You might also like
- MIL-PRF-23377 Rev. KDocument19 pagesMIL-PRF-23377 Rev. KRoban BieberNo ratings yet
- Static Pressure Concept 1Document8 pagesStatic Pressure Concept 1bharath477No ratings yet
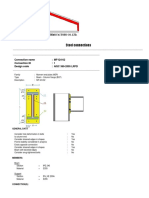
- Steel Connections: Connection Name: MF-I24-02 Connection ID: 1 Design Code: AISC 360-2005 LRFDDocument12 pagesSteel Connections: Connection Name: MF-I24-02 Connection ID: 1 Design Code: AISC 360-2005 LRFDmalikasalNo ratings yet
- Structural Calculation For Directly Welded Flange FR Moment Connection (Beam-To-Column Flange)Document10 pagesStructural Calculation For Directly Welded Flange FR Moment Connection (Beam-To-Column Flange)danieldumapitNo ratings yet
- Part 1 (Final 2022-11-21)Document28 pagesPart 1 (Final 2022-11-21)saraNo ratings yet
- ISO 3834purchasedocumentDocument8 pagesISO 3834purchasedocumenthector-salomonNo ratings yet
- Shear Wave PDFDocument6 pagesShear Wave PDFcutefrenzyNo ratings yet
- Section 2 - Thread - BasicsDocument27 pagesSection 2 - Thread - BasicsChris MedeirosNo ratings yet
- Y14 43Document1 pageY14 43Adrian JoelNo ratings yet
- Result Summary - Overall: Moment Connection - Beam Splice Code AISC 360-16 LRFDDocument6 pagesResult Summary - Overall: Moment Connection - Beam Splice Code AISC 360-16 LRFDMichenerparkNo ratings yet
- Engineering DrawingDocument157 pagesEngineering DrawingLab Thermo100% (1)
- Lecture 6 Surface Roughness I IDocument23 pagesLecture 6 Surface Roughness I IilincastNo ratings yet
- Skeletal System: - Composed of The Body's Bones and Associated Ligaments, Tendons, and Cartilages. - FunctionsDocument66 pagesSkeletal System: - Composed of The Body's Bones and Associated Ligaments, Tendons, and Cartilages. - FunctionsDenver TanhuanNo ratings yet
- Engineering Drawing Notes BDocument50 pagesEngineering Drawing Notes BAchinNo ratings yet
- AISC steel connection design documentDocument17 pagesAISC steel connection design documentSh MNNo ratings yet
- Geometrical TolerancingDocument12 pagesGeometrical TolerancingItalo Venegas100% (1)
- ISO 898-6-1994, OCR Mechanical Properties of Fasteners-2nd EdDocument12 pagesISO 898-6-1994, OCR Mechanical Properties of Fasteners-2nd EdRenatoGolinNo ratings yet
- New Microsoft Office Word DocumentDocument9 pagesNew Microsoft Office Word DocumentKhalid PerwezNo ratings yet
- JDN 179Document11 pagesJDN 179X800XLNo ratings yet
- Chevron ConnectionDocument35 pagesChevron ConnectionAbdelrahman YoussefNo ratings yet
- GSNH Science Lessons on ElectricityDocument4 pagesGSNH Science Lessons on ElectricityMaám Rosemary B. LandanNo ratings yet
- WELD DESIGN CHECK FOR ANCHOR SUPPORTDocument8 pagesWELD DESIGN CHECK FOR ANCHOR SUPPORTUmer AziqNo ratings yet
- RT Standards NotesDocument4 pagesRT Standards NotesprabhuNo ratings yet
- Simboluri SudareDocument8 pagesSimboluri SudarecornelutsNo ratings yet
- Stud Application QualificationDocument1 pageStud Application QualificationPatrick DominguezNo ratings yet
- Reliability Based DesignDocument11 pagesReliability Based DesigntohemaNo ratings yet
- Shotcrete Support Load CalculationsDocument6 pagesShotcrete Support Load Calculationsanon_160157252No ratings yet
- Basic Review CardDocument6 pagesBasic Review CardSheena LeavittNo ratings yet
- Aspen Plus DEPG ModelDocument23 pagesAspen Plus DEPG ModelAmir JoonNo ratings yet
- GD&T: Theory To Reality: Mission StatementDocument67 pagesGD&T: Theory To Reality: Mission StatementCharlie Tej100% (1)
- Engg - Drawing 1st Year LMDocument167 pagesEngg - Drawing 1st Year LMPRIYABRATA JENANo ratings yet
- AWS Catalog 2017 Winter SpringDocument52 pagesAWS Catalog 2017 Winter SpringPilar Medrano MenaNo ratings yet
- Engineering Drawing Notes BDocument50 pagesEngineering Drawing Notes BsrchougulaNo ratings yet
- AISC Properties MM GPP 2017Document87 pagesAISC Properties MM GPP 2017Pablo García PeñaNo ratings yet
- AWS Weld Symbol BasicsDocument3 pagesAWS Weld Symbol Basicschairul anwarNo ratings yet
- How To Read Welding GaugesDocument8 pagesHow To Read Welding GaugeshemnNo ratings yet
