You might also like
- MT4W - Manual PortuguêsDocument1 pageMT4W - Manual Portuguêsandersonalves_cruzNo ratings yet
- Sousa Jorge Pedro Elementos Teoria Pequisa Comunicacao Media PDFDocument823 pagesSousa Jorge Pedro Elementos Teoria Pequisa Comunicacao Media PDFleiaalberti50% (2)
- NaturaDocument108 pagesNaturaAndré Tomé0% (1)
- Modelo Comprovante de ResidenciaDocument4 pagesModelo Comprovante de ResidenciaGabriel Andreatta0% (1)
- 3995 Apostila de Solidworks (Autocad)Document47 pages3995 Apostila de Solidworks (Autocad)ThIaGoM100% (17)
- Introdução A Tecnologia CAMDocument53 pagesIntrodução A Tecnologia CAMJosias SantosNo ratings yet
- Apostila CAMDocument43 pagesApostila CAMMarcio Costa RosaNo ratings yet
- Dicas Solid PDFDocument308 pagesDicas Solid PDFAndressa WasserbergNo ratings yet
- Apostila Solid Works Apost Corre - o 2.3Document120 pagesApostila Solid Works Apost Corre - o 2.3luisbottonNo ratings yet
- 9-Estratégia de ProduçãoDocument20 pages9-Estratégia de Produçãoandersonalves_cruzNo ratings yet
- Comandos Eletricos DiagramasDocument45 pagesComandos Eletricos Diagramasandersonalves_cruzNo ratings yet
- Desenho 2 RevisaoDocument1 pageDesenho 2 Revisaoandersonalves_cruzNo ratings yet
- ElipseE3 v3.2Document198 pagesElipseE3 v3.2Wilson Silva SousaNo ratings yet
- 03 Sistemas Supervisorios RDPDocument47 pages03 Sistemas Supervisorios RDPandersonalves_cruzNo ratings yet
- 02 Sistemas - SupervisoriosDocument52 pages02 Sistemas - Supervisoriosandersonalves_cruz100% (1)
- Apostila CATIA V5Document35 pagesApostila CATIA V5brunomaimoneNo ratings yet
- Apostila - Sistemas Supervisórios e SDCD - Senai-MGDocument103 pagesApostila - Sistemas Supervisórios e SDCD - Senai-MGcmgobboNo ratings yet
- Apostila CNCDocument141 pagesApostila CNCAnderson Pereira100% (2)
- Apostila CNCDocument141 pagesApostila CNCAnderson Pereira100% (2)
- CLP para IniciantesDocument25 pagesCLP para Iniciantesandersonalves_cruzNo ratings yet
- APMDocument78 pagesAPMLCAFRJNo ratings yet
- Apostila InventorDocument32 pagesApostila InventorJulierme CardosoNo ratings yet
- APMDocument78 pagesAPMLCAFRJNo ratings yet
- AutoCAD 2010 - AtualizaçãoDocument181 pagesAutoCAD 2010 - AtualizaçãoMaria Clara de Albuquerque100% (1)
- Tabela DimencionamentoDocument16 pagesTabela Dimencionamentodanillonica1No ratings yet
- Visao Geral Sap Parte 1Document60 pagesVisao Geral Sap Parte 1andersonalves_cruzNo ratings yet
- Apostila - Controladores Logicos Programaveis PDFDocument11 pagesApostila - Controladores Logicos Programaveis PDFmarcos_lopes71No ratings yet
- CLP SoftwareDocument19 pagesCLP Softwareandersonalves_cruzNo ratings yet
- Apostila Automação IndustrialDocument73 pagesApostila Automação IndustrialCristiano99% (193)
- Apo CLPsDocument40 pagesApo CLPsAlthoffmannNo ratings yet
- Programa o LADDER - Micro Control Adores Microchip PICDocument9 pagesPrograma o LADDER - Micro Control Adores Microchip PIChmprique10No ratings yet
- Eletricidade, Magnetismo e Física Moderna - Teoria e ExerciciosDocument227 pagesEletricidade, Magnetismo e Física Moderna - Teoria e ExerciciosMichelle100% (4)
- Aprendizagem Activa Na Criança Com Multideficiencia - Guia para Educadores - de Clarisse NunesDocument140 pagesAprendizagem Activa Na Criança Com Multideficiencia - Guia para Educadores - de Clarisse NunesDaniela FernandesNo ratings yet
- 9 - Escoamentos Variáveis Sob PressãoDocument27 pages9 - Escoamentos Variáveis Sob PressãoWanda FranciscoNo ratings yet
- Google Ads LocflexDocument1 pageGoogle Ads LocflexCasanova DigitalNo ratings yet
- Manual Do Zimbra DesktopDocument8 pagesManual Do Zimbra DesktopAnderson LuizNo ratings yet
- Injeção Eletrônica de MotosDocument9 pagesInjeção Eletrônica de MotosGerardo Espinola CardozoNo ratings yet
- Artigo Original: Revista Saber Acadêmico #21 / Issn 1980-5950 - BARRETO, S. S, 2016Document9 pagesArtigo Original: Revista Saber Acadêmico #21 / Issn 1980-5950 - BARRETO, S. S, 2016Joél CarlosNo ratings yet
- EsquemasDocument12 pagesEsquemasJoao Victor Vargas RosaNo ratings yet
- Normas e Procedimentos para A Realização de Eventos e Concertos Na Sala São PauloDocument21 pagesNormas e Procedimentos para A Realização de Eventos e Concertos Na Sala São PauloLetícia VenancioNo ratings yet
- APCER Apresentação SGIDI InescDocument60 pagesAPCER Apresentação SGIDI InescJorge MendesNo ratings yet
- Princípios Físicos Hidráulica Industrial.Document20 pagesPrincípios Físicos Hidráulica Industrial.Alberto Jorge DariusNo ratings yet
- Direito Do TrabalhoDocument160 pagesDireito Do TrabalhoWellington Elias MirasserNo ratings yet
- Como Calcular Volume de Concreto para Lajes - Passo A Passo115204Document14 pagesComo Calcular Volume de Concreto para Lajes - Passo A Passo115204Douglas PóvoasNo ratings yet
- Como Instalar o Windows 7 e 8 em Modo UEFIDocument10 pagesComo Instalar o Windows 7 e 8 em Modo UEFIJeferson GonçalvesNo ratings yet
- TK NX-240-340 Catalogo PortuguesDocument2 pagesTK NX-240-340 Catalogo PortuguesWylltonMacielCoelhoNo ratings yet
- Manual Motor CAT 3176Document4 pagesManual Motor CAT 3176HenriqueNo ratings yet
- Flavio 31Document5 pagesFlavio 31Flavio VieiraNo ratings yet
- Laudo EngenhariaDocument139 pagesLaudo EngenhariaAnna CarolineNo ratings yet
- Pack de Presets para Lightroom by Caroline LinsDocument6 pagesPack de Presets para Lightroom by Caroline LinsLavinia FerreiraNo ratings yet
- Aplicação Da Engenharia de Métodos em Uma Empresa de Panificação e ConfeitariaDocument14 pagesAplicação Da Engenharia de Métodos em Uma Empresa de Panificação e ConfeitariaThiago TamachiroNo ratings yet
- Planilha Plano Marketing 4ps KotlerDocument16 pagesPlanilha Plano Marketing 4ps KotlerWilliam AngoneseNo ratings yet
- Revisão S - 6X4 - Off Road Scania 540 XTDocument5 pagesRevisão S - 6X4 - Off Road Scania 540 XTrodolfo rodriges'No ratings yet
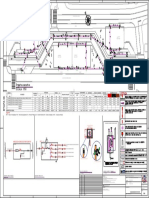
- 34 - I.P Três Lagoas - Área 06 - R04 - 01-02Document1 page34 - I.P Três Lagoas - Área 06 - R04 - 01-02Marcelo Mazutti ToniniNo ratings yet
- LimpopoCorredor Agroindustrial PortuguesDocument246 pagesLimpopoCorredor Agroindustrial PortuguesMitic Clemente NhatsaveNo ratings yet
- Manual Trabalho de Conclusao de Curso - TCC PDFDocument124 pagesManual Trabalho de Conclusao de Curso - TCC PDFJulio LealNo ratings yet
- Caso MesblaDocument22 pagesCaso MesblaMayara Gomes BragaNo ratings yet
- Aula 06 - Retificadores Monofasicos ControladosDocument43 pagesAula 06 - Retificadores Monofasicos ControladosJhonatha BernardoNo ratings yet
- A Gestão Da Qualidade e Sua Importância em Projetos - IetecDocument4 pagesA Gestão Da Qualidade e Sua Importância em Projetos - IetecRhayanneSilvaNo ratings yet