You might also like
- Frases de JoyceMeyerDocument15 pagesFrases de JoyceMeyerLetícia Saraiva100% (3)
- PRO COM 001 - Procedimento de Compras e Avaliação de Fornecedores Rev 9Document6 pagesPRO COM 001 - Procedimento de Compras e Avaliação de Fornecedores Rev 9Eduardo SolerNo ratings yet
- Comunicação interna alimentíciaDocument69 pagesComunicação interna alimentíciaJosy CamucceNo ratings yet
- Plano de Cargos e SaláriosDocument10 pagesPlano de Cargos e SaláriosPedroC2010No ratings yet
- Jogos de HerançaDocument342 pagesJogos de HerançaDébora Florencio De Souza100% (4)
- Elaboração de Procedimentos Operacionais PadrãoDocument8 pagesElaboração de Procedimentos Operacionais PadrãoGreycielle SimoesNo ratings yet
- Gestão da Qualidade ISO 9001Document16 pagesGestão da Qualidade ISO 9001Lucas VenturaNo ratings yet
- Plano Anual de Treinamento4Document1 pagePlano Anual de Treinamento4Rosane Marques da RosaNo ratings yet
- Liderança No SupermercadoDocument2 pagesLiderança No Supermercadoandrea marinNo ratings yet
- Check-List para 7 Grandes DesperdíciosDocument8 pagesCheck-List para 7 Grandes DesperdíciosGuilherme SanfordNo ratings yet
- TreinamentosDocument4 pagesTreinamentosSilvana Furquim100% (1)
- Relatório auditoria interna planilhaDocument5 pagesRelatório auditoria interna planilhaJanainaFlaviaSalesNo ratings yet
- Plano anual de treinamento da empresa atéDocument2 pagesPlano anual de treinamento da empresa atéEduarda SantosNo ratings yet
- Cronograma de Implantação 5S GRUPO SEMILDocument2 pagesCronograma de Implantação 5S GRUPO SEMILBruna Pereira Goveia100% (1)
- SGQ Relatório Processo RHDocument15 pagesSGQ Relatório Processo RHSchioppa Rodas e Rodízios100% (1)
- Politica de Avaliacao de Desempenho Sistema Industria Minuta V5Document8 pagesPolitica de Avaliacao de Desempenho Sistema Industria Minuta V5rjannuzziNo ratings yet
- Sdpo - Pilar Gest o - Regulamento - 5SDocument16 pagesSdpo - Pilar Gest o - Regulamento - 5SDinoiteNo ratings yet
- Pop SGQ XXX Pós VendaDocument5 pagesPop SGQ XXX Pós VendaMario Alexandre GomesNo ratings yet
- Seleção e Treinamento - Rev.14Document10 pagesSeleção e Treinamento - Rev.14Flávio LeiteNo ratings yet
- Analise Critica Do Sistema de Gestao Da QualidadeDocument7 pagesAnalise Critica Do Sistema de Gestao Da QualidadeNei GalterNo ratings yet
- O Inferno de Dante e A Simbologia Do Sétimo CírculoDocument13 pagesO Inferno de Dante e A Simbologia Do Sétimo CírculoMarlon de Souza100% (1)
- Pesquisa de Satisfação do ClienteDocument11 pagesPesquisa de Satisfação do ClienteRosane Marques da RosaNo ratings yet
- Catalogo de Materiais SBS-EP ES SB Rev 3 PDFDocument567 pagesCatalogo de Materiais SBS-EP ES SB Rev 3 PDFAlexandre FreitasNo ratings yet
- Processo Recrutamento SeleçãoDocument4 pagesProcesso Recrutamento SeleçãoSuellen FerreiraNo ratings yet
- Gerenciamento rotinaDocument10 pagesGerenciamento rotinaJean DazziNo ratings yet
- Análise crítica do sistema de gestão com foco em indicadores e melhoria contínuaDocument12 pagesAnálise crítica do sistema de gestão com foco em indicadores e melhoria contínuaRicardo MenezesNo ratings yet
