You might also like
- Cutter GuideDocument1 pageCutter GuideCarlos RamirezNo ratings yet
- 13 Solid Carbide Milling CuttersDocument309 pages13 Solid Carbide Milling CuttersManu GimenezNo ratings yet
- Die Cutting TolerancesDocument4 pagesDie Cutting TolerancesNeil LeonNo ratings yet
- Standard Milling Grade DescriptionsDocument3 pagesStandard Milling Grade DescriptionssisosamNo ratings yet
- Amity University Rajasthan: " Rico Auto Industries PVT Ltd. "Document21 pagesAmity University Rajasthan: " Rico Auto Industries PVT Ltd. "Aman SinhaNo ratings yet
- ME2207 Lab ManualDocument45 pagesME2207 Lab ManualchristadcrNo ratings yet
- Technology Ii: Industrial EngineeringDocument23 pagesTechnology Ii: Industrial EngineeringSergio Daniel Humberto Acosta SantosNo ratings yet
- Cutting ToolsDocument25 pagesCutting ToolsjaiswalsiddharthNo ratings yet
- Electrical Equipment DataDocument12 pagesElectrical Equipment DatamuhammadfurQanmirzaNo ratings yet
- Type MaterialDocument31 pagesType MaterialChristopherGunawanNo ratings yet
- TE415 Machine Tool Probe CalibrationDocument6 pagesTE415 Machine Tool Probe CalibrationLjubo ObleščakNo ratings yet
- Procedures For Stud WeldignDocument4 pagesProcedures For Stud WeldignJulius KulvinskasNo ratings yet
- 2 Catia SketcherDocument171 pages2 Catia Sketcherkishore99939100% (1)
- Heidenhain Device DriverDocument12 pagesHeidenhain Device DriverMartinNo ratings yet
- Sinumerik OPC DA Device DriverDocument8 pagesSinumerik OPC DA Device DriverMartinNo ratings yet
- Sheet Metal Best PracticesDocument11 pagesSheet Metal Best PracticesAng Tiong WeeNo ratings yet
- Full-Automatic Wafer Cone Making Machine Detail Data SheetDocument4 pagesFull-Automatic Wafer Cone Making Machine Detail Data SheetSaffih KheireddineNo ratings yet
- End Mill Training Website PDFDocument64 pagesEnd Mill Training Website PDFDejan Jovanovic100% (1)
- Sheet Metal Fabrication Stock ListDocument11 pagesSheet Metal Fabrication Stock ListElectro Motion UK (Export) LtdNo ratings yet
- Tool Length SettingDocument2 pagesTool Length Settingkavadarci14No ratings yet
- Dies1 2Document23 pagesDies1 2Ajay BabuNo ratings yet
- Unit 2 - Drilling 29Document41 pagesUnit 2 - Drilling 29normanjames966No ratings yet
- Press Working Operations - Sheet MetalDocument16 pagesPress Working Operations - Sheet MetalIrwan Rony100% (2)
- Facts About ForgingDocument7 pagesFacts About ForgingRikhil YalamanchiNo ratings yet
- How-To Install PowerDesigner 16.5 V1.2Document21 pagesHow-To Install PowerDesigner 16.5 V1.2michaelbradfield2No ratings yet
- 206B-FF Flange Facer ManualDocument22 pages206B-FF Flange Facer ManualKmelt39No ratings yet
- JFE CatalogueDocument41 pagesJFE CatalogueHerman_ms2000No ratings yet
- VC450 750 EnglishDocument31 pagesVC450 750 EnglishDragan PerovicNo ratings yet
- CNC Programming G CodeDocument1 pageCNC Programming G CodeMohd Ali AbimansorNo ratings yet
- Milling OperationsDocument4 pagesMilling Operationsinboxsweets100% (1)
- Silent Tools: Productivity With Slender ToolsDocument12 pagesSilent Tools: Productivity With Slender Toolsxmen norNo ratings yet
- Idcap DDocument2 pagesIdcap Dmega87_2000No ratings yet
