You might also like
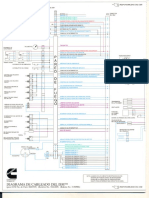
- Diagrama Cableado ISMDocument9 pagesDiagrama Cableado ISMOmar Garcia Cazares100% (7)
- Practicas de Pistas y VeredasDocument55 pagesPracticas de Pistas y VeredasRossmery Bautista Leandro100% (1)
- Resis KevinDocument13 pagesResis KevinKei Melissa Basurko0% (2)
- LADA Niva 1600 Manual de UsuarioDocument105 pagesLADA Niva 1600 Manual de UsuarioTomas Reyes100% (3)
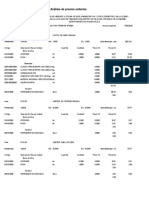
- APU CalaminaDocument11 pagesAPU CalaminaEstefani Gj100% (2)
- Construcciones Con Tierra..... (1) ModificadoDocument64 pagesConstrucciones Con Tierra..... (1) ModificadoarqdickNo ratings yet
- Aceros ArequipaDocument6 pagesAceros ArequipaBrillithe Hurtado FloresNo ratings yet
- Siga-Phs 3Document1 pageSiga-Phs 3Fredy Andres ValenciaNo ratings yet
- Leccion 4 - Gestion Del Riesgo ElectricoDocument1 pageLeccion 4 - Gestion Del Riesgo ElectricoFredy Andres ValenciaNo ratings yet
- Formato de SimulacroDocument4 pagesFormato de SimulacroFredy Andres ValenciaNo ratings yet
- Dutro Team MinDocument6 pagesDutro Team MinFredy Andres ValenciaNo ratings yet
- Manual de Seguridad Electrica - CODENSADocument11 pagesManual de Seguridad Electrica - CODENSAJorge Eliecer Morales RuizNo ratings yet
- Leccion 15 Electricidad BásicaDocument5 pagesLeccion 15 Electricidad BásicaFredy Andres ValenciaNo ratings yet
- Ad 09012943810002100003083Document1 pageAd 09012943810002100003083Fredy Andres ValenciaNo ratings yet
- Leccion 05 Material HidraulicaDocument15 pagesLeccion 05 Material HidraulicaFredy Andres ValenciaNo ratings yet
- 0 A 2 Ce 2Document118 pages0 A 2 Ce 2Nelsys GonzalezNo ratings yet
- Plantilla MODELO PLDocument3 pagesPlantilla MODELO PLFredy Andres ValenciaNo ratings yet
- Motobomba 2011Document38 pagesMotobomba 2011FG Summer100% (1)
- 0 A 2 Ce 2Document118 pages0 A 2 Ce 2Nelsys GonzalezNo ratings yet
- SPCI Dia 1Document31 pagesSPCI Dia 1Fredy Andres ValenciaNo ratings yet
- SPCI Dia 2Document32 pagesSPCI Dia 2Fredy Andres ValenciaNo ratings yet
- Leccion 15 Electricidad BásicaDocument5 pagesLeccion 15 Electricidad BásicaFredy Andres ValenciaNo ratings yet
- Leccion 4 - Gestion Del Riesgo ElectricoDocument1 pageLeccion 4 - Gestion Del Riesgo ElectricoFredy Andres ValenciaNo ratings yet
- Lineas BomberosDocument2 pagesLineas BomberosFredy Andres ValenciaNo ratings yet
- Riesgo Electrico PDFDocument32 pagesRiesgo Electrico PDFAngel Ayllon RuizNo ratings yet
- Postes de Alta-Media y Baja Tensión (Prof. Edgardo Faletti)Document8 pagesPostes de Alta-Media y Baja Tensión (Prof. Edgardo Faletti)Edgardo Faletti50% (2)
- IberdrolaDocument43 pagesIberdrolaJavierChinchillaGarciaNo ratings yet
- Ficha QU 4 2Document2 pagesFicha QU 4 2Fredy Andres ValenciaNo ratings yet
- FichaTecnica Centrfugas Hy Flo 63780000A2Document3 pagesFichaTecnica Centrfugas Hy Flo 63780000A2Fredy Andres ValenciaNo ratings yet
- Manual Sobre Organizacion y Funcionamiento de Los Centros de EmergenciasDocument16 pagesManual Sobre Organizacion y Funcionamiento de Los Centros de EmergenciasJavierdaCunhaNo ratings yet
- FichaTecnica Centrfugas Eurolinea 62503000A2Document4 pagesFichaTecnica Centrfugas Eurolinea 62503000A2Fredy Andres ValenciaNo ratings yet
- Manual de Campo PDFDocument139 pagesManual de Campo PDFAnonymous keId1x61GkNo ratings yet
- Ficha Tecnica GH8J CargoDocument6 pagesFicha Tecnica GH8J CargoFredy Andres ValenciaNo ratings yet
- Trabajo Previo TP BrecDocument11 pagesTrabajo Previo TP BrecAly BoscanNo ratings yet
- Apaa MRDocument126 pagesApaa MRStivy Sarmiento Bolaño100% (2)
- FV InstitucionalDocument28 pagesFV InstitucionalNestor OrtegaNo ratings yet
- Adobe E-080Document31 pagesAdobe E-080César Guillén RabanalNo ratings yet
- Dosificacion Metodo ACI 211Document9 pagesDosificacion Metodo ACI 211Brigit RomaníNo ratings yet
- Especificaciones Tecnicas - Almacen ProvisionalDocument42 pagesEspecificaciones Tecnicas - Almacen ProvisionalRossley CaNo ratings yet
- El Complejo Ígneo de Bushveld Y DIQUEDocument4 pagesEl Complejo Ígneo de Bushveld Y DIQUEOskar Noa SanaNo ratings yet
- Unicanal Perforado 2020Document1 pageUnicanal Perforado 2020bethoo tapiiaNo ratings yet
- ASTM A588Document3 pagesASTM A588Victor Manuel Araujo100% (2)
- Recubrimientos ElectroliticosDocument11 pagesRecubrimientos Electroliticosahsim100% (1)
- Actividades Mantenimiento de Muelle de ConcretoDocument2 pagesActividades Mantenimiento de Muelle de ConcretoEvanderVillarrealNavarroNo ratings yet
- Laminado en CalienteDocument3 pagesLaminado en CalienteFernando Herrera CoronaNo ratings yet
- Referencia Totems HvacDocument1 pageReferencia Totems Hvacluis felipe diaz huamaniNo ratings yet
- Carretera Pasco KM 35+500Document1 pageCarretera Pasco KM 35+500LEONEL EMERSON NAVARRO CHAGUANo ratings yet
- Manual Torre de Iluminacion Allman Night Lite Pro II PDFDocument93 pagesManual Torre de Iluminacion Allman Night Lite Pro II PDFRodrigo Lopez MarinNo ratings yet
- Ficha Tecnica CHO 80 60Document2 pagesFicha Tecnica CHO 80 60jgarciaNo ratings yet
- Dirección: Teléfono: E-Mail:: Bienes Color Externo Tamaño Peso Color InternoDocument10 pagesDirección: Teléfono: E-Mail:: Bienes Color Externo Tamaño Peso Color Internosalva sanchisNo ratings yet
- Manual de Instalación Teja SevilllanaDocument9 pagesManual de Instalación Teja SevilllanaEngelsEspinozaHallNo ratings yet
- Maestros Del YesoDocument17 pagesMaestros Del YesotrademarcNo ratings yet
- Tinas - PrecioDocument3 pagesTinas - PrecioisajohaNo ratings yet
- Ficha Tecnica 423537Document3 pagesFicha Tecnica 423537asilupuolivaNo ratings yet
- Investigación Formativa-Polimeros (Grupo 8)Document14 pagesInvestigación Formativa-Polimeros (Grupo 8)MIJAEL GUIDO CARAZAS AUCCAPIÑANo ratings yet
- Control Dimensional de LadrillosDocument6 pagesControl Dimensional de LadrillosALEXANDER DAVID PARICELA CRUZNo ratings yet
- Aditivo ZDocument55 pagesAditivo ZDennisJhanCarlo0% (1)
- Prueba Costo Por AvanceDocument92 pagesPrueba Costo Por AvanceRenzo Gallegos VilcaNo ratings yet
- 001 Ampliación de Losa y Techo en Poza de Residuos - SGSDocument19 pages001 Ampliación de Losa y Techo en Poza de Residuos - SGSDiego ChávezNo ratings yet
- Cuadro de Ensayos Del Control de Calidad Del ConcretoDocument21 pagesCuadro de Ensayos Del Control de Calidad Del ConcretoMau CTNo ratings yet