- Manual de Descricao de Cargos Dos SupermercadosDocument54 pagesManual de Descricao de Cargos Dos SupermercadosflavialaminNo ratings yet
- Pop Uniforme de TrabalhoDocument3 pagesPop Uniforme de TrabalhoAna LuizaNo ratings yet
- MASP. Metodologia de Análise e Solução de ProblemasDocument53 pagesMASP. Metodologia de Análise e Solução de ProblemasjosianeNo ratings yet
- PR 100Document10 pagesPR 100Ana AnaNo ratings yet
- Controle de Instrumentos e Equipamentos de MedidaDocument15 pagesControle de Instrumentos e Equipamentos de Medidacarlos140886No ratings yet
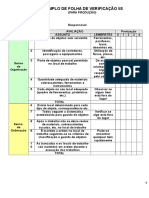
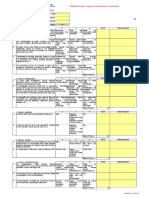
- Exemplo de Folha de Verificação para A ProduçãoDocument3 pagesExemplo de Folha de Verificação para A ProduçãoMarcos100% (2)
- Questionrio - Descrio de CargosDocument9 pagesQuestionrio - Descrio de CargosDieinny Mel DecNo ratings yet
- Implementação 5S hospitalDocument25 pagesImplementação 5S hospitalVanessa Pereira NevesNo ratings yet
- 2011 Etapas Necessarias Implantacao Sistema Gestao IntegradoDocument11 pages2011 Etapas Necessarias Implantacao Sistema Gestao IntegradoEricles Dias Moraes FilhoNo ratings yet
- Gerenciamento de Unidade de Atenção DomiciliarDocument3 pagesGerenciamento de Unidade de Atenção DomiciliarFernanda LimaNo ratings yet
- Procedimento Operacional Padrão PDFDocument9 pagesProcedimento Operacional Padrão PDFPedro MaxsuelNo ratings yet
- Avaliação de Eficácia CursoDocument1 pageAvaliação de Eficácia CursoAna CarolinaNo ratings yet
- Etapas Necessárias para A Implantação de Um Sistema de Gestão Integrado PDFDocument13 pagesEtapas Necessárias para A Implantação de Um Sistema de Gestão Integrado PDFElton AvsonNo ratings yet
- Checklist e Aprovação de PeçasDocument1 pageChecklist e Aprovação de PeçasVinne SalesNo ratings yet
- O Método de Rorschach: conceitos gerais e aplicaçãoDocument3 pagesO Método de Rorschach: conceitos gerais e aplicaçãowillianpereirasilvaNo ratings yet
- ISO 9001 Audit ChecklistDocument3 pagesISO 9001 Audit ChecklistCarla OliveiraNo ratings yet
- Manual SGQ ToledoDocument14 pagesManual SGQ ToledoGildo Dos Santos Cassimiro Jr.No ratings yet
- Man SGQ 001 Manual Da QualidadeDocument46 pagesMan SGQ 001 Manual Da QualidadeArturNo ratings yet
- Gerente Compras ComércioDocument2 pagesGerente Compras ComérciomagcavalNo ratings yet
- Declaração de ComparecimentoDocument1 pageDeclaração de ComparecimentoPatrick LucasNo ratings yet
- 5s Questionario de AuditoriaDocument4 pages5s Questionario de AuditoriaEraldo JuniorNo ratings yet
- ControleAbsenteísmoDocument10 pagesControleAbsenteísmoAna MonteiroNo ratings yet
- TreinamentoDocument25 pagesTreinamentojanicebmNo ratings yet
- Processos industriais: fluxogramas, organogramas e diagramasDocument4 pagesProcessos industriais: fluxogramas, organogramas e diagramascintiabazana100% (2)
- Feedback de Confirmação de CandidaturaDocument3 pagesFeedback de Confirmação de CandidaturaCharlotteNo ratings yet
