You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Line PrinterDocument11 pagesLine PrinterKrista JacksonNo ratings yet
- Barometric Monitoring SystemDocument7 pagesBarometric Monitoring SystemKrista JacksonNo ratings yet
- BJT Amplifiers Frequency ResponseDocument29 pagesBJT Amplifiers Frequency ResponseKrista JacksonNo ratings yet
- 4 PLCDocument31 pages4 PLCThakur Dhananjay PratapNo ratings yet
- ND2 ProjectDocument8 pagesND2 ProjectKrista JacksonNo ratings yet
- Control SystemsDocument1 pageControl SystemsKrista JacksonNo ratings yet
- Data Communication NetworksDocument2 pagesData Communication NetworksKrista JacksonNo ratings yet
- Hydraulics and Pneumatics SystemsDocument4 pagesHydraulics and Pneumatics SystemsKrista JacksonNo ratings yet
- Condition Monitoring and FaultDocument3 pagesCondition Monitoring and FaultKrista JacksonNo ratings yet
- Pure Sine Wave Inverter For House BackupDocument44 pagesPure Sine Wave Inverter For House BackupKrista Jackson100% (1)
- Fundamentals of Cad CamDocument1 pageFundamentals of Cad CamKrista JacksonNo ratings yet
- Instrumentation and ControlDocument2 pagesInstrumentation and ControlKrista JacksonNo ratings yet
- Signals and SystemsDocument1 pageSignals and SystemsKrista JacksonNo ratings yet
- HND CodeDocument189 pagesHND CodeKrista Jackson100% (1)
- HNCD Engineering UnitsDocument375 pagesHNCD Engineering UnitsKrista JacksonNo ratings yet
- House Colour ChartDocument1 pageHouse Colour ChartKrista JacksonNo ratings yet
- YVWS in NigeriaDocument13 pagesYVWS in NigeriaKrista JacksonNo ratings yet
- Strength of MaterialDocument2 pagesStrength of MaterialKrista JacksonNo ratings yet
- Affiah Graphics ManualDocument59 pagesAffiah Graphics ManualKrista JacksonNo ratings yet
- IndexDocument9 pagesIndexKrista JacksonNo ratings yet
- AgcDocument3 pagesAgcKrista JacksonNo ratings yet
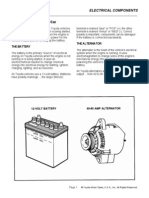
- 03 Electrical ComponentsDocument0 pages03 Electrical ComponentsfongaphobicNo ratings yet
- YVWS in NigeriaDocument13 pagesYVWS in NigeriaKrista JacksonNo ratings yet
- Affiah Graphics ManualDocument59 pagesAffiah Graphics ManualKrista JacksonNo ratings yet
- Calibration ProceduresDocument6 pagesCalibration ProceduresKrista JacksonNo ratings yet
- 03 Electrical ComponentsDocument0 pages03 Electrical ComponentsfongaphobicNo ratings yet
- Mechatronics IDocument4 pagesMechatronics IKrista JacksonNo ratings yet
- Affiah Nuts and BoltsDocument303 pagesAffiah Nuts and BoltsKrista JacksonNo ratings yet
- Boolean AlgebraDocument29 pagesBoolean AlgebraKrista JacksonNo ratings yet
- Grade 4Document6 pagesGrade 4Kimberly SalvadorNo ratings yet
- Risk Assessment of Existing Bridge StructuresDocument262 pagesRisk Assessment of Existing Bridge StructuresShadi0% (1)
- Relativistic Time Dilation and The Muon ExperimentDocument6 pagesRelativistic Time Dilation and The Muon ExperimentConexão Terra PlanaNo ratings yet
- 01 Vic Training Overview ProcessesDocument42 pages01 Vic Training Overview ProcessesWalter BardalesNo ratings yet
- 3b4b4f16ac0bcdb8c58665b05a018b4dDocument8 pages3b4b4f16ac0bcdb8c58665b05a018b4dWicttor SantosNo ratings yet
- Fast Fourier Transform (FFT) (Theory and Implementation)Document59 pagesFast Fourier Transform (FFT) (Theory and Implementation)Suman BasakNo ratings yet
- KSPDocument12 pagesKSPSyaefudinNo ratings yet
- Application of The Giroud - Han Design Method For Geosynthetic Reinforced Unpaved Roads With Tencate Mirafi GeosyntheticsDocument7 pagesApplication of The Giroud - Han Design Method For Geosynthetic Reinforced Unpaved Roads With Tencate Mirafi GeosyntheticsFaten Abou ShakraNo ratings yet
- Mechanical EngineeringDocument19 pagesMechanical EngineeringhenoksolNo ratings yet
- (06b) C2 - 025 Project Specification RVSDDocument90 pages(06b) C2 - 025 Project Specification RVSDmohammeddashtiNo ratings yet
- Metals and AlloysDocument34 pagesMetals and AlloyszenrockNo ratings yet
- JR Engg WAPDA (Civil)Document16 pagesJR Engg WAPDA (Civil)Hamza MujahidNo ratings yet
- Grade 6 Elevate Science Workbook - 86500313 - 225 - 2022519533Document63 pagesGrade 6 Elevate Science Workbook - 86500313 - 225 - 2022519533satbooks30No ratings yet
- ST Johns School QuestionsDocument3 pagesST Johns School QuestionsGOOGLE NETNo ratings yet
- Arc VoltageDocument3 pagesArc Voltagedbharanidharan_in6351No ratings yet
- Magnetism NotesDocument4 pagesMagnetism NotesvenuNo ratings yet
- ZKG IndiaDocument36 pagesZKG Indiajoe_kudo0% (1)
- Thermoelectric Mini Fridge & WarmerDocument37 pagesThermoelectric Mini Fridge & WarmerDinu RamanattukaraNo ratings yet
- Thermodynamics of Phase TransformationDocument20 pagesThermodynamics of Phase TransformationSaiCharan Dharavath100% (1)
- Swarmalators Under Competitive Time-Varying Phase InteractionsDocument21 pagesSwarmalators Under Competitive Time-Varying Phase Interactionsim.marzaNo ratings yet
- Lecture 3Document10 pagesLecture 3Abhishek SinhaNo ratings yet
- Numerical Solutions of The Integral Equations of The First KindDocument8 pagesNumerical Solutions of The Integral Equations of The First KindRashed2010100% (1)
- Module 1 - 2D FlowDocument18 pagesModule 1 - 2D FlowRizal Irnandi HidayatNo ratings yet
- Getting Started With ANSYSDocument19 pagesGetting Started With ANSYSThulasi RamNo ratings yet
- Maximum Moisture Content MethodDocument9 pagesMaximum Moisture Content MethodGuilherme PrataNo ratings yet
- Arduino Modules L298N Dual H Bridge Motor ControllDocument7 pagesArduino Modules L298N Dual H Bridge Motor ControllMarius DanilaNo ratings yet
- Lesson 3-F5 PhysicsDocument14 pagesLesson 3-F5 PhysicsCheng WLNo ratings yet
- PhysicsX PDFDocument124 pagesPhysicsX PDFcitsNo ratings yet
- Bullet Holes in PlasticDocument7 pagesBullet Holes in PlasticSonya PriceNo ratings yet
- Mekanika Tanah I: Dr. Ir. Ahmad RIFA'I, M.T. Bagian - 1Document21 pagesMekanika Tanah I: Dr. Ir. Ahmad RIFA'I, M.T. Bagian - 1GregoriusTimothyNo ratings yet