You might also like
- Mejora de métodos y tiempos de fabricaciónFrom EverandMejora de métodos y tiempos de fabricaciónRating: 5 out of 5 stars5/5 (2)
- Practica Calificada 03Document9 pagesPractica Calificada 03Shirley Gc33% (3)
- Manual MG3Document136 pagesManual MG3lperez8267% (12)
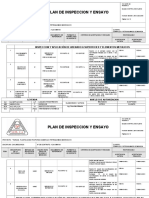
- Modelo Plan de Inspeccion y Ensayo (Pie) QA/QCDocument13 pagesModelo Plan de Inspeccion y Ensayo (Pie) QA/QCgapc21100% (1)
- Mantenimiento AutonomoDocument10 pagesMantenimiento AutonomoAlfonso Guerrero100% (2)
- Tipos de Mantenimiento - Cuadro ComparativoDocument12 pagesTipos de Mantenimiento - Cuadro ComparativoCesar Ramos AngelesNo ratings yet
- 01 Practica Torno CNCDocument30 pages01 Practica Torno CNCAquino MiguelNo ratings yet
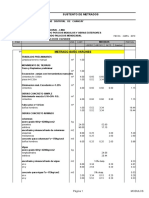
- Metrados Vestidores Con Sistema DrywallDocument12 pagesMetrados Vestidores Con Sistema DrywallHector PerezNo ratings yet
- Resumen Lean - ParcialDocument5 pagesResumen Lean - ParcialCristina Isabella Paz GladunNo ratings yet
- TPMDocument48 pagesTPMJose CanizalesNo ratings yet
- Herramientas Del Lean ManufacturingDocument5 pagesHerramientas Del Lean ManufacturingRonaldo Olivera RodNo ratings yet
- 5 SDocument25 pages5 SBenito Camelo Camacho AnguloNo ratings yet
- Cambio Rápido de Herramientas SMEDDocument7 pagesCambio Rápido de Herramientas SMEDalejandraNo ratings yet
- ¿Qué Es El TPM?: 2MI-G3 Alan García Portillo 7731402427Document5 pages¿Qué Es El TPM?: 2MI-G3 Alan García Portillo 7731402427Alan GarciaNo ratings yet
- Unidad 2 MEDICIÓN Y MEJORA DE LA PRODUCTIVIDAD Y COMPETITIVIDADDocument11 pagesUnidad 2 MEDICIÓN Y MEJORA DE LA PRODUCTIVIDAD Y COMPETITIVIDADMauricio TorresNo ratings yet
- TPM Mantenimiento Productivo TotalDocument11 pagesTPM Mantenimiento Productivo TotalCarlosNo ratings yet
- Definición de Manufactura EsbeltaDocument10 pagesDefinición de Manufactura EsbeltaDiana Caridad Fierros FrancoNo ratings yet
- 4 1 4 2 TPM y Las 6 Grandes PerdidasDocument29 pages4 1 4 2 TPM y Las 6 Grandes PerdidasJoseph AlarconNo ratings yet
- Tarea 1Document6 pagesTarea 1Yosselin CastroNo ratings yet
- VSM - Lean ManufacturingDocument36 pagesVSM - Lean ManufacturingMeli VerdejoNo ratings yet
- 1a Actividad P2. TPMDocument16 pages1a Actividad P2. TPMRafita GutierrezNo ratings yet
- Proceso EsbeltoDocument5 pagesProceso Esbeltodiegoparedes23No ratings yet
- TPM PDFDocument13 pagesTPM PDFjuanNo ratings yet
- Tarea 1Document6 pagesTarea 1Yosselin CastroNo ratings yet
- Etapas de gestión mantenimientoDocument6 pagesEtapas de gestión mantenimientobadtzpoNo ratings yet
- Qué Es TPMDocument11 pagesQué Es TPMMartin EspinozaNo ratings yet
- Metodos de Planificacion 4-09-21Document16 pagesMetodos de Planificacion 4-09-21Michael VargasNo ratings yet
- Lean ManufacturingDocument5 pagesLean ManufacturingMiguel Camacho ParedesNo ratings yet
- TAREA 3 Estrategias de ManttoDocument28 pagesTAREA 3 Estrategias de Manttoleo hernandezNo ratings yet
- Estudio de 5s AplicaciónDocument6 pagesEstudio de 5s AplicaciónMaria Del Carmen Ramirez CaratacheaNo ratings yet
- Tarea 2Document7 pagesTarea 2ernesto perez hernandezNo ratings yet
- Las 5s XaviDocument10 pagesLas 5s XaviJavi LopezNo ratings yet
- Gestion de MantenimientoDocument10 pagesGestion de Mantenimientomilgacu1000No ratings yet
- Unidad 4 MantenimientoDocument44 pagesUnidad 4 MantenimientoJUAN CARLOS MARTINEZNo ratings yet
- Etapas de Gestion MantenimientoDocument17 pagesEtapas de Gestion MantenimientoJosé G RodriguezNo ratings yet
- 8 Pilares Del TPM PDFDocument16 pages8 Pilares Del TPM PDFAlicia GarcíaNo ratings yet
- Aplicaciones y Caso PrácticoDocument32 pagesAplicaciones y Caso PrácticoGuadalupe VenteroNo ratings yet
- Foro Tematico Manufactura EsbeltaDocument6 pagesForo Tematico Manufactura EsbeltaCamila ReynagaNo ratings yet
- Unidad 4Document13 pagesUnidad 4mario valenzuelaNo ratings yet
- 7 desperdicios taller mecánicoDocument4 pages7 desperdicios taller mecánicoCalidad gaegNo ratings yet
- Dispositivos Físicos y Administrativos para La Mejora ContinuaDocument8 pagesDispositivos Físicos y Administrativos para La Mejora ContinuaJade DulchekNo ratings yet
- Sistemas de MantenimientoDocument6 pagesSistemas de MantenimientoSamuel RivasNo ratings yet
- Mantenimiento Productivo TotalDocument5 pagesMantenimiento Productivo Totalkory shaskaNo ratings yet
- Concepcion TPM Mantenimiento Productivo TotalDocument29 pagesConcepcion TPM Mantenimiento Productivo TotalEdu OjedaNo ratings yet
- Implementación de Metodología 5S en Taller y OficiDocument13 pagesImplementación de Metodología 5S en Taller y OficiRay Quispe ColosNo ratings yet
- Etapa 3Document13 pagesEtapa 3Ceci LeonNo ratings yet
- Presentacion SustentacionDocument13 pagesPresentacion SustentacionJuan Jose Muñoz LopezNo ratings yet
- Herramientas de Manufactura EsbeltaDocument14 pagesHerramientas de Manufactura EsbeltaCarlyJimenez0% (1)
- TPM TPM PDFDocument3 pagesTPM TPM PDFWilliam HerreraNo ratings yet
- Tecnicas TPM y RCMDocument22 pagesTecnicas TPM y RCMMiguel AlbaNo ratings yet
- Herramientas Operativas Del Metro de Lima - Formación Práctica Remota s5Document23 pagesHerramientas Operativas Del Metro de Lima - Formación Práctica Remota s5Kelly LojaNo ratings yet
- El TPM es una filosofía de vida que se implementó originalmente en las empresas japonesas para afrontar la recesión económica que se estaba desarrollando en la década de los 70 y la competencia que se avecinaba de occidenteDocument9 pagesEl TPM es una filosofía de vida que se implementó originalmente en las empresas japonesas para afrontar la recesión económica que se estaba desarrollando en la década de los 70 y la competencia que se avecinaba de occidenteJavier MtzNo ratings yet
- Resume n Primera Parted My CtDocument28 pagesResume n Primera Parted My CtrenzodimaurizioNo ratings yet
- Unidad 4 MantenimientoDocument110 pagesUnidad 4 MantenimientoJesus GomezNo ratings yet
- Kaizen metodología mejora continuaDocument54 pagesKaizen metodología mejora continuaAlfredo Pedraza CanoNo ratings yet
- Nivel instrumental en mantenimiento y producciónDocument19 pagesNivel instrumental en mantenimiento y producciónGrover ContrerasNo ratings yet
- Mantención 4Document19 pagesMantención 4Fernando Fuentes MacayaNo ratings yet
- Cuestionario TPM U4Document7 pagesCuestionario TPM U4JOSE ANTONIO VAZQUEZ VILLEGASNo ratings yet
- Definicion Del MTPDocument13 pagesDefinicion Del MTPAngel Guzmán RamosNo ratings yet
- Planeacion y Programación Del MantenimientoDocument24 pagesPlaneacion y Programación Del Mantenimientogerardo reyesNo ratings yet
- Resumen de Mejores prácticas de gestión empresarial de Jeremy Hope y Steve PlayerFrom EverandResumen de Mejores prácticas de gestión empresarial de Jeremy Hope y Steve PlayerNo ratings yet
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoFrom EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoNo ratings yet
- UF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaFrom EverandUF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaNo ratings yet
- Animales de La GranjaDocument11 pagesAnimales de La Granjalperez82No ratings yet
- Doc1Document1 pageDoc1lperez82No ratings yet
- Plantilla Comunicacion FPDocument1 pagePlantilla Comunicacion FPlperez82No ratings yet
- Modelo ComunicacionDocument1 pageModelo Comunicacionlperez82No ratings yet
- 04 SeguridadenlamáquinaDocument1 page04 SeguridadenlamáquinaJESUSAA36No ratings yet
- Fixture Copa America Chile 2015Document27 pagesFixture Copa America Chile 2015lperez82No ratings yet
- R-SSO-17 R EPP (Actualizado)Document6 pagesR-SSO-17 R EPP (Actualizado)lperez82No ratings yet
- UV Programa TipoDocument12 pagesUV Programa TiporatanoobNo ratings yet
- Dentro de Una Materia de La MallaDocument282 pagesDentro de Una Materia de La Mallalperez82No ratings yet
- Check LeanDocument9 pagesCheck Leanlperez82No ratings yet
- ReadmeDocument3 pagesReadmelperez82No ratings yet
- Las Delicias II - 16092014Document18 pagesLas Delicias II - 16092014lperez82No ratings yet
- 122 - Merma en La Impresion... Control o DescontrolDocument6 pages122 - Merma en La Impresion... Control o Descontrollperez82No ratings yet
- Temario de Procesos y Productos en Artes GR Ficas 74820Document8 pagesTemario de Procesos y Productos en Artes GR Ficas 74820lperez82No ratings yet
- Temario de Procesos y Productos en Artes GR Ficas 74820Document8 pagesTemario de Procesos y Productos en Artes GR Ficas 74820lperez82No ratings yet
- 5s InicioDocument14 pages5s InicioharopatricioNo ratings yet
- Lean 2013Document211 pagesLean 2013Carlos ArenasNo ratings yet
- Introdução Ao TQCDocument10 pagesIntrodução Ao TQClperez82No ratings yet
- Cal Cul of in I Quit Oy VacacionesDocument3 pagesCal Cul of in I Quit Oy Vacacioneslperez82No ratings yet
- Doc1Document1 pageDoc1lperez82No ratings yet
- 5.7 Paso 5 - Establecer Un Plan de Mantenimiento PreventivoDocument14 pages5.7 Paso 5 - Establecer Un Plan de Mantenimiento Preventivolperez82No ratings yet
- Acuerdo de Acreditación Acredita CI #52Document8 pagesAcuerdo de Acreditación Acredita CI #52lperez82No ratings yet
- Gráficos Kaizen Diario EMBOLSADODocument14 pagesGráficos Kaizen Diario EMBOLSADOlperez82No ratings yet
- 8.-Ejercicios Busqueda y Referencia 2014Document41 pages8.-Ejercicios Busqueda y Referencia 2014lperez82No ratings yet
- Control de CalidadDocument4 pagesControl de Calidadlperez82No ratings yet
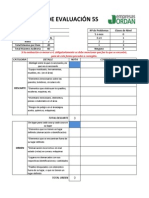
- Formato Evaluación 3'sDocument4 pagesFormato Evaluación 3'slperez82No ratings yet
- 7.0 GraficosDocument84 pages7.0 Graficoslperez82No ratings yet
- Como Calcular El KanbanDocument7 pagesComo Calcular El Kanbanlperez82No ratings yet
- La Descomposición Del Campesinado y La Formación Del Proletariado AgrícolaDocument7 pagesLa Descomposición Del Campesinado y La Formación Del Proletariado AgrícolaBell LopNo ratings yet
- (P) (W) T.G. MBA BP AstilleroDocument67 pages(P) (W) T.G. MBA BP AstilleroAnonymous 0gz9F928X2No ratings yet
- Manual de MontajeDocument10 pagesManual de MontajeMiguel SangalNo ratings yet
- Estrategias y tácticas de la mezcla de mercadotecniaDocument8 pagesEstrategias y tácticas de la mezcla de mercadotecniaSantiago Herrera100% (1)
- Tarea 1 - Trabajo ColaborativoDocument16 pagesTarea 1 - Trabajo ColaborativoLorena GarzonNo ratings yet
- Gestión de La CalidadDocument10 pagesGestión de La CalidadMarelyn ChNo ratings yet
- Examen Semestre I 2014 PDFDocument3 pagesExamen Semestre I 2014 PDFPablo Díaz CamusNo ratings yet
- Lean Logistic TesisDocument147 pagesLean Logistic TesisCarlos Delgado Nieto50% (2)
- Crucigrama: Valentina Lozano Leal - 1192562 Emely Valentina Buenaño Yañez - 1192563Document2 pagesCrucigrama: Valentina Lozano Leal - 1192562 Emely Valentina Buenaño Yañez - 1192563Emely YañezNo ratings yet
- Emalaje para CalzadoDocument49 pagesEmalaje para CalzadoMiSael PuiconNo ratings yet
- Tesis Final Aldo Leo UdelMarDocument175 pagesTesis Final Aldo Leo UdelMarMauricio Alfredo Mardones SilvaNo ratings yet
- Siegling BandasDocument16 pagesSiegling Bandasandres20833No ratings yet
- Manual de Aplicacion SikaplanDocument19 pagesManual de Aplicacion SikaplanLuis Gerardo UrbinaNo ratings yet
- Convertidor LDDocument4 pagesConvertidor LDNatura Arkantus Saint Qori100% (5)
- Csi-Pdt-010 Tanque 135x6 Crudo Rev. 01Document43 pagesCsi-Pdt-010 Tanque 135x6 Crudo Rev. 01luandris2No ratings yet
- Disposicion de Planta-1Document39 pagesDisposicion de Planta-1Andrea Perez PeraltaNo ratings yet
- Limpiezas SSPC - SPCDocument5 pagesLimpiezas SSPC - SPCOscar Iván Duque DíazNo ratings yet
- Las Estructuras Honeycomb Son Estructuras Que Tienen La GeometrÃ-A de Un Panal para Permitir Minimizar La Cantidad de Material para Alcanzar El Peso MÃ-nimo y El Costo MÃ-nimo de MaterialDocument3 pagesLas Estructuras Honeycomb Son Estructuras Que Tienen La GeometrÃ-A de Un Panal para Permitir Minimizar La Cantidad de Material para Alcanzar El Peso MÃ-nimo y El Costo MÃ-nimo de MaterialUlises Gutierrez CastañedaNo ratings yet
- Administrativo ContableDocument37 pagesAdministrativo ContableAlban Lopez100% (1)
- Fabricacion de CementoDocument1 pageFabricacion de CementoJonathanCuzcoZuñigaNo ratings yet
- Trabajo T3 - Gestion de CostosDocument27 pagesTrabajo T3 - Gestion de CostosIngrid Janeth Rojas LizardoNo ratings yet
- Estudio de Caracterizacion de Residuos Solidos DomiciliariosDocument35 pagesEstudio de Caracterizacion de Residuos Solidos DomiciliariosJhomira Rodriguez MinayaNo ratings yet
- Artículo Referente Al Capítulo IVDocument8 pagesArtículo Referente Al Capítulo IVelyxsiNo ratings yet
- Torno CNCDocument135 pagesTorno CNCCliver Rusvel Cari SucasacaNo ratings yet
- Control Calidad Proyecto GerenciaDocument22 pagesControl Calidad Proyecto GerenciaYandhy PCNo ratings yet
- Informe Roduccion Del Hierro y AceroDocument21 pagesInforme Roduccion Del Hierro y AcerojhosiasNo ratings yet