You might also like
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Grain Thresher PlansDocument6 pagesGrain Thresher PlansGreg HillNo ratings yet
- A Single-Fruit Seed Extractor For CucumbersDocument6 pagesA Single-Fruit Seed Extractor For CucumbersToànNguyễnNo ratings yet
- Roller Mill Equipment Design ReportDocument9 pagesRoller Mill Equipment Design ReportChelseaNo ratings yet
- Hammer DesaignDocument21 pagesHammer DesaignZahlul AmriNo ratings yet
- Thresher Design and Operation Manual 1.0Document87 pagesThresher Design and Operation Manual 1.0Julio GamboaNo ratings yet
- Hammer MillsDocument56 pagesHammer MillskokiskoNo ratings yet
- Case Study of Core and Pluge PreparationDocument9 pagesCase Study of Core and Pluge PreparationSpeculeNo ratings yet
- John Deere Corn HeaderDocument8 pagesJohn Deere Corn HeaderKovács-Kiss AdriennNo ratings yet
- EZSalad TongsDocument3 pagesEZSalad TongsBSulliNo ratings yet
- Carding MachineDocument17 pagesCarding MachineMairaj Ud Din100% (1)
- Rice TresherDocument11 pagesRice TresherGerry100% (1)
- Cotton Seed Separation MachineDocument33 pagesCotton Seed Separation Machinegarageon wheels100% (1)
- Rasper PDFDocument6 pagesRasper PDFShah WaliullahNo ratings yet
- Rice PolisherDocument3 pagesRice Polishercumpio425428No ratings yet
- A Homebuilt Threshing Machine For Small HoldersDocument62 pagesA Homebuilt Threshing Machine For Small HoldersJaremy Scott Golightly100% (1)
- Carding Machine - Operating PrincipleDocument11 pagesCarding Machine - Operating PrincipleNilam Sihar0% (1)
- Purging and Cleaning Screws and Barrels for Plastics ProductionDocument6 pagesPurging and Cleaning Screws and Barrels for Plastics ProductionRodolfoAntonioLeónCárdenasNo ratings yet
- Sheller Shelling: Rubber Roll DehuskerDocument4 pagesSheller Shelling: Rubber Roll DehuskerNidhi PrasadNo ratings yet
- Sizing and Beaming of Jute YarnDocument18 pagesSizing and Beaming of Jute YarnKalyan Ray Gupta80% (5)
- Gauge and Press Wheel Scraper Mounting Instructions John Deere 7000-1700, Kinze, and White PlantersDocument2 pagesGauge and Press Wheel Scraper Mounting Instructions John Deere 7000-1700, Kinze, and White PlantersRichard BakerNo ratings yet
- CatalogDocument46 pagesCataloglangtu2011No ratings yet
- Introduction to Ring Spinning FrameDocument88 pagesIntroduction to Ring Spinning Frameअक्षय शर्मा100% (3)
- Factors Affecting Shredder Performance in Sugar Cane IndustryDocument5 pagesFactors Affecting Shredder Performance in Sugar Cane Industryamarnath jagirdar100% (1)
- REMU ScreeningBucketDocument12 pagesREMU ScreeningBucketScott GuimondNo ratings yet
- Nordberg HP Series Cone Crushers: High Performance for Higher ProfitabilityDocument12 pagesNordberg HP Series Cone Crushers: High Performance for Higher ProfitabilitymahantmtechNo ratings yet
- Pedal Opperated Grain MillDocument38 pagesPedal Opperated Grain Millpitufito100% (1)
- Modifikasi Sistem Transmisi Pada Mesin Pencacah Sampah - Limbah Plastik Dengan Sistem Crusher Dan Silinder Pemotong Tipe ReelDocument11 pagesModifikasi Sistem Transmisi Pada Mesin Pencacah Sampah - Limbah Plastik Dengan Sistem Crusher Dan Silinder Pemotong Tipe ReelmyunusanisNo ratings yet
- Basics of Softwood SawmillingDocument4 pagesBasics of Softwood SawmillingChuck Achberger100% (1)
- A Ball MillDocument5 pagesA Ball Millgy0rgy0murvaiNo ratings yet
- Rice Threshing MachineDocument42 pagesRice Threshing MachineVed100% (2)
- Hammer MillDocument4 pagesHammer MillLinh Tran100% (2)
- 11 FishingDocument23 pages11 FishingIgnatius FebriantaNo ratings yet
- Particle Technology: Size Reduction EquipmentsDocument7 pagesParticle Technology: Size Reduction EquipmentsMubarak AhmadNo ratings yet
- Autocad (Repaired)Document5 pagesAutocad (Repaired)Arnel SisonNo ratings yet
