You might also like
- M 16 RedactedDocument9 pagesM 16 Redactednotarealaccount92% (12)
- Gun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsFrom EverandGun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsNo ratings yet
- Lightning Link Printable Template V1.0Document5 pagesLightning Link Printable Template V1.0Luis Carlos Martinez100% (1)
- Build TutorialDocument9 pagesBuild Tutorialohsweet jeremyNo ratings yet
- Screw Build AKMS With Underfolder NotesDocument8 pagesScrew Build AKMS With Underfolder NotesAdam HemsleyNo ratings yet
- 级触发自动武器 PDFDocument15 pages级触发自动武器 PDFJin SongNo ratings yet
- Colt AR-15 Rifle Lightning LinkDocument5 pagesColt AR-15 Rifle Lightning Linkelvergonzalez1100% (1)
- Correct Trigger Slap and Doubling in AK RiflesDocument8 pagesCorrect Trigger Slap and Doubling in AK RiflesAdam Hemsley100% (2)
- Instrucions 50Document5 pagesInstrucions 50blazerman3No ratings yet
- Build your own lower receiver in 30 minutesDocument27 pagesBuild your own lower receiver in 30 minutesDelta Exrae100% (10)
- AR-15 Manual Mill Ops GuideDocument2 pagesAR-15 Manual Mill Ops Guidewiccanways50% (2)
- BarrelDocument1 pageBarrelNO2NWO100% (1)
- Pen GunDocument10 pagesPen GunКолясиК80% (5)
- AK Bolt Gap SetupDocument22 pagesAK Bolt Gap SetupAdam Hemsley100% (2)
- Assembling Your Own Stripped AR - 1Document103 pagesAssembling Your Own Stripped AR - 1bigwhiteguy100% (1)
- 1911 Frame TutorialDocument22 pages1911 Frame Tutorialblackta6100% (5)
- PPs Semi-Auto FCGDocument5 pagesPPs Semi-Auto FCGangelines12375% (8)
- AR15 mag well modification drawingsDocument11 pagesAR15 mag well modification drawingsIM_JohnnyV100% (6)
- Revised Uzi Build TutorialDocument6 pagesRevised Uzi Build Tutorialphuk vokNo ratings yet
- Uzi Family DiagramsDocument7 pagesUzi Family DiagramsAna CarolinaNo ratings yet
- JSD Supply P320 Insert Completion - 80 Percent BuildingDocument9 pagesJSD Supply P320 Insert Completion - 80 Percent Buildingspartan45No ratings yet
- AR-15 Lower Assembly InstructionsDocument7 pagesAR-15 Lower Assembly Instructionsv00d00blues100% (1)
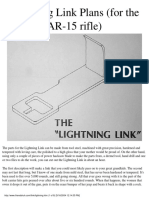
- Lightning Link Plans (For The AR-15 Rifle)Document8 pagesLightning Link Plans (For The AR-15 Rifle)anthonyNo ratings yet
- United States "Patents PDFDocument17 pagesUnited States "Patents PDFTien Nguyen VanNo ratings yet
- Uzi Receiver Blueprints AaDocument7 pagesUzi Receiver Blueprints AaMamoun Kh Omari100% (2)
- Us6772548 PDFDocument8 pagesUs6772548 PDFJin SongNo ratings yet
- Build Lower ReceiverDocument27 pagesBuild Lower ReceiverBrian ButeNo ratings yet
- Grasshopper Ak-47 Jig GuncoDocument5 pagesGrasshopper Ak-47 Jig Guncoterrencebelles100% (2)
- AR-15 Builders Resource - Version 1 (Rev. 1)Document48 pagesAR-15 Builders Resource - Version 1 (Rev. 1)blowmeasshole1911No ratings yet
- Soup To Nuts 4Document17 pagesSoup To Nuts 4CGROSBECK100% (2)
- AK Trigger Modification GuideDocument6 pagesAK Trigger Modification GuideAdam Hemsley100% (1)
- KSC or KWA Glock 18C Hammer Spring InstallationDocument8 pagesKSC or KWA Glock 18C Hammer Spring Installationapi-3829577100% (1)
- Drozd Full Auto ConversionDocument3 pagesDrozd Full Auto Conversiongregb9461100% (1)
- The SWD Lightning LinkDocument2 pagesThe SWD Lightning LinkRay Bailey100% (2)
- Ruger MkII Ejector Dimension Ed FlatDocument1 pageRuger MkII Ejector Dimension Ed FlatMike NichlosNo ratings yet
- Bolt Together AR15 Lower ReceiverDocument0 pagesBolt Together AR15 Lower ReceiverLogicIndustriesLLCNo ratings yet
- Coat Hanger Machine Gun DIASDocument8 pagesCoat Hanger Machine Gun DIASRoddy Pfeiffer100% (1)
- AK-47 Select Fire Full-Auto ConversionDocument16 pagesAK-47 Select Fire Full-Auto Conversion(Administrator)100% (10)
- 2008-11!23!233015 Receiver Template 7 SimplifiedDocument1 page2008-11!23!233015 Receiver Template 7 Simplifiedpalaciosro100% (1)
- Selective Fire Kit For Lightning Link Using ARDocument3 pagesSelective Fire Kit For Lightning Link Using ARSpector_27564% (11)
- AR15 AutoDocument28 pagesAR15 AutoChris Fox100% (9)
- Homebuilt - HPDE AR15 LowerDocument15 pagesHomebuilt - HPDE AR15 LowerMike Bell100% (2)
- Full Auto Glock Conversion Manual1Document12 pagesFull Auto Glock Conversion Manual1Jack Bozak100% (6)
- 4E845 Machining The AR 15 Lower Reciever Forging PDFDocument62 pages4E845 Machining The AR 15 Lower Reciever Forging PDFpalaciosro100% (2)
- Print Page - Welrod B - A Pistols - Toward A Scratch BuildDocument58 pagesPrint Page - Welrod B - A Pistols - Toward A Scratch BuildAndrew MichaelsNo ratings yet
- CU Buffs Airsoft Gun ReportDocument9 pagesCU Buffs Airsoft Gun ReportMichael_Lee_RobertsNo ratings yet
- Practical Guide to the Operational Use of the PPS-43 Submachine GunFrom EverandPractical Guide to the Operational Use of the PPS-43 Submachine GunNo ratings yet
- The Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsFrom EverandThe Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsRating: 5 out of 5 stars5/5 (3)
- Gunsmithing the AR-15, Vol. 3: The Bench ManualFrom EverandGunsmithing the AR-15, Vol. 3: The Bench ManualRating: 2.5 out of 5 stars2.5/5 (4)
- SuppressorsFrom EverandSuppressorsEditors of RECOIL MagazineNo ratings yet
- Professional Gunsmithing - A Textbook on the Repair and Alteration of Firearms - With Detailed Notes and Suggestions Relative to the Equipment and Operation of a Commercial Gun ShopFrom EverandProfessional Gunsmithing - A Textbook on the Repair and Alteration of Firearms - With Detailed Notes and Suggestions Relative to the Equipment and Operation of a Commercial Gun ShopRating: 5 out of 5 stars5/5 (3)
- Altima FusesDocument8 pagesAltima FuseswiccanwaysNo ratings yet
- PSL Police Scanner CodesDocument1 pagePSL Police Scanner CodeswiccanwaysNo ratings yet
- Altima Wiring ConnectorsDocument4 pagesAltima Wiring ConnectorswiccanwaysNo ratings yet
- 12 Days of ChristmasDocument14 pages12 Days of ChristmasticleanulNo ratings yet
- Digital Patterns: Designed by Steve GoodDocument5 pagesDigital Patterns: Designed by Steve GoodwiccanwaysNo ratings yet
- Altima WiringDocument7 pagesAltima WiringwiccanwaysNo ratings yet
- Digital Patterns: Designed by Steve GoodDocument3 pagesDigital Patterns: Designed by Steve Goodwiccanways100% (1)
- Digital Patterns: Designed by Steve GoodDocument4 pagesDigital Patterns: Designed by Steve GoodwiccanwaysNo ratings yet
- 3 DchessDocument8 pages3 DchessantuhuentruNo ratings yet
- Digital Patterns: Designed by Steve GoodDocument3 pagesDigital Patterns: Designed by Steve GoodwiccanwaysNo ratings yet
- Lower Guide Man MillDocument4 pagesLower Guide Man MillwiccanwaysNo ratings yet
- Gunsmithing and Tool Making Bible by Harold HoffmanDocument294 pagesGunsmithing and Tool Making Bible by Harold HoffmanErik Green100% (7)
- Digital Patterns: Designed by Steve GoodDocument4 pagesDigital Patterns: Designed by Steve GoodwiccanwaysNo ratings yet
- Miter Saw StationDocument9 pagesMiter Saw Stationwiccanways100% (1)
- Digital Patterns: Designed by Steve GoodDocument9 pagesDigital Patterns: Designed by Steve GoodwiccanwaysNo ratings yet
- AR-15 Practice BlockDocument1 pageAR-15 Practice Blockwiccanways100% (1)
- AR-15 Manual Mill Ops GuideDocument2 pagesAR-15 Manual Mill Ops Guidewiccanways50% (2)
- Digital Patterns: Designed by Steve GoodDocument4 pagesDigital Patterns: Designed by Steve GoodwiccanwaysNo ratings yet
- Digital Patterns: Designed by Steve GoodDocument5 pagesDigital Patterns: Designed by Steve GoodwiccanwaysNo ratings yet
- Digital Patterns: Designed by Steve GoodDocument4 pagesDigital Patterns: Designed by Steve GoodwiccanwaysNo ratings yet
- 68304Document4 pages68304wiccanwaysNo ratings yet
- Digital Patterns: Designed by Steve GoodDocument5 pagesDigital Patterns: Designed by Steve GoodwiccanwaysNo ratings yet
- Digital Patterns: Designed by Steve GoodDocument3 pagesDigital Patterns: Designed by Steve GoodwiccanwaysNo ratings yet
- Scroll Saw Nativity Scene PatternsDocument5 pagesScroll Saw Nativity Scene PatternswiccanwaysNo ratings yet
- Digital Patterns: Designed by Steve GoodDocument3 pagesDigital Patterns: Designed by Steve Goodwiccanways100% (1)
- Digital Patterns: Designed by Steve GoodDocument4 pagesDigital Patterns: Designed by Steve GoodwiccanwaysNo ratings yet
- 43dining Table Drawer OptionDocument1 page43dining Table Drawer OptionDavid Tuaine100% (1)
- 3 DchessDocument8 pages3 DchessantuhuentruNo ratings yet
- Warranty CardDocument4 pagesWarranty CardVjPratzNo ratings yet
- Terminal Block Diaphragm Switch: D1T, D2T SeriesDocument2 pagesTerminal Block Diaphragm Switch: D1T, D2T Serieschris a gutierrexNo ratings yet
- Baremos Espanoles CBCL6-18 PDFDocument24 pagesBaremos Espanoles CBCL6-18 PDFArmando CasillasNo ratings yet
- Brochure Ergometer ComparisonDocument1 pageBrochure Ergometer Comparisontkthird siaminterNo ratings yet
- C - EWM - 90 - SAP Certified Application Associate - Extended Warehouse Management 9Document4 pagesC - EWM - 90 - SAP Certified Application Associate - Extended Warehouse Management 9Padma Raju0% (1)
- CWI TEST FlashcardsDocument30 pagesCWI TEST FlashcardsLuis Jaramillo100% (3)
- CircuitsDocument26 pagesCircuitsDarian ShiNo ratings yet
- District Sales Manager or Territory Manager or Regional ManagerDocument3 pagesDistrict Sales Manager or Territory Manager or Regional Managerapi-121327024No ratings yet
- C ProgramsDocument54 pagesC Programskodali_madhav100% (3)
- The Performing Style of Alexander Scriabin by Anatole LeikinDocument6 pagesThe Performing Style of Alexander Scriabin by Anatole LeikinRobert MorrisNo ratings yet
- Fiber Reinforced Plastics & Laminates GuideDocument32 pagesFiber Reinforced Plastics & Laminates GuideMercyJatindroNo ratings yet
- Keac 212Document17 pagesKeac 212Ias Aspirant AbhiNo ratings yet
- SB07 Decorative Effects 04Document14 pagesSB07 Decorative Effects 04Mohamed AliNo ratings yet
- QMCS 16 - 2 Process CapabilityDocument27 pagesQMCS 16 - 2 Process CapabilityalegabipachecoNo ratings yet
- Advertising Lesson Plan Day 2Document2 pagesAdvertising Lesson Plan Day 2api-11613900750% (2)
- The Kitchen Science of Crystals Lesson 4Document3 pagesThe Kitchen Science of Crystals Lesson 4api-239297797No ratings yet
- Manual CleviteDocument180 pagesManual CleviteJacko JaraNo ratings yet
- Single 460 MM (18") Subwoofer System Key Features:: SpecificationsDocument2 pagesSingle 460 MM (18") Subwoofer System Key Features:: SpecificationsguerreroNo ratings yet
- Nearmiss Trending AnalysisDocument40 pagesNearmiss Trending AnalysisTayyab MayoNo ratings yet
- Korea Battery Product Catalogue 2023Document8 pagesKorea Battery Product Catalogue 2023Cesar GarciaNo ratings yet
- RO-BL-005-Mech-XII-2022 Desmi Pump Hose Radiator Clamp Hose Rubber Gasket Air Filter Dust Strip Curtain Spark LighterDocument2 pagesRO-BL-005-Mech-XII-2022 Desmi Pump Hose Radiator Clamp Hose Rubber Gasket Air Filter Dust Strip Curtain Spark LighterIlyas Rangga RamadhanNo ratings yet
- Form Inspeksi Mep Unit Condo Alt-4Document42 pagesForm Inspeksi Mep Unit Condo Alt-4SILVIA SITI RUKMANANo ratings yet
- Engineering Services FlyerDocument1 pageEngineering Services FlyerKiran SrinivasanNo ratings yet
- Data Center Site Infrastructure Tier Standard: Topology: Uptime Institute, LLCDocument0 pagesData Center Site Infrastructure Tier Standard: Topology: Uptime Institute, LLCOrlando Ramirez MedinaNo ratings yet
- Android Snake With Kivy, PythonDocument14 pagesAndroid Snake With Kivy, Pythontsultim bhutiaNo ratings yet
- Chapter12 David Operational GeometallurgyDocument9 pagesChapter12 David Operational GeometallurgyOROSCOROCANo ratings yet
- SNMP Tutorial PDFDocument24 pagesSNMP Tutorial PDFSrivignessh PssNo ratings yet
- Project Management ProcessDocument23 pagesProject Management ProcessMuhammad Sajid Saeed100% (2)
- Sand Slinger MC Pneumatic 2016 VeltechDocument47 pagesSand Slinger MC Pneumatic 2016 VeltechChockalingam AthilingamNo ratings yet
- UPS KAISE TORRE 6-10kVA SERIES KSDocument2 pagesUPS KAISE TORRE 6-10kVA SERIES KSCARLOS QUISPENo ratings yet