You might also like
- Pre-Feasibility Study of A 1MW PV Plant For Cali, ColombiaDocument71 pagesPre-Feasibility Study of A 1MW PV Plant For Cali, ColombiaShankar Jha100% (2)
- AISI Designation: Stainless Tool Steels Killed Carbon SteelsDocument14 pagesAISI Designation: Stainless Tool Steels Killed Carbon SteelsShankar JhaNo ratings yet
- FormulasDocument9 pagesFormulasShankar JhaNo ratings yet
- AirTrends - Air & Radiation - EPADocument2 pagesAirTrends - Air & Radiation - EPAShankar JhaNo ratings yet
- Description MW 2.5 °C 8 9 10Document3 pagesDescription MW 2.5 °C 8 9 10Shankar JhaNo ratings yet
- FormulasDocument9 pagesFormulasShankar JhaNo ratings yet
- Dentist Referral Form: Patient DetailsDocument1 pageDentist Referral Form: Patient DetailsShankar JhaNo ratings yet
- What Is The Formula For Estimating Square Yards For Concrete - BlurtitDocument7 pagesWhat Is The Formula For Estimating Square Yards For Concrete - BlurtitShankar JhaNo ratings yet
- Advanced Root Canal Treatment in Delhi India Under Rubber Dam. Welcome To Delhi Dentist IndiaDocument10 pagesAdvanced Root Canal Treatment in Delhi India Under Rubber Dam. Welcome To Delhi Dentist IndiaShankar JhaNo ratings yet
- CL Implant Consent1Document2 pagesCL Implant Consent1Shankar JhaNo ratings yet
- WWW - Ncl.nic - in - Performance - Finance - Microsoft Word - AR - 10-11 - 1.Rtf - CfinancialNORTHERN COALFIELDS LIMITEDDocument138 pagesWWW - Ncl.nic - in - Performance - Finance - Microsoft Word - AR - 10-11 - 1.Rtf - CfinancialNORTHERN COALFIELDS LIMITEDShankar JhaNo ratings yet
- Data Protection ActDocument2 pagesData Protection ActShankar JhaNo ratings yet
- Costing of PipelinesDocument29 pagesCosting of PipelinesShankar Jha100% (1)
- Fossil-Fuel GenerationDocument4 pagesFossil-Fuel GenerationShankar JhaNo ratings yet
- Ordering Information:: Back To Piping StudyDocument3 pagesOrdering Information:: Back To Piping StudyShankar JhaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 13-04-2021 Load Combination ListDocument1 page13-04-2021 Load Combination ListomkarNo ratings yet
- 5f72776f3e12c83107dc0f2e 56 ANSI Flange Access FittingDocument8 pages5f72776f3e12c83107dc0f2e 56 ANSI Flange Access Fittingiyandaseun8846No ratings yet
- Lecture 4 - Prehistoric Part 3Document22 pagesLecture 4 - Prehistoric Part 3Jamison, Alexandra Mae B.No ratings yet
- Shear Wall - Wikipedia, The Free EncyclopediaDocument2 pagesShear Wall - Wikipedia, The Free EncyclopediazidaaanNo ratings yet
- Brundle Stock Part 1Document54 pagesBrundle Stock Part 1Colin SimpsonNo ratings yet
- 8 Reinforced Concrete Structure - Park Paulay PDFDocument388 pages8 Reinforced Concrete Structure - Park Paulay PDFPercy Abel Mamani LipaNo ratings yet
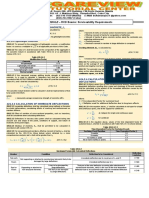
- Review MODULE - RCD Beams: Serviceability Requirements: 419.2.3 Modulus of Rupture of ConcreteDocument2 pagesReview MODULE - RCD Beams: Serviceability Requirements: 419.2.3 Modulus of Rupture of ConcreteJoseph Lanto100% (1)
- Steam Pipe CalculationDocument22 pagesSteam Pipe CalculationNallathambiNo ratings yet
- Cree LMH2 LED Modules Family: LMH2 Light Source With Flat Lens LMH2 Light Source With Dome LensDocument21 pagesCree LMH2 LED Modules Family: LMH2 Light Source With Flat Lens LMH2 Light Source With Dome LensSagrada FamiliaNo ratings yet
- Final Year Project Report: Micro RefrigeratorDocument40 pagesFinal Year Project Report: Micro RefrigeratorWaseem Aulakh100% (1)
- PHD Thesis AbstractDocument2 pagesPHD Thesis AbstractDrEmadEl-SaidNo ratings yet
- 23 - PCA MethodDocument64 pages23 - PCA MethodPrashant GargNo ratings yet
- 2017 - Multi V 5 UK Catalogue v1 PDFDocument91 pages2017 - Multi V 5 UK Catalogue v1 PDFdarun hussinNo ratings yet
- Brida Astm A105 VishualsteelDocument7 pagesBrida Astm A105 VishualsteelRicNo ratings yet
- Bonney Forge Floating Ball Valve Catalog PDFDocument16 pagesBonney Forge Floating Ball Valve Catalog PDFsuman dahalNo ratings yet
- Advances in Diverse Industrial Applications of Nano CompositesDocument588 pagesAdvances in Diverse Industrial Applications of Nano CompositesJosé RamírezNo ratings yet
- JO003-10-LB - MDD-IDM-001-3 P&ID Steam and Bypass SystemDocument9 pagesJO003-10-LB - MDD-IDM-001-3 P&ID Steam and Bypass SystemHasan MustafaNo ratings yet
- TDS Hipersite W7000Document1 pageTDS Hipersite W7000It WittayaNo ratings yet
- External FlowDocument64 pagesExternal FlowHardik RadadiyaNo ratings yet
- NA XX Mobil DTE 20 Ultra SeriesDocument4 pagesNA XX Mobil DTE 20 Ultra SeriesJuanDavidSerratoNo ratings yet
- MB Hospital Construction Nov08Document8 pagesMB Hospital Construction Nov08Rao MadepalliNo ratings yet
- PHD 2016 Zoran PerovicDocument141 pagesPHD 2016 Zoran PerovicDejan Deki MaticNo ratings yet
- Datasheet-Sandvik-13rm19-En-V2020-12-10 07 - 47 Version 1Document6 pagesDatasheet-Sandvik-13rm19-En-V2020-12-10 07 - 47 Version 1aceinsteinNo ratings yet
- Himani Report 2Document20 pagesHimani Report 2Ram Kumar UttamNo ratings yet
- Electrolux Mini Fridge RM - 4200Document10 pagesElectrolux Mini Fridge RM - 4200Predrag SaponjicNo ratings yet
- Continental Steel Catalog (R)Document175 pagesContinental Steel Catalog (R)Difa LiuNo ratings yet
- CG 2015193 01 B 1 SprinklersDocument2 pagesCG 2015193 01 B 1 SprinklersIskandar HasibuanNo ratings yet
- KLOCKE - Abrasive Machining of Advanced Aerospace Alloys and CompositesDocument24 pagesKLOCKE - Abrasive Machining of Advanced Aerospace Alloys and CompositesLuis Fillipe Lopes TorresNo ratings yet
- Short AnswerDocument10 pagesShort AnswerNarendra Singh Shekhawat100% (1)
- Acura Spa Systems Inc ManualDocument58 pagesAcura Spa Systems Inc Manualspartacusrocks100% (1)