You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Design & Construction of MicropilesDocument49 pagesDesign & Construction of MicropilesHRC100% (2)
- Hydraulic Line Design SoftwareDocument50 pagesHydraulic Line Design Softwarejoshimanan01No ratings yet
- Glossary of Conveyor Belt TermsDocument6 pagesGlossary of Conveyor Belt TermsWaris La Joi WakatobiNo ratings yet
- Metal Eng. Tech. ExamDocument3 pagesMetal Eng. Tech. ExamEahbm KaduNo ratings yet
- Refractory MaterialsDocument8 pagesRefractory Materialskaran nirmala gajanan shindeNo ratings yet
- Numerical Study and Visualization On Flow Characteristics of Reflux CondensationDocument32 pagesNumerical Study and Visualization On Flow Characteristics of Reflux CondensationAnthony LobatoNo ratings yet
- Ecea020l - Ar3 - Delos ReyesDocument5 pagesEcea020l - Ar3 - Delos Reyesalyshine113020No ratings yet
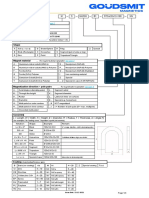
- Product Key MX - Magnet PermanentDocument4 pagesProduct Key MX - Magnet PermanentFooNo ratings yet
- Portable Hardness Testing by The Ultrasonic Contact Impedance MethodDocument8 pagesPortable Hardness Testing by The Ultrasonic Contact Impedance MethodSERDAR100% (1)
- OCTG Casing Dimensions & SpecificationsDocument36 pagesOCTG Casing Dimensions & Specificationscascade1No ratings yet
- From Polymers To Plastics Problems and Solved ExercisesDocument93 pagesFrom Polymers To Plastics Problems and Solved ExercisesGonzalo MazaNo ratings yet
- Orifice Plates SizingDocument32 pagesOrifice Plates SizingRobert OrtegaNo ratings yet
- Mechanical Properties of Shale Gas Reservoir RocksDocument12 pagesMechanical Properties of Shale Gas Reservoir RocksVictor Javier PerniaNo ratings yet
- Fabric Structures Subjected To Wind and Snow LoadsDocument3 pagesFabric Structures Subjected To Wind and Snow LoadsKhalid Abdel Naser Abdel RahimNo ratings yet
- Chemical Thermodynamics - Lectures 1 and 2Document57 pagesChemical Thermodynamics - Lectures 1 and 2gnani1No ratings yet
- Mechanical Behavior of Aluminum-Lithium Alloys at Cryogenic TemperaturesDocument7 pagesMechanical Behavior of Aluminum-Lithium Alloys at Cryogenic TemperaturesHani AshriNo ratings yet
- 0 STAR-CCM+ - Reference Guide2012Document8 pages0 STAR-CCM+ - Reference Guide2012triya_vadgamaNo ratings yet
- Assignment No 1Document1 pageAssignment No 1Rabin BhattaraiNo ratings yet
- Ringkasan Skripsi (Uiana) - Ahmad SyahroniDocument19 pagesRingkasan Skripsi (Uiana) - Ahmad SyahroniAhmad SyahroniNo ratings yet
- New-Generation Aluminum Composite With Bottom Ash Industrial WasteDocument6 pagesNew-Generation Aluminum Composite With Bottom Ash Industrial WasteDrTrinath TalapaneniNo ratings yet
- Useful Data On Plastic Injection MouldingDocument71 pagesUseful Data On Plastic Injection MouldingMahesh Deivasiga Mani D100% (2)
- Fundamentals of Beam BracingDocument16 pagesFundamentals of Beam Bracingofingjbrm100% (1)
- Switchgear Comparison Table: 15kV-38kV Ratings and SpecificationsDocument2 pagesSwitchgear Comparison Table: 15kV-38kV Ratings and SpecificationsSergio PediconiNo ratings yet
- Sesv8010 Antifriction BearingsDocument160 pagesSesv8010 Antifriction BearingsFrancisco Abarca G