- Welder Qualification Test Log: Engineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingDocument1 pageWelder Qualification Test Log: Engineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingReza100% (1)
- A Review of The Application of Weld Symbols On Drawings - Part 2 - Job Knowledge 65Document5 pagesA Review of The Application of Weld Symbols On Drawings - Part 2 - Job Knowledge 65tuanNo ratings yet
- B1-10M Edtn 2004 PDFDocument26 pagesB1-10M Edtn 2004 PDFCarlitosNo ratings yet
- Indian Standard: General Technical Delivery Requirements FOR Steel and Steel ProductsDocument17 pagesIndian Standard: General Technical Delivery Requirements FOR Steel and Steel ProductsPermeshwara Nand Bhatt100% (1)
- Daytime Colorimetric Properties of Fluorescent Retroreflective Sheeting and Marking Materials For High Visibility Traffic Control and Personal Safety Applications Using 45°:normal GeometryDocument6 pagesDaytime Colorimetric Properties of Fluorescent Retroreflective Sheeting and Marking Materials For High Visibility Traffic Control and Personal Safety Applications Using 45°:normal GeometryEnriqueVeNo ratings yet
- Resistance Welding Electrodes: Tips With Tapered Shanks Nose Types A, B, C, D, E & FDocument9 pagesResistance Welding Electrodes: Tips With Tapered Shanks Nose Types A, B, C, D, E & FreachfsrNo ratings yet
- Duties of Welding ManagerDocument3 pagesDuties of Welding ManagerBalkishan DyavanapellyNo ratings yet
- M793Document29 pagesM793Hossam AliNo ratings yet
- Welding SymbolsDocument78 pagesWelding Symbolsuttamtm100% (1)
- Applicable ASTM Specifications For Structural Fasteners: Table 3.8 Anchor RodsDocument1 pageApplicable ASTM Specifications For Structural Fasteners: Table 3.8 Anchor Rodsivan bolañosNo ratings yet
- Surface Roughness TesterDocument6 pagesSurface Roughness TesterLingga SetiawanNo ratings yet
- Introduction To Non-Destructive TestingDocument34 pagesIntroduction To Non-Destructive Testingegy pure100% (1)
- MSFC-SPEC-3679 - Process Specification Welding Aerospace HardwareDocument102 pagesMSFC-SPEC-3679 - Process Specification Welding Aerospace HardwareXto PeregrinNo ratings yet
- EW 512 6 Nondestructive TestingDocument37 pagesEW 512 6 Nondestructive TestingHarun HodžićNo ratings yet
- Source: Https://assist - Dla.mil - Downloaded: 2017-12-05T21:08Z Check The Source To Verify That This Is The Current Version Before UseDocument6 pagesSource: Https://assist - Dla.mil - Downloaded: 2017-12-05T21:08Z Check The Source To Verify That This Is The Current Version Before UseJoey ThomannNo ratings yet
- ASTM D 1054-91 - Resillence Using A Rebound PendulumDocument4 pagesASTM D 1054-91 - Resillence Using A Rebound PendulumBatNo ratings yet
- Standard Test Method For Radioscopic Examination of WeldmentsDocument5 pagesStandard Test Method For Radioscopic Examination of WeldmentsWagner Renato AraújoNo ratings yet
- Lab Manual: Machining Processes and Metrology Lab (MEE211L)Document27 pagesLab Manual: Machining Processes and Metrology Lab (MEE211L)Agnivesh SharmaNo ratings yet
- Measure diameters and thicknesses with Vernier calipers and micrometersDocument12 pagesMeasure diameters and thicknesses with Vernier calipers and micrometersvdnsitNo ratings yet
- Me 8513 MM Lab ScetDocument34 pagesMe 8513 MM Lab ScetSatheesh Kumar50% (4)
- Subject Name:-Inspection and Quality Control Paper Code: - 121762/031762 Branch/Sem.: - Mechanical Engg./6thDocument30 pagesSubject Name:-Inspection and Quality Control Paper Code: - 121762/031762 Branch/Sem.: - Mechanical Engg./6thKaran KushwahaNo ratings yet
- 3 5 A AppliedstatisticsDocument3 pages3 5 A Appliedstatisticsapi-310705480No ratings yet
- Measurement and InspectionDocument33 pagesMeasurement and InspectionSri RNo ratings yet
- Faculty Orientation Programme-2017 SAE, Mechanical Department, Kondhwa, PuneDocument57 pagesFaculty Orientation Programme-2017 SAE, Mechanical Department, Kondhwa, Puneraghav maskeNo ratings yet
- Lecture 1 MeasurementDocument30 pagesLecture 1 Measurementakash258456No ratings yet
- Metrology ReportDocument11 pagesMetrology ReportRahimin RashidNo ratings yet