- Impact of Moisture Content and Drum Speed Soya Beans ShellingDocument10 pagesImpact of Moisture Content and Drum Speed Soya Beans ShellingHassan Muhammad NafiuNo ratings yet
- Researches On Grain Harvesting MachinesDocument5 pagesResearches On Grain Harvesting MachinesSilvia CardenasNo ratings yet
- Optimizing Hammermil Performance PDFDocument20 pagesOptimizing Hammermil Performance PDFIremar Joseph Amplayo100% (1)
- Design and Manufacture of An Improved Jatropha Oil Pressing MachineDocument25 pagesDesign and Manufacture of An Improved Jatropha Oil Pressing MachineAlex Dallas DamasebNo ratings yet
- Laboratory For Tillage and Cultivation Machinery Structure and AdjustmentDocument16 pagesLaboratory For Tillage and Cultivation Machinery Structure and AdjustmentkemosabeNo ratings yet
- Dowel Maker InstructionDocument12 pagesDowel Maker InstructionKeanu ReavesNo ratings yet
- Chipping, Screening and Cleaning-FDocument39 pagesChipping, Screening and Cleaning-Fvivekbhuchem100% (1)
- Ring FrameDocument5 pagesRing FrameMoinamotiNo ratings yet
- Chapter 16 Rice MillingDocument85 pagesChapter 16 Rice MillingRyza MartizanoNo ratings yet
- Overview of Jute SpinningDocument10 pagesOverview of Jute SpinningTuan Nguyen MinhNo ratings yet
- RING FRAME SPINNINGDocument9 pagesRING FRAME SPINNINGArabinda ChandNo ratings yet
- Grain Seprator and WashingDocument19 pagesGrain Seprator and Washingsourabhsdn76No ratings yet
- Roll KraftDocument6 pagesRoll KraftAndiniPermanaNo ratings yet
- Wintersteiger Hege 44Document20 pagesWintersteiger Hege 44Luis Eduardo Rodriguez GarrafaNo ratings yet
- Spec Sheet 17 - Cs Combo 86ff9fe0Document2 pagesSpec Sheet 17 - Cs Combo 86ff9fe0Eduardo QuiñonesNo ratings yet
- Carding: "Card Is The Heart of The Spinning Mill" and "Well Carded Is Half Spun" Are TwoDocument6 pagesCarding: "Card Is The Heart of The Spinning Mill" and "Well Carded Is Half Spun" Are Twoamreen1985No ratings yet
- Rotor Spinning Process ExplainedDocument61 pagesRotor Spinning Process ExplainedTKK-TEXTILE PSG CT100% (1)
- Data Sheet: Product LineDocument15 pagesData Sheet: Product Linehadush gebreNo ratings yet
- 10 11648 J Ijmea 20170505 13 PDFDocument6 pages10 11648 J Ijmea 20170505 13 PDFChristian KantchedeNo ratings yet
- Serie 60 Informacion AdicionalDocument51 pagesSerie 60 Informacion AdicionalMauricio Campos QuirosNo ratings yet
- Combine Harvester-For Rice SpecialistDocument16 pagesCombine Harvester-For Rice SpecialistRayge HarbskyNo ratings yet
- Blow RoomDocument108 pagesBlow RoomnikitaNo ratings yet
- Ama 44 (3) 2013Document7 pagesAma 44 (3) 2013Associate Professor Dr. Said Elshahat AbdallahNo ratings yet
- SAG Mill Liner DesignDocument37 pagesSAG Mill Liner DesignRodrigo GarcíaNo ratings yet
- MS FOR Structural Support Shoring WorkDocument5 pagesMS FOR Structural Support Shoring Workshamshad ahamedNo ratings yet
- Master Planning Process Diagram - Google SearchDocument3 pagesMaster Planning Process Diagram - Google SearchKevin RotichNo ratings yet
- JEDDAH HEAD OFFICE DETAILSDocument1 pageJEDDAH HEAD OFFICE DETAILSfranklaer-10% (2)
- Stacbloc BrochureDocument4 pagesStacbloc Brochuresathish77sNo ratings yet
- Microsign PresentationDocument27 pagesMicrosign PresentationMicrosign ProductsNo ratings yet
- KB - ETA - Printable - PDF - VNX Drive Firmware UpgradeDocument5 pagesKB - ETA - Printable - PDF - VNX Drive Firmware UpgradeAshley DouglasNo ratings yet
- INWARD INSPECTION - MVR - Material Verification ReportsDocument1 pageINWARD INSPECTION - MVR - Material Verification ReportsvinothNo ratings yet
- API DocumentationDocument115 pagesAPI DocumentationEric ScrivnerNo ratings yet
- Designing Tall Buildings Structure As Architecture-103-134Document32 pagesDesigning Tall Buildings Structure As Architecture-103-134Milka VincentiyaNo ratings yet
- C Tadm70 74Document3 pagesC Tadm70 74Kubbalai KhanNo ratings yet
- NO Nama Produk AKL Produk Code Size Principal Keterangan QTY Harga Harga + PPN 10% Lumbal SystemDocument2 pagesNO Nama Produk AKL Produk Code Size Principal Keterangan QTY Harga Harga + PPN 10% Lumbal SystemIndraSuryadibrataNo ratings yet
- Jonathan Baeza's Resume - Java Consultant & IT Co-FounderDocument5 pagesJonathan Baeza's Resume - Java Consultant & IT Co-FounderJonathan BaezaNo ratings yet
- Overmold Design GuideDocument18 pagesOvermold Design GuideCuco MartinezNo ratings yet
- Water PumpsDocument42 pagesWater PumpsArimbi GembiekNo ratings yet
- Account Statement As of 26-08-2022 18:16:42 GMT +0530Document4 pagesAccount Statement As of 26-08-2022 18:16:42 GMT +0530jagapriya sivaraman6897100% (1)
- Synthetic MIL-PRF-83282) Was Developed Which Is Superior ToDocument1 pageSynthetic MIL-PRF-83282) Was Developed Which Is Superior ToTrong Tuan NguyenNo ratings yet
- Total Quality Management - ProjectDocument2 pagesTotal Quality Management - ProjectRachel KuNo ratings yet
- Design and Testing of Electrically Heat Traced FlowlinesDocument11 pagesDesign and Testing of Electrically Heat Traced FlowlinesNoirchevalNo ratings yet
- Potential Causes of Gearbox Noise and Solutions to Reduce Noise LevelsDocument3 pagesPotential Causes of Gearbox Noise and Solutions to Reduce Noise LevelsKumar SanthanamNo ratings yet
- Data Modeling and Analysis Techniques True False QuestionDocument8 pagesData Modeling and Analysis Techniques True False QuestionPeter ParkerNo ratings yet
- Professional Resume (HVAC & Utilities Manager) - 1Document3 pagesProfessional Resume (HVAC & Utilities Manager) - 1Mujtaba AliNo ratings yet
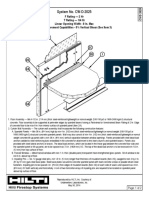
- System No. CW-D-2025: Linear Opening Width - 8 In. Max Class II Movement Capabilities - 5% Vertical Shear (See Item 3)Document2 pagesSystem No. CW-D-2025: Linear Opening Width - 8 In. Max Class II Movement Capabilities - 5% Vertical Shear (See Item 3)aNo ratings yet
- Resume SeetaRamDocument2 pagesResume SeetaRamdasarinaveenNo ratings yet
- StructuralSupportCat CA 105701Document156 pagesStructuralSupportCat CA 105701mansour14100% (1)
- Inventory Management-Dante v. AriñezDocument41 pagesInventory Management-Dante v. AriñezJaypee FazoliNo ratings yet
- Master Thesis FinalDocument125 pagesMaster Thesis FinalShailesh K SinghNo ratings yet
- Oracle Taleo Enterprise Reporting With OBI User Guide PDFDocument856 pagesOracle Taleo Enterprise Reporting With OBI User Guide PDFdaxeshnirma100% (1)
- Certification Memorandum CS-31HB Hot Air Balloons: Classification of Design ChangesDocument6 pagesCertification Memorandum CS-31HB Hot Air Balloons: Classification of Design ChangesakaretlerNo ratings yet
- NCAR AIP 2010 AerodromeDocument170 pagesNCAR AIP 2010 AerodromeAbhishek Man ShresthaNo ratings yet
- Arizona, Utah & New Mexico: A Guide to the State & National ParksFrom EverandArizona, Utah & New Mexico: A Guide to the State & National ParksRating: 4 out of 5 stars4/5 (1)
- Naples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoFrom EverandNaples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoRating: 5 out of 5 stars5/5 (1)
- South Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptFrom EverandSouth Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptRating: 5 out of 5 stars5/5 (1)
- The Bahamas a Taste of the Islands ExcerptFrom EverandThe Bahamas a Taste of the Islands ExcerptRating: 4 out of 5 stars4/5 (1)
- New York & New Jersey: A Guide to the State & National ParksFrom EverandNew York & New Jersey: A Guide to the State & National ParksNo ratings yet
- Japanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensFrom EverandJapanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensNo ratings yet