You might also like
- Developments in Business Simulation and Experiential Learning, Volume 26, 1999Document2 pagesDevelopments in Business Simulation and Experiential Learning, Volume 26, 1999Jose SantosNo ratings yet
- Instructor Resources: Online Learning Center (OLC)Document2 pagesInstructor Resources: Online Learning Center (OLC)Jose SantosNo ratings yet
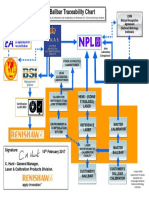
- Ballbar Traceability Chart: Signature: 15 February 2017Document1 pageBallbar Traceability Chart: Signature: 15 February 2017Jose SantosNo ratings yet
- The Process-Based Face of OrganizationsDocument58 pagesThe Process-Based Face of OrganizationsJose SantosNo ratings yet
- Sciencedirect: Leo J. de Vin, Lasse Jacobsson, Janerik Odhe Leo J. de Vin, Lasse Jacobsson, Janerik OdheDocument8 pagesSciencedirect: Leo J. de Vin, Lasse Jacobsson, Janerik Odhe Leo J. de Vin, Lasse Jacobsson, Janerik OdheJose SantosNo ratings yet
- How To Conduct A Time and Motion Study - 14 Steps (With Pictures)Document5 pagesHow To Conduct A Time and Motion Study - 14 Steps (With Pictures)Jose SantosNo ratings yet
- Motion Study - Motion AnalysisDocument2 pagesMotion Study - Motion AnalysisJose SantosNo ratings yet
- Lean Six SigmaDocument23 pagesLean Six SigmaJose SantosNo ratings yet
- Machine Safeguarding DUE DILIGENCE TRAINING With LOCK/TAG OutDocument69 pagesMachine Safeguarding DUE DILIGENCE TRAINING With LOCK/TAG OutJose SantosNo ratings yet
- Maxima en 1Document8 pagesMaxima en 1Jose SantosNo ratings yet
- Category Management Presentation by Dave PorterDocument32 pagesCategory Management Presentation by Dave PorterAlan Veeck100% (1)
- Guide - OiRA Tool Implementation and MaintenanceDocument3 pagesGuide - OiRA Tool Implementation and MaintenanceJose SantosNo ratings yet
- Implementation of A Lean Six Sigma Project in A Production LineDocument7 pagesImplementation of A Lean Six Sigma Project in A Production LineJose SantosNo ratings yet
- Level Pyramid With Text Boxes ColorDocument5 pagesLevel Pyramid With Text Boxes ColorJose SantosNo ratings yet
- Air Plane Game Exercise: - Flow, Line Balancing, KaizenDocument19 pagesAir Plane Game Exercise: - Flow, Line Balancing, KaizenJose SantosNo ratings yet
- Liftoff l1 STWBDocument154 pagesLiftoff l1 STWBJose SantosNo ratings yet
- ROTORCOMP Company ProfileDocument26 pagesROTORCOMP Company ProfileJose Santos0% (1)
- 8095 Thumbs Up DownDocument6 pages8095 Thumbs Up DownJose SantosNo ratings yet
- Linking Environmental LCM and Knowledge Management: The Case of A Multinational CorporationDocument4 pagesLinking Environmental LCM and Knowledge Management: The Case of A Multinational CorporationJose SantosNo ratings yet
- Lean Value Stream: Mapping & AnalysisDocument34 pagesLean Value Stream: Mapping & AnalysisJose SantosNo ratings yet
- Production Control & Logistics: Automotive Standards & Best PracticesDocument40 pagesProduction Control & Logistics: Automotive Standards & Best PracticesJose SantosNo ratings yet
- Slidesmscsupplychainmanagementapril72016 160408070231Document34 pagesSlidesmscsupplychainmanagementapril72016 160408070231Jose SantosNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Form ConstructionDocument36 pagesForm ConstructionYhoga DheviantNo ratings yet
- Writing Capstone Research Project For Senior High School A Modified Guide ManualDocument9 pagesWriting Capstone Research Project For Senior High School A Modified Guide ManualIOER International Multidisciplinary Research Journal ( IIMRJ)No ratings yet
- The Definitive Guide On How To Build A High Status Social CircleDocument46 pagesThe Definitive Guide On How To Build A High Status Social CircleCecilia Teresa Grayeb SánchezNo ratings yet
- EVC AC Charger CatalogDocument2 pagesEVC AC Charger CatalogRaison AutomationNo ratings yet
- CH 11 International TradeDocument20 pagesCH 11 International TradeSANTU GHORAINo ratings yet
- Exponential Smoothing-Trend and SeasonalDocument11 pagesExponential Smoothing-Trend and SeasonalsuritataNo ratings yet
- A. in What Way Is Khatri A Surplus Unit?Document5 pagesA. in What Way Is Khatri A Surplus Unit?Aakriti SanjelNo ratings yet
- APA 6th Edition - Citation Styles APA, MLA, Chicago, Turabian, IEEE - LibGuDocument2 pagesAPA 6th Edition - Citation Styles APA, MLA, Chicago, Turabian, IEEE - LibGuJan Louis SalazarNo ratings yet
- Tle7 Ict TD M2 V3Document28 pagesTle7 Ict TD M2 V3Rowemar Corpuz100% (1)
- CH 6 - Performance AppraisalDocument50 pagesCH 6 - Performance AppraisalMark SullivanNo ratings yet
- 3rd Year. PunctuationDocument14 pages3rd Year. PunctuationmawarNo ratings yet
- 4th - STD - MM - Kerala Reader Malayalam Vol 1Document79 pages4th - STD - MM - Kerala Reader Malayalam Vol 1Rajsekhar GNo ratings yet
- AAR Safety Fact SheetDocument2 pagesAAR Safety Fact Sheetrogelio mezaNo ratings yet
- Reducing Motor Vehicle Crashes in B.C.Document260 pagesReducing Motor Vehicle Crashes in B.C.Jeff NagelNo ratings yet
- Case For Overhead and DistributionDocument2 pagesCase For Overhead and DistributionBhargav D.S.No ratings yet
- Simulado InglesDocument6 pagesSimulado InglesWandercleyson da SilvaNo ratings yet
- Webinar WinCC SCADA NL 29052018Document62 pagesWebinar WinCC SCADA NL 29052018AlexNo ratings yet
- Checkpoints Before Transformer InstallationDocument3 pagesCheckpoints Before Transformer InstallationBeaBustosNo ratings yet
- ExamDocument12 pagesExamAidar MukushevNo ratings yet
- Dacia-Group Renault - Focus To Customers Satisfact PDFDocument7 pagesDacia-Group Renault - Focus To Customers Satisfact PDFRăzvan Constantin DincăNo ratings yet
- TODO Data Sheet PDFDocument70 pagesTODO Data Sheet PDFJake ZyrusNo ratings yet
- Unit-4.Vector CalculusDocument32 pagesUnit-4.Vector Calculuskhatua.deb87No ratings yet
- History of Communication - Project - File - 455 PDFDocument20 pagesHistory of Communication - Project - File - 455 PDFlathaNo ratings yet
- Australia Visa RequirementsDocument1 pageAustralia Visa RequirementsJoana DetomasNo ratings yet
- 1778 3557 1 SM PDFDocument4 pages1778 3557 1 SM PDFjulio simanjuntakNo ratings yet
- PapernathazDocument26 pagesPapernathazAbelardo LapathaNo ratings yet
- New DOCX DocumentDocument2 pagesNew DOCX DocumentPunjabi FootballNo ratings yet
- AWP 4A Syllabus Fall 2021 (Misinformation)Document11 pagesAWP 4A Syllabus Fall 2021 (Misinformation)camNo ratings yet
- Freeman Has Been A Partner in A Commercial Construction CompanyDocument1 pageFreeman Has Been A Partner in A Commercial Construction CompanyMuhammad ShahidNo ratings yet