You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Session5 Automotive PackagingDocument72 pagesSession5 Automotive PackagingShivprasad Savadatti100% (1)
- Blockchain Unconfirmed Transaction Hack Script Docx PDF FreeDocument2 pagesBlockchain Unconfirmed Transaction Hack Script Docx PDF FreeHealing Relaxing Sleep Music100% (1)
- Seguridad Electrica 4Document28 pagesSeguridad Electrica 4salo081018No ratings yet
- Notes On Cronbach's AlphaDocument10 pagesNotes On Cronbach's AlphaSyed Umar Shirazi Hashmi100% (1)
- UI5 TrainingDocument110 pagesUI5 TrainingShailesh KumarNo ratings yet
- Structural Geology From Barmer Basin (India)Document12 pagesStructural Geology From Barmer Basin (India)Sankhajit SahaNo ratings yet
- Quantitative Reasoning: Factors, HCF & LCM, FactorialsDocument2 pagesQuantitative Reasoning: Factors, HCF & LCM, FactorialsNaman JainNo ratings yet
- Inverse Laplace Transformation Ex 11 2 Umer Asghar MethodDocument34 pagesInverse Laplace Transformation Ex 11 2 Umer Asghar MethodSikandar Khan100% (1)
- Tapered Vector Spiral in InkscapeDocument5 pagesTapered Vector Spiral in InkscapejeanNo ratings yet
- Midterm Exam Shuffled BasisDocument5 pagesMidterm Exam Shuffled BasisJohnNo ratings yet
- Schottky DiodeDocument5 pagesSchottky Diodeilg1No ratings yet
- Primary-Side Regulation PWM Power Switch General Description FeaturesDocument10 pagesPrimary-Side Regulation PWM Power Switch General Description FeaturespopoNo ratings yet
- ContentServer PDFDocument16 pagesContentServer PDFdaniel leon marinNo ratings yet
- NMNR5104 Research MethodologyDocument2 pagesNMNR5104 Research MethodologynadiaNo ratings yet
- AP+Bio 013+Photosynthesis++Respiration+Worksheet WLDocument2 pagesAP+Bio 013+Photosynthesis++Respiration+Worksheet WLVincent SuarezNo ratings yet
- Module 3 - Data and Database ManagementDocument11 pagesModule 3 - Data and Database ManagementDarrilyn VillalunaNo ratings yet
- Messenger No69Document72 pagesMessenger No69European Southern ObservatoryNo ratings yet
- 1 11 S Kinetics StudentVersionDocument14 pages1 11 S Kinetics StudentVersionMuhammad ilhamNo ratings yet
- Quiz 3Document4 pagesQuiz 3dEEP THE hELPERNo ratings yet
- (Advanced Techniques For 4G Systems) : Name: Alaa Ashraf Abdelmoneim Elagrody Sec: 1 ID:1Document11 pages(Advanced Techniques For 4G Systems) : Name: Alaa Ashraf Abdelmoneim Elagrody Sec: 1 ID:1alaa elagrodiNo ratings yet
- NORSOK M-601 Annex C Weld Inspection GuideDocument1 pageNORSOK M-601 Annex C Weld Inspection Guidehalim abas100% (1)
- Dome Enclosure: MoellerDocument3 pagesDome Enclosure: MoellerLjubomir VasicNo ratings yet
- FGS80HAS 100 V 50-60 HZ 1Document3 pagesFGS80HAS 100 V 50-60 HZ 1Tomas GuaiquireNo ratings yet
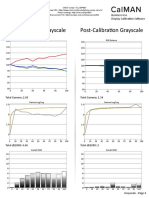
- TCL 55P607 CNET Review Calibration ResultsDocument3 pagesTCL 55P607 CNET Review Calibration ResultsDavid KatzmaierNo ratings yet
- Straight Line MotionDocument12 pagesStraight Line MotionMZWAANo ratings yet
- Essay #1 - Second DraftDocument6 pagesEssay #1 - Second DraftHayden NganNo ratings yet
- Hydraulic Filter ReportDocument6 pagesHydraulic Filter ReportSandrock_01sr2No ratings yet
- S4M Service ManualDocument522 pagesS4M Service ManualRafał Krzysztof Kowalski100% (1)
- If This Paper Were in Chinese, Would Chinese People Understand the Title? An Exploration of Whorfian Claims About the Chinese Language If This Paper Were in Chinese, Would Chinese People Understand the Title? An Exploration of Whorfian Claims About the Chinese Language If This PaperDocument69 pagesIf This Paper Were in Chinese, Would Chinese People Understand the Title? An Exploration of Whorfian Claims About the Chinese Language If This Paper Were in Chinese, Would Chinese People Understand the Title? An Exploration of Whorfian Claims About the Chinese Language If This PaperDavid MoserNo ratings yet
- Coreldraw 12 Hotkeys - Keyboard ShortcutsDocument6 pagesCoreldraw 12 Hotkeys - Keyboard ShortcutsRais AhmadNo ratings yet