You might also like
- Oscillating Disc Rheometer Technical DataSheetDocument20 pagesOscillating Disc Rheometer Technical DataSheetChristieBrownNo ratings yet
- Numerical Methods for Simulation and Optimization of Piecewise Deterministic Markov Processes: Application to ReliabilityFrom EverandNumerical Methods for Simulation and Optimization of Piecewise Deterministic Markov Processes: Application to ReliabilityNo ratings yet
- Swelling of Rubber MsomDocument32 pagesSwelling of Rubber MsomUmmu UmairahNo ratings yet
- Article - CURE MEASUREMENT AS QUALITY TOOL - RUBBER COMPOUNDING BASICS PDFDocument7 pagesArticle - CURE MEASUREMENT AS QUALITY TOOL - RUBBER COMPOUNDING BASICS PDFChanin NgudsuntearNo ratings yet
- November 2013 - Blooming in RubberDocument5 pagesNovember 2013 - Blooming in Rubberalperen52No ratings yet
- Standard Astm d1646-04Document12 pagesStandard Astm d1646-04Huỳnh TG50% (2)
- Basics of Rubber Rheometry & RheographDocument11 pagesBasics of Rubber Rheometry & RheographBHUSHAN SONWANE0% (1)
- Astm D395 Testing Fixture Rubber Compression SetDocument6 pagesAstm D395 Testing Fixture Rubber Compression SetHazel EbordeNo ratings yet
- 32 Battling The Effects of Reversion in Natural Rubber Compounds Ken Bates STRUKTOLDocument20 pages32 Battling The Effects of Reversion in Natural Rubber Compounds Ken Bates STRUKTOLfrancisco ñancoNo ratings yet
- Rubber Products Manufacturing Technology: Anil K. BhowmickDocument4 pagesRubber Products Manufacturing Technology: Anil K. BhowmickPaulo Venicio Alves VieiraNo ratings yet
- Part 1 Standard Testing of Elastomer RubberDocument68 pagesPart 1 Standard Testing of Elastomer RubberNabyendu Fossils SenNo ratings yet
- Basics of Rubber Compounding, Mixing & RheometerDocument76 pagesBasics of Rubber Compounding, Mixing & RheometerBHUSHAN SONWANE100% (1)
- Crosslink Density of RubberDocument2 pagesCrosslink Density of Rubberchiuchan888No ratings yet
- ASTM D 3194 04 - Plasticity Retention IndexDocument3 pagesASTM D 3194 04 - Plasticity Retention Indexleni evayantiNo ratings yet
- Jsae Jaso M305-1988Document25 pagesJsae Jaso M305-1988KAMAL BEHL100% (1)
- Nitrosamine Generating Accelerators in Curing of RubberDocument3 pagesNitrosamine Generating Accelerators in Curing of RubberkarlosmpNo ratings yet
- A Review On Rubber Compound Mixing in Banbury Mixer at Tire IndustriesDocument5 pagesA Review On Rubber Compound Mixing in Banbury Mixer at Tire IndustriesPrashantha NandavarNo ratings yet
- Polymer DesignDocument16 pagesPolymer DesigndalilahatiyahibrahimNo ratings yet
- IS 3400 - Part 3 - 1987Document14 pagesIS 3400 - Part 3 - 1987Karishma Prabhu100% (1)
- 99 269 Testing of Plastics and Rubber e enDocument56 pages99 269 Testing of Plastics and Rubber e enFerryNo ratings yet
- Synthetic Resins and Their Raw Materials - United States Tariff CommissionDocument220 pagesSynthetic Resins and Their Raw Materials - United States Tariff CommissionKevin Lora VillarrealNo ratings yet
- Blooming Bob FrancisDocument58 pagesBlooming Bob FrancisThiyagarajan RajagopalNo ratings yet
- Epdm IirDocument7 pagesEpdm IirQuangHưngPNo ratings yet
- Scorch Time in Rubber ProcessingDocument1 pageScorch Time in Rubber ProcessingBharat ChatrathNo ratings yet
- Carbon Black: Professor Joe Greene Csu, ChicoDocument13 pagesCarbon Black: Professor Joe Greene Csu, Chicoviluk100% (1)
- Rubber Technology by Maurice Morton 0442264224Document5 pagesRubber Technology by Maurice Morton 0442264224Vikash singh100% (1)
- Adhesive Properties TestDocument5 pagesAdhesive Properties TestJayant Kumar JhaNo ratings yet