- User Manual ATC-1000Document5 pagesUser Manual ATC-1000iamdausNo ratings yet
- Special G Codes of CNC ProgrammingDocument14 pagesSpecial G Codes of CNC ProgrammingSimon Risteski100% (1)
- Workpiece and tool measurement with TS and TT touch probesDocument4 pagesWorkpiece and tool measurement with TS and TT touch probesemo_waggyNo ratings yet
- Milling Report SampleDocument3 pagesMilling Report SampleAmanda LamNo ratings yet
- Report Sheet Metal Blanking 1hhDocument28 pagesReport Sheet Metal Blanking 1hhDino DanielNo ratings yet
- Drilling ExamplesDocument7 pagesDrilling ExamplesAdept Titu EkiNo ratings yet
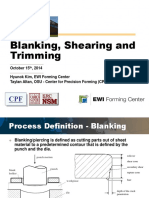
- TOPIC 7 Blanking Sheating and TrimmingDocument19 pagesTOPIC 7 Blanking Sheating and TrimmingmouliNo ratings yet
- 96 14saDocument233 pages96 14saiomerko100% (1)
- Process Safety Events-2011 & 2012 DataDocument28 pagesProcess Safety Events-2011 & 2012 DataRichard BaileyNo ratings yet
- s6 Machining Operations-1Document94 pagess6 Machining Operations-1Libin AbrahamNo ratings yet
- Investigation and Analysis of Cold Shut Casting Defect ReductionDocument3 pagesInvestigation and Analysis of Cold Shut Casting Defect Reductionvivek1312No ratings yet
- Roller Cone Bit Geometry Design FactorsDocument7 pagesRoller Cone Bit Geometry Design FactorsZ Babar KhanNo ratings yet
- 2 Inflow PerformanceDocument36 pages2 Inflow PerformanceIksan Adityo MulyoNo ratings yet
- TOGU BrochureDocument4 pagesTOGU Brochureisaias_pm92No ratings yet
- MP SheetMetal PDFDocument48 pagesMP SheetMetal PDFNhan LeNo ratings yet
- Sheet Metal Forming PDFDocument8 pagesSheet Metal Forming PDFAlpha WolfNo ratings yet
- Centrum &magnum C-3000Document12 pagesCentrum &magnum C-3000ศูนย์เครื่องจักรบางบอนโดยวงศ์ธนาวุฒิNo ratings yet
- Machinetools 6Document40 pagesMachinetools 6Archit GyaneshwarNo ratings yet
- Different Drill Bits Used in Drilling OperationsDocument31 pagesDifferent Drill Bits Used in Drilling OperationsPeterMarkNo ratings yet
- Bearing Types Explained: Antifriction Bearings vs Fluid Film BearingsDocument8 pagesBearing Types Explained: Antifriction Bearings vs Fluid Film BearingsBilher SihombingNo ratings yet
- Production Technology-I Unit No. 1: Cutting ToolDocument15 pagesProduction Technology-I Unit No. 1: Cutting ToolPankaj ChhabraNo ratings yet
- Mt1 Unit 4 NotesDocument11 pagesMt1 Unit 4 Notesvelavansu100% (1)
- Appendix A - Tolerances For Impression DieDocument21 pagesAppendix A - Tolerances For Impression Diekkozak99No ratings yet
- QPQ (Salt Bath Ferritic Nitrocarburizing 5898 - BNA Melonite Rev 1 - 0Document2 pagesQPQ (Salt Bath Ferritic Nitrocarburizing 5898 - BNA Melonite Rev 1 - 0Mark JohnsonNo ratings yet
- Milling Process02Document83 pagesMilling Process02Ben AhmedNo ratings yet
- Recommendation Letter Sam Simon YuenDocument1 pageRecommendation Letter Sam Simon Yuenapi-328800450No ratings yet
- Titanio y AleacionesDocument7 pagesTitanio y AleacionesMarioNo ratings yet
- SeminarDocument17 pagesSeminarRisvin RafeequeNo ratings yet
- REF PPT SoftwareDocument2 pagesREF PPT SoftwaremkozinNo ratings yet
- Paper 5Document8 pagesPaper 5mkozinNo ratings yet
- The Asian Size Exeter Femoral Stem FractureDocument4 pagesThe Asian Size Exeter Femoral Stem FracturemkozinNo ratings yet
- REF PPT SoftwareDocument2 pagesREF PPT SoftwaremkozinNo ratings yet
- BMA 23817 Amaliya Rasyida PDFDocument1 pageBMA 23817 Amaliya Rasyida PDFmkozinNo ratings yet
- Paper 10Document8 pagesPaper 10mkozinNo ratings yet
- PHASE MIXTURE DETECTION BY FUZZY CLUSTERING OF X-RAY DATADocument1 pagePHASE MIXTURE DETECTION BY FUZZY CLUSTERING OF X-RAY DATAmkozinNo ratings yet
- 1 s2.0 S1350630717302698 MainDocument8 pages1 s2.0 S1350630717302698 MainmkozinNo ratings yet
- 1 s2.0 S135063071630588X MainDocument11 pages1 s2.0 S135063071630588X MainmkozinNo ratings yet
- BMA 10476 Untung Ari WDocument8 pagesBMA 10476 Untung Ari WmkozinNo ratings yet
- Full Pattern Cluster Poster PDFDocument1 pageFull Pattern Cluster Poster PDFmkozinNo ratings yet
- BMA 31717 Yuli SetyoriniDocument4 pagesBMA 31717 Yuli SetyorinimkozinNo ratings yet
- Full Pattern Cluster Poster PDFDocument1 pageFull Pattern Cluster Poster PDFmkozinNo ratings yet
- BMA 34665 Maghfira FauziaDocument6 pagesBMA 34665 Maghfira FauziamkozinNo ratings yet
- BMA 10476 Untung Ari WDocument8 pagesBMA 10476 Untung Ari WmkozinNo ratings yet
- THE Effects of Honey (Apis Dorsata) Supplements On Increased Bone Strength in Ovariectomized Rat As Animal Model of OsteoporosisDocument1 pageTHE Effects of Honey (Apis Dorsata) Supplements On Increased Bone Strength in Ovariectomized Rat As Animal Model of OsteoporosismkozinNo ratings yet
- BMA 68376 RomarioDocument7 pagesBMA 68376 RomariomkozinNo ratings yet
- BMA 18318 Fauzi DewantaraDocument8 pagesBMA 18318 Fauzi DewantaramkozinNo ratings yet
- BMA 34503 Angga Bahrul Alam (Ferdi)Document5 pagesBMA 34503 Angga Bahrul Alam (Ferdi)mkozinNo ratings yet
- BMA 34667 HandokoDocument6 pagesBMA 34667 HandokomkozinNo ratings yet
- EM 18277 KurniawanDocument9 pagesEM 18277 KurniawanmkozinNo ratings yet
- BMA 23817 Amaliya RasyidaDocument1 pageBMA 23817 Amaliya RasyidamkozinNo ratings yet
- BMA 71071 Agung PurniawanDocument1 pageBMA 71071 Agung PurniawanmkozinNo ratings yet
- SHA/Shellac/Sugar Bone Filler Material CharacterizationDocument6 pagesSHA/Shellac/Sugar Bone Filler Material CharacterizationmkozinNo ratings yet
- Characterization of PLA/Bovine Bone Composite As A Candidate Material For Artificial BoneDocument9 pagesCharacterization of PLA/Bovine Bone Composite As A Candidate Material For Artificial BonemkozinNo ratings yet
- BMA 18318 Fauzi DewantaraDocument8 pagesBMA 18318 Fauzi DewantaramkozinNo ratings yet
- Effect of Deposition Time of Sputtering Ag-Cu Thin Film On Mechanical and Antimicrobial PropertiesDocument6 pagesEffect of Deposition Time of Sputtering Ag-Cu Thin Film On Mechanical and Antimicrobial PropertiesmkozinNo ratings yet
- Effect of Deposition Time of Sputtering Ag-Cu Thin Film On Mechanical and Antimicrobial PropertiesDocument6 pagesEffect of Deposition Time of Sputtering Ag-Cu Thin Film On Mechanical and Antimicrobial PropertiesmkozinNo ratings yet
- BMA 03867 Aprilia EryaniDocument8 pagesBMA 03867 Aprilia EryanimkozinNo ratings yet
- Dear Customer ServiceDocument1 pageDear Customer ServicemkozinNo ratings yet
- Power Tool Switches: Catalog 1308650 Issued 1-01Document18 pagesPower Tool Switches: Catalog 1308650 Issued 1-01Gamal AhmadNo ratings yet
- Ball MillsDocument8 pagesBall MillsBoy Alfredo PangaribuanNo ratings yet
- Universal CNC Turning Center Maxxturn 65 G2Document13 pagesUniversal CNC Turning Center Maxxturn 65 G2Vũ LêNo ratings yet
- Purushothaman.V Head-Technical 9500118390: Kind Attn: Ln. RDocument9 pagesPurushothaman.V Head-Technical 9500118390: Kind Attn: Ln. RsramkmNo ratings yet
- Vacuum Chill BlockDocument2 pagesVacuum Chill BlockAditheya Varthan MNo ratings yet
- 2020 Can Am Off Road - Apache Track Kits Leaflet - enDocument7 pages2020 Can Am Off Road - Apache Track Kits Leaflet - enNicolas VillamayorNo ratings yet
- Argelith Lieferprogramm GBDocument24 pagesArgelith Lieferprogramm GBmutyokaNo ratings yet
- Strategic Supply Chain Management and LogisticsDocument16 pagesStrategic Supply Chain Management and LogisticsNalaka Manawadu67% (3)
- Sheds Direct Ireland's Wooden BrochureDocument12 pagesSheds Direct Ireland's Wooden BrochureVictor Celestino Montañez CarranzaNo ratings yet
- CP 05 - Determine The Young S Modulus of A MaterialDocument2 pagesCP 05 - Determine The Young S Modulus of A MaterialABBIE ROSENo ratings yet
- BlowersDocument58 pagesBlowersmahmad61100% (1)
- Linthwaite: Conservatio N AreaDocument26 pagesLinthwaite: Conservatio N Areabill baileyNo ratings yet
- Safety ValvesDocument11 pagesSafety Valvesravindra_jivaniNo ratings yet
- Infiltration Ventilation LeakageDocument42 pagesInfiltration Ventilation LeakageBulut YildizNo ratings yet
- CNA09016 SGDocument8 pagesCNA09016 SGSatyarth SampathNo ratings yet
- Core 3Document2 pagesCore 3RidhiNo ratings yet
- Genesis of Spalling in Tandem Mill Work-RollsDocument9 pagesGenesis of Spalling in Tandem Mill Work-Rolls54321qazNo ratings yet
- Why and Wherefores of Power System BlackoutsDocument6 pagesWhy and Wherefores of Power System BlackoutsmentongNo ratings yet
- The Properties of WaterDocument6 pagesThe Properties of WaterannisyaNo ratings yet
- Biological ExerciseDocument6 pagesBiological ExerciseTanmoy BasakNo ratings yet
- Gas Sensors: Jiturvi Chokshi ENPM-808BDocument27 pagesGas Sensors: Jiturvi Chokshi ENPM-808Banon_44955929No ratings yet
- Freezing pipes-FPSDocument2 pagesFreezing pipes-FPSBinu SulochananNo ratings yet
- GM300 SMDocument46 pagesGM300 SMSrboljub Milosavljevic100% (1)
- Electrostatic and Electromagnetic Forces: Electronic Address: Tim - Henley@mail - Utoronto.caDocument9 pagesElectrostatic and Electromagnetic Forces: Electronic Address: Tim - Henley@mail - Utoronto.caTimothy Murray HenleyNo ratings yet
- Reliance Jio Industry AnalysisDocument45 pagesReliance Jio Industry AnalysisBhavya BhartiNo ratings yet
- The History of PumpsDocument8 pagesThe History of Pumpsdhanu_aquaNo ratings yet
- Capacitor Banks - Schedules FILLEDDocument11 pagesCapacitor Banks - Schedules FILLEDyahyaNo ratings yet
- E380b PDFDocument12 pagesE380b PDFanaNo ratings yet
- Flyer M 10id 12 ENDocument2 pagesFlyer M 10id 12 ENTrevor SalazarNo ratings yet
- QlassicDocument31 pagesQlassicQila HusinNo ratings yet