- Me8513 MMDocument2 pagesMe8513 MMSiva RamanNo ratings yet
- 5.EMM Lab ManualDocument38 pages5.EMM Lab ManualRakeshkumarcegNo ratings yet
- Mid Term InformationDocument5 pagesMid Term InformationObaidNo ratings yet
- A Scientific Study On Dickload Measurement: Dr. Miller Candalf Gingey Ty Dye Tranny January 17, 2015Document1 pageA Scientific Study On Dickload Measurement: Dr. Miller Candalf Gingey Ty Dye Tranny January 17, 2015ObaidNo ratings yet
- Secret BankingDocument8 pagesSecret BankingberryberryNo ratings yet
- Chapter 38Document14 pagesChapter 38Obaid0% (1)
- Davis Langdon Cost Models: Office RefurbishmentDocument14 pagesDavis Langdon Cost Models: Office RefurbishmentcsharpplusNo ratings yet
- Short Manual: Vision Sensor With Built-In Touch ScreenDocument65 pagesShort Manual: Vision Sensor With Built-In Touch ScreenJavier AyzaNo ratings yet
- Math 54 Le5Document1 pageMath 54 Le5Lester Jason T. ChengNo ratings yet
- AFU 19740100 APRO Bulletin January-FebruaryDocument11 pagesAFU 19740100 APRO Bulletin January-Februaryratatu100% (1)
- INChO2012 Solution of Previous Year Question Papers of Indian National Chemistry Olympiad (INChO)Document9 pagesINChO2012 Solution of Previous Year Question Papers of Indian National Chemistry Olympiad (INChO)Akshay PandeyNo ratings yet
- Introduction to Structural AnalysisDocument2 pagesIntroduction to Structural AnalysisMelvin EsguerraNo ratings yet
- Bohring Bot Narayana Co Super Chaina 8 Gta Mocks Full SyllabusDocument207 pagesBohring Bot Narayana Co Super Chaina 8 Gta Mocks Full Syllabussknoushad126No ratings yet
- Eartquake Books Central LibraryDocument430 pagesEartquake Books Central Librarytejaswini100% (1)
- Introduction and Basic Concepts: Fluid Mechanics: Fundamentals and ApplicationsDocument21 pagesIntroduction and Basic Concepts: Fluid Mechanics: Fundamentals and ApplicationsAhmedalaal LotfyNo ratings yet
- The Inertial Lift On A Spherical Particle in A Plane Poiseuille Flow at Large Channel Reynolds NumberDocument25 pagesThe Inertial Lift On A Spherical Particle in A Plane Poiseuille Flow at Large Channel Reynolds Numberจักรพงศ์ กิ่วแก้วNo ratings yet
- 31-XX29-6Document1 page31-XX29-6rohitkush100% (1)
- Mahesh CP 506Document25 pagesMahesh CP 506GURUDEEP PNo ratings yet
- 525d Manual Instalare Detector Paradox Cu MicroundeDocument2 pages525d Manual Instalare Detector Paradox Cu MicroundeGheorghiescu AndreiNo ratings yet
- Deno, Deso, and Co Removal Technology For Power PlantDocument5 pagesDeno, Deso, and Co Removal Technology For Power PlantcumiiNo ratings yet
- Numerical Problem-Solar Air HeaterDocument15 pagesNumerical Problem-Solar Air HeaterBrutalNo ratings yet
- Appendix: 12.1 Inventory of DistributionsDocument6 pagesAppendix: 12.1 Inventory of DistributionsAhmed Kadem ArabNo ratings yet
- 1 Syringe Siliconisation Trends Methods Analysis Procedures PDFDocument6 pages1 Syringe Siliconisation Trends Methods Analysis Procedures PDFSofiaProtopsaltiNo ratings yet
- Structures: Complex Stresses and DeflectionsDocument17 pagesStructures: Complex Stresses and Deflectionswsjouri2510No ratings yet
- Suong V. Hoa - Design and Manufacturing of Composites-CRC Press (1998)Document248 pagesSuong V. Hoa - Design and Manufacturing of Composites-CRC Press (1998)joereisNo ratings yet
- 5 Longitudinal and Transverse VibrationsDocument4 pages5 Longitudinal and Transverse Vibrationsenggsantu0% (1)
- Instant Download Ebook PDF Finite Element Analysis Theory and Application With Ansys 4th Edition PDF ScribdDocument41 pagesInstant Download Ebook PDF Finite Element Analysis Theory and Application With Ansys 4th Edition PDF Scribdlouise.kolar628100% (42)
- TLC Analysis of Siling Labuyo Extract ComponentsDocument3 pagesTLC Analysis of Siling Labuyo Extract ComponentsJan Eric Balete0% (1)
- CEMKS3 E7 GM4 1 ItDocument3 pagesCEMKS3 E7 GM4 1 ItHan Yuan YapNo ratings yet
- National Engineering Handbook Chapter 3Document35 pagesNational Engineering Handbook Chapter 3bb8585528No ratings yet
- Light and Optics Chapter SummaryDocument83 pagesLight and Optics Chapter SummaryWhye Jun CheongNo ratings yet