- Astm d5289 PDFDocument7 pagesAstm d5289 PDFgustavomeza4No ratings yet
- ISO 3302-1:1996 (E) : M-ClassDocument2 pagesISO 3302-1:1996 (E) : M-ClassMarcos Antonio RossiNo ratings yet
- Project Report On Latex Based Rubber Adhesives With Process and FormulaeDocument6 pagesProject Report On Latex Based Rubber Adhesives With Process and FormulaeEIRI Board of Consultants and PublishersNo ratings yet
- I S 101 - 1 - 5 R - 1989Document13 pagesI S 101 - 1 - 5 R - 1989Muthusamy ArumugamNo ratings yet
- Astm D 3310 - 00Document2 pagesAstm D 3310 - 00phaindika100% (1)
- Technical Note VulcanizationDocument26 pagesTechnical Note VulcanizationVinodh Kumar0% (1)
- Rubber CompoundingDocument3 pagesRubber CompoundingAloka KarunarathneNo ratings yet
- Rubber Metal Adhesion PDFDocument6 pagesRubber Metal Adhesion PDFRubber TeamNo ratings yet
- Akron Acs RubberDocument41 pagesAkron Acs RubberAmadeus HuangNo ratings yet
- Butyl Rubber Compounding and Application Manual enDocument48 pagesButyl Rubber Compounding and Application Manual enSikander AleemNo ratings yet
- ASTM D3578 Rubber GloveDocument5 pagesASTM D3578 Rubber GloveSofiaProtopsalti100% (3)
- Methyl Methacrylate Grafted Rubber (MG Rubber)Document15 pagesMethyl Methacrylate Grafted Rubber (MG Rubber)syahidah5342No ratings yet
- D 1646 - 15Document12 pagesD 1646 - 15Salma FarooqNo ratings yet
- Viton Processing GuideDocument24 pagesViton Processing GuideAkash KumarNo ratings yet
- RubberDocument4 pagesRubberSunu Panji UtamaNo ratings yet
- Studies Vulcanized Silicone RubberDocument10 pagesStudies Vulcanized Silicone RubberOsmmn KaleNo ratings yet
- Astm D 3182Document6 pagesAstm D 3182quimico0850% (2)
- Benefits of Using ProsolDocument1 pageBenefits of Using ProsolAtul SarafNo ratings yet
- Rubber Research Institute Testing FeeDocument15 pagesRubber Research Institute Testing FeemoumonaNo ratings yet
- F Essenbeck ErDocument22 pagesF Essenbeck Eranhntran4850No ratings yet
- Properties of EVM Compounds in Relation To The Vinyl Acetate Content of The PolymerDocument10 pagesProperties of EVM Compounds in Relation To The Vinyl Acetate Content of The PolymerabiliovieiraNo ratings yet
- Crosslink DensityDocument4 pagesCrosslink DensityMehroz AnjumNo ratings yet
- Astm D 6204Document5 pagesAstm D 6204zeqs9No ratings yet
- Chemlok 205 - 220 영문Document5 pagesChemlok 205 - 220 영문Ardiansyah Andry100% (1)
- How Does Temperature Affect A Rubber Band's Elasticity?: 2005 Project SummaryDocument1 pageHow Does Temperature Affect A Rubber Band's Elasticity?: 2005 Project SummaryrochelleNo ratings yet
- 029 Butyl Rubber CompoundsDocument6 pages029 Butyl Rubber Compoundsrossifam777No ratings yet
- Rubber StudyDocument202 pagesRubber Studyhudsonthomas100% (2)
- Spec Epoxyprene Enr TdsDocument4 pagesSpec Epoxyprene Enr Tdsapi-286010429100% (1)
- Practical # 3: Objective: ChemicalDocument4 pagesPractical # 3: Objective: ChemicalSheraz HussainNo ratings yet
- Heat Transfer Analysis of Dilute Magnetorheological Fluid in Turbulator Assisted Concentric Tube Heat Exchanger AbstractDocument12 pagesHeat Transfer Analysis of Dilute Magnetorheological Fluid in Turbulator Assisted Concentric Tube Heat Exchanger AbstractAshish KNo ratings yet
- Curing W SulfurDocument10 pagesCuring W SulfurIshtiaq RehmanNo ratings yet
- Tga MSDocument36 pagesTga MSpatilamardip007No ratings yet
- Reasons of Downfall of Mulim EmpireDocument4 pagesReasons of Downfall of Mulim EmpireMehroz AnjumNo ratings yet
- Use of Polymers in Robotics: Click To Edit Master Subtitle StyleDocument12 pagesUse of Polymers in Robotics: Click To Edit Master Subtitle StyleMehroz AnjumNo ratings yet
- Flash Calculations NewDocument8 pagesFlash Calculations NewSantosh SakhareNo ratings yet
- Notes of Pak Studies in English MediumDocument17 pagesNotes of Pak Studies in English MediumHafiz Ashfaq Ahmed86% (114)
- 040-3 - 2008 - Fibreglass Reinforced Plastic CrossarmsDocument11 pages040-3 - 2008 - Fibreglass Reinforced Plastic CrossarmsMehroz AnjumNo ratings yet
- (7 8) FinsDocument25 pages(7 8) FinsSalam AlbaradieNo ratings yet
- 040-3 - 2008 - Fibreglass Reinforced Plastic CrossarmsDocument11 pages040-3 - 2008 - Fibreglass Reinforced Plastic CrossarmsMehroz AnjumNo ratings yet
- Diffusivity and Mechanisms of Mass TransportDocument10 pagesDiffusivity and Mechanisms of Mass TransportMehroz AnjumNo ratings yet
- 1-Introduction: 1.1 - BlendingDocument3 pages1-Introduction: 1.1 - BlendingMehroz AnjumNo ratings yet
- Crosslink DensityDocument4 pagesCrosslink DensityMehroz AnjumNo ratings yet
- Compression MoldingDocument3 pagesCompression MoldingMehroz AnjumNo ratings yet
- Fabrication of Extruding ProfilesDocument5 pagesFabrication of Extruding ProfilesMehroz AnjumNo ratings yet
- Tutorial 11 Geogrid Embankment (No Slip)Document14 pagesTutorial 11 Geogrid Embankment (No Slip)Juan Pablo Sanchez Melgarejo100% (1)
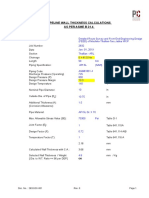
- PIPECALC ASME B31.4 - Rev 2Document24 pagesPIPECALC ASME B31.4 - Rev 2Mohsin RazaNo ratings yet
- Human Biology Concepts and Current Issues 7th Edition Johnson Test BankDocument25 pagesHuman Biology Concepts and Current Issues 7th Edition Johnson Test BankWilliamCartersafg100% (46)
- Ayu Anjelia CH - 43219055 - 4B Alih Jenjang - Heat Treament of SteelDocument4 pagesAyu Anjelia CH - 43219055 - 4B Alih Jenjang - Heat Treament of SteelAnanda WulandariNo ratings yet
- Iec 60287-1-1Document44 pagesIec 60287-1-1Jose Giraldo100% (1)
- Radial Heat Conduction ExperimentDocument13 pagesRadial Heat Conduction ExperimentqwertyasdNo ratings yet
- Aluminium Alloy 5754 - H114 SheetDocument2 pagesAluminium Alloy 5754 - H114 SheetPraveen Kumar JeyaprakashNo ratings yet
- FSC PaperDocument2 pagesFSC PaperRana Hassan TariqNo ratings yet
- 2023 - 2024 - Physics Front Page For ProjectDocument22 pages2023 - 2024 - Physics Front Page For Projectarjunjr101No ratings yet
- Glass Ionomer CementDocument21 pagesGlass Ionomer CementFahd Alahaideb100% (1)
- Sub Grade PropertiesDocument76 pagesSub Grade PropertiesSivakumar M100% (4)
- Density, Viscosity & Drag (Multiple Choice) QPDocument4 pagesDensity, Viscosity & Drag (Multiple Choice) QPSam JoeNo ratings yet
- Elementary Design of StructuresDocument23 pagesElementary Design of StructuresMugara Waitega PeterNo ratings yet
- Richardson and ZakiDocument1 pageRichardson and ZakiMalik Saqib ShahzadNo ratings yet
- Phase Diagrams: Figure 1. General Phase DiagramDocument3 pagesPhase Diagrams: Figure 1. General Phase DiagramRONo ratings yet
- Crack Width (Flexure - BS8110-2) by RGDocument2 pagesCrack Width (Flexure - BS8110-2) by RGEngDbtNo ratings yet
- Pracassign11 12Document2 pagesPracassign11 12Jatin KishoreNo ratings yet
- Theory of Coprecipitation MethodDocument22 pagesTheory of Coprecipitation MethodSebastian PalaNo ratings yet
- Lesson 2 Types of EnergyDocument23 pagesLesson 2 Types of Energyapi-408493824No ratings yet
- Twisting Moments Two Way Slabs Concrete InternationalDocument6 pagesTwisting Moments Two Way Slabs Concrete InternationalamarradoNo ratings yet
- Gujarat Technological University: InstructionsDocument2 pagesGujarat Technological University: InstructionsAmit PandeyNo ratings yet
- SolitonsDocument2 pagesSolitonsNandagopal SivakumarNo ratings yet
- Steps To Be Followed in The Design of A Tension MemberDocument213 pagesSteps To Be Followed in The Design of A Tension Memberkedir88% (8)
- Anisotropy of Additively Manufactured 18ni 300 Maraging Steel - 2020 - ProcediaDocument11 pagesAnisotropy of Additively Manufactured 18ni 300 Maraging Steel - 2020 - ProcediaajayvgNo ratings yet
- Graduate Vibrations ProjectDocument27 pagesGraduate Vibrations ProjectJohn AlvarezNo ratings yet
- Applications of ColloidsDocument5 pagesApplications of ColloidsVijay kumarNo ratings yet
- Iit Delhi RCC Paper PDFDocument8 pagesIit Delhi RCC Paper PDFshubham srivastavaNo ratings yet
- 1polymer Science CBCBSDocument52 pages1polymer Science CBCBSRajiv ShahNo ratings yet
- Valmet Doctor Blade Carbon VCDocument1 pageValmet Doctor Blade Carbon VCAmmar MalikNo ratings yet
- Kondo ScatteringDocument8 pagesKondo ScatteringPRIYA MANDALNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyFrom EverandSodium Bicarbonate: Nature's Unique First Aid RemedyRating: 5 out of 5 stars5/5 (21)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Quantum Physics: A Beginners Guide to How Quantum Physics Affects Everything around UsFrom EverandQuantum Physics: A Beginners Guide to How Quantum Physics Affects Everything around UsRating: 4.5 out of 5 stars4.5/5 (3)
- ParaPro Assessment Preparation 2023-2024: Study Guide with 300 Practice Questions and Answers for the ETS Praxis Test (Paraprofessional Exam Prep)From EverandParaPro Assessment Preparation 2023-2024: Study Guide with 300 Practice Questions and Answers for the ETS Praxis Test (Paraprofessional Exam Prep)No ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Water-Based Paint Formulations, Vol. 3From EverandWater-Based Paint Formulations, Vol. 3Rating: 4.5 out of 5 stars4.5/5 (6)
- Calculus Workbook For Dummies with Online PracticeFrom EverandCalculus Workbook For Dummies with Online PracticeRating: 3.5 out of 5 stars3.5/5 (8)
- Basic Math & Pre-Algebra Workbook For Dummies with Online PracticeFrom EverandBasic Math & Pre-Algebra Workbook For Dummies with Online PracticeRating: 4 out of 5 stars4/5 (2)
- Build a Mathematical Mind - Even If You Think You Can't Have One: Become a Pattern Detective. Boost Your Critical and Logical Thinking Skills.From EverandBuild a Mathematical Mind - Even If You Think You Can't Have One: Become a Pattern Detective. Boost Your Critical and Logical Thinking Skills.Rating: 5 out of 5 stars5/5 (1)
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNo ratings yet
- Pharmaceutical Blending and MixingFrom EverandPharmaceutical Blending and MixingP. J. CullenRating: 5 out of 5 stars5/5 (1)
- Images of Mathematics Viewed Through Number, Algebra, and GeometryFrom EverandImages of Mathematics Viewed Through Number, Algebra, and GeometryNo ratings yet
- Mathematical Mindsets: Unleashing Students' Potential through Creative Math, Inspiring Messages and Innovative TeachingFrom EverandMathematical Mindsets: Unleashing Students' Potential through Creative Math, Inspiring Messages and Innovative TeachingRating: 4.5 out of 5 stars4.5/5 (21)
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Fluent in 3 Months: How Anyone at Any Age Can Learn to Speak Any Language from Anywhere in the WorldFrom EverandFluent in 3 Months: How Anyone at Any Age Can Learn to Speak Any Language from Anywhere in the WorldRating: 3 out of 5 stars3/5 (80)