angular MeasurementDocument19 pagesComparator - PDF Comparators and Angular Measurementjoe_huey_2No ratings yet
- MetrologyDocument25 pagesMetrologyJothiBasuNo ratings yet
- Chapter 4 Transportation and Assignment ModelsDocument88 pagesChapter 4 Transportation and Assignment ModelsSyaz Amri100% (1)
- Management Control System: Presentation TopicDocument16 pagesManagement Control System: Presentation TopicVj AutiNo ratings yet
- E-Challan CCMT ChallanDocument2 pagesE-Challan CCMT ChallanSingh KDNo ratings yet
- Ch. 13 Leverage and Capital Structure AnswersDocument23 pagesCh. 13 Leverage and Capital Structure Answersbetl89% (27)
- The Cost of Capital, Corporate Finance and The Theory of Investment-Modigliani MillerDocument38 pagesThe Cost of Capital, Corporate Finance and The Theory of Investment-Modigliani MillerArdi GunardiNo ratings yet
- Registration FormDocument2 pagesRegistration Formapi-300796688No ratings yet
- The Russian Oil Refining FactoriesDocument17 pagesThe Russian Oil Refining Factoriestomica06031969No ratings yet
- Case of HyfluxDocument6 pagesCase of HyfluxMai NganNo ratings yet
- To Lease or Not To Lease?: Hotel ContractsDocument10 pagesTo Lease or Not To Lease?: Hotel ContractsDaryl ChengNo ratings yet
- How To Attack The Leader - FinalDocument14 pagesHow To Attack The Leader - Finalbalakk06No ratings yet
- Business Model Canvas Template For Social Enterprise: PurposeDocument1 pageBusiness Model Canvas Template For Social Enterprise: PurposeadinaNo ratings yet
- Louis Vuitton in IndiaDocument16 pagesLouis Vuitton in IndiaFez Research LaboratoryNo ratings yet
- Main Theories of FDIDocument22 pagesMain Theories of FDIThu TrangNo ratings yet
- Business PlanDocument31 pagesBusiness PlanBabasab Patil (Karrisatte)100% (1)
- PWC NPL June18Document64 pagesPWC NPL June18Murdoc Alphonce NicallsNo ratings yet
- Quality Improvement With Statistical Process Control in The Automotive IndustryDocument8 pagesQuality Improvement With Statistical Process Control in The Automotive Industryonii96No ratings yet
- Irf 3205 HexfetDocument12 pagesIrf 3205 Hexfetconti51No ratings yet
- Master Key VIVA PPT UDAYDocument11 pagesMaster Key VIVA PPT UDAYUDayNo ratings yet
- Water and Diamond ParadoxDocument19 pagesWater and Diamond ParadoxDevraj100% (1)
- Usin Activity-Based Costing (ABC) To Measure Profitability On A Commercial Loan Portfolio - Mehmet C. KocakulahDocument19 pagesUsin Activity-Based Costing (ABC) To Measure Profitability On A Commercial Loan Portfolio - Mehmet C. KocakulahUmar Farooq Attari100% (2)
- Supply Chain-Case Study of DellDocument3 pagesSupply Chain-Case Study of DellSafijo Alphons100% (1)
- Keegan gm7 STPPT 01Document20 pagesKeegan gm7 STPPT 01Dirco JulioNo ratings yet
- SAP Project Systems OverviewDocument6 pagesSAP Project Systems OverviewkhanmdNo ratings yet
- Port of ManilaDocument29 pagesPort of ManilaPrecious Mae Saguid Sager75% (4)
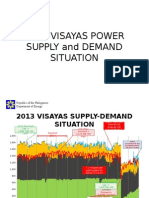
- 2013 Visayas Power Supply and Demand Situation: Republic of The Philippines Department of EnergyDocument10 pages2013 Visayas Power Supply and Demand Situation: Republic of The Philippines Department of EnergyJannet MalezaNo ratings yet
- Environmental Assessment Template Group MembersDocument4 pagesEnvironmental Assessment Template Group MembersPaula NguyenNo ratings yet
- Chap. 7 - Flexible Budgeting - Direct Costs VariancesDocument19 pagesChap. 7 - Flexible Budgeting - Direct Costs Variancesrprasad05No ratings yet
- PepsiCo Shopping ListDocument1 pagePepsiCo Shopping ListPriyesh V RameshNo ratings yet
- Engagements To Review Financial Statements PSRE 2400Document13 pagesEngagements To Review Financial Statements PSRE 2400ChristineThereseBrazulaNo ratings yet
- Idea Bridge - 100 Success Plan For Crisis Recovery & New CeoDocument6 pagesIdea Bridge - 100 Success Plan For Crisis Recovery & New CeoJairo H Pinzón CastroNo ratings yet