- MODELO Formulario de Requisicao de Pessoal Estagiario INFRADocument10 pagesMODELO Formulario de Requisicao de Pessoal Estagiario INFRAA28No ratings yet
- Comitê 5S origem e conceitosDocument20 pagesComitê 5S origem e conceitosrenata damascenoNo ratings yet
- Manual Gestao IntegradaDocument30 pagesManual Gestao Integradagiovani menonNo ratings yet
- Curso de Tratamento de Não - Conformidades, Reclamação de Clientes, Ações Corretivas e PreventivasDocument2 pagesCurso de Tratamento de Não - Conformidades, Reclamação de Clientes, Ações Corretivas e PreventivasKzero ConsultoriaNo ratings yet
- Gerenciamento da rotina: arrumando a casa para melhores resultadosDocument10 pagesGerenciamento da rotina: arrumando a casa para melhores resultadosRafael WaldrichNo ratings yet
- Aprovação de CoresDocument14 pagesAprovação de CoresPam Landi100% (1)
- Conceitos iniciais da qualidadeDocument75 pagesConceitos iniciais da qualidadeLidia Duarte100% (1)
- Ação PreventivaDocument5 pagesAção PreventivaHélio Ribeiro AlmeidaNo ratings yet
- Avaliação da eficácia do treinamentoDocument1 pageAvaliação da eficácia do treinamentorogeriosagawaNo ratings yet
- 1 - Assistente Administrativo e Financeiro IDocument7 pages1 - Assistente Administrativo e Financeiro ILuciano MartinsNo ratings yet
- Gerenciamento de riscos em produto, processo e organizaçãoDocument4 pagesGerenciamento de riscos em produto, processo e organizaçãoalekaoknowpradoNo ratings yet
- Como fazer um Plano de Ação 5W2HDocument3 pagesComo fazer um Plano de Ação 5W2Hbonte01No ratings yet
- Ciclo PdcaDocument11 pagesCiclo PdcaRAFAZITANo ratings yet
- Gestão de Projetos Na Implementação Do Ciclo PDCA para Uma Determinada Empresa Do Setor AutomobilísticoDocument10 pagesGestão de Projetos Na Implementação Do Ciclo PDCA para Uma Determinada Empresa Do Setor AutomobilísticoTamires Diniz PimentaNo ratings yet
- Instrução elaboração documentosDocument7 pagesInstrução elaboração documentosEduardo CalixtoNo ratings yet
- Usuarios de Computadores - Conselhos ErgonometricosDocument10 pagesUsuarios de Computadores - Conselhos ErgonometricosGuilherme SanfordNo ratings yet
- ABC Da Etiqueta EmpresarialDocument25 pagesABC Da Etiqueta EmpresarialAlessandra NávesNo ratings yet
- RF MargarinaxManteigaDocument17 pagesRF MargarinaxManteigaAntero GuerraNo ratings yet
- Dicas para Economia de ÁguaDocument15 pagesDicas para Economia de ÁguaGuilherme SanfordNo ratings yet
- Como Obter Sucesso Num Processo SeletivoDocument14 pagesComo Obter Sucesso Num Processo SeletivoGuilherme SanfordNo ratings yet
- A persuasão na comunicação: estratégias retóricasDocument115 pagesA persuasão na comunicação: estratégias retóricasRafael Santos LemosNo ratings yet
- Carta de RecomendacaoDocument1 pageCarta de RecomendacaoGuilherme SanfordNo ratings yet
- Artigo - Indicadores de AtividadeDocument13 pagesArtigo - Indicadores de Atividadecunhez100% (1)
- Artigo - Indicadores de AtividadeDocument13 pagesArtigo - Indicadores de Atividadecunhez100% (1)
- Calendario Escola de Empres+írios - Turma VIII - (Novo)Document1 pageCalendario Escola de Empres+írios - Turma VIII - (Novo)Guilherme SanfordNo ratings yet
- Palestra-Manejo-Sanitario OVINOSDocument61 pagesPalestra-Manejo-Sanitario OVINOSCarlos Henrique Queiroz RegoNo ratings yet
- PrescricasoDocument20 pagesPrescricasoBiancaMaschioNo ratings yet
- Anexo 6 AGSDocument1 pageAnexo 6 AGScgonzaga.rjNo ratings yet
- Atestado de Conformidade Das Instalações ElétricasDocument1 pageAtestado de Conformidade Das Instalações ElétricasFranklin MedeirosNo ratings yet
- CAPACITORES CERAMICO ApresentacaoDocument18 pagesCAPACITORES CERAMICO ApresentacaoJake douabeNo ratings yet
- Módulo II-Perícia JudicialDocument22 pagesMódulo II-Perícia JudicialRaphael Mendes Baptista leahparNo ratings yet
- Lei Municipal Nº 2.814-2012 LEI PARCELAMENTO USO E OCUPAÇÃO CRATO CEARÁDocument3 pagesLei Municipal Nº 2.814-2012 LEI PARCELAMENTO USO E OCUPAÇÃO CRATO CEARÁAlice MoraesNo ratings yet
- BucoDocument44 pagesBucoMarcos Antonio de LimaNo ratings yet
- Lei Complementar 308/2005 reestrutura RPPS do RNDocument42 pagesLei Complementar 308/2005 reestrutura RPPS do RNDenilson LopesNo ratings yet
- Estudos Do Plano Decenal de Expansão de Energia 2031Document22 pagesEstudos Do Plano Decenal de Expansão de Energia 2031Metropoles100% (1)
- Chamada Publica AGI 01 2024 Regionais Versao AtualizadaDocument16 pagesChamada Publica AGI 01 2024 Regionais Versao Atualizadavaniaaguia4No ratings yet
- Lei 12.334 estabelece política segurança barragensDocument9 pagesLei 12.334 estabelece política segurança barragensgustavo fernandessNo ratings yet
- Intro MidiDocument48 pagesIntro Midiribeiro2200% (1)
- Lição 05 - Dons de ElocuçãoDocument2 pagesLição 05 - Dons de ElocuçãoValmir Ramos - Imagine StudioNo ratings yet
- Teste 1 1P 7ºanoDocument4 pagesTeste 1 1P 7ºanoClaudio SerraNo ratings yet
- O relógio mágicoDocument3 pagesO relógio mágicoPatrícia AntunesNo ratings yet
- Profissões Das Ciências SociaisDocument2 pagesProfissões Das Ciências SociaisMaria FernandesNo ratings yet
- Root Root Manual Meeple BR 124754Document24 pagesRoot Root Manual Meeple BR 124754Maga dos CookiesNo ratings yet
- Resultado Da 1 Chamada - Complementar Segundo Ciclo 2021.1Document4 pagesResultado Da 1 Chamada - Complementar Segundo Ciclo 2021.1Neilson Nery SilvaNo ratings yet
- Questões Extras - Biologia - BernoulliDocument28 pagesQuestões Extras - Biologia - BernoullirilderNo ratings yet
- Manual TecnicasSaneamentoTratResiduosSolidosUrbanosDocument271 pagesManual TecnicasSaneamentoTratResiduosSolidosUrbanosEpiactis LdaNo ratings yet
- Volume 3 - Prática de Montagem (Montagens Eletrônicas para Quem Não É Técnico)Document148 pagesVolume 3 - Prática de Montagem (Montagens Eletrônicas para Quem Não É Técnico)Joao Pedro Assain100% (3)
- Casos Práticos Interpretação ResolvidosDocument11 pagesCasos Práticos Interpretação ResolvidosAntónio CarinhasNo ratings yet
- Testes Ortopédicos Coluna Vertebral: Anatomia Estrutural E Palpatória Prof Carolina M HerpichDocument13 pagesTestes Ortopédicos Coluna Vertebral: Anatomia Estrutural E Palpatória Prof Carolina M HerpichizabelleNo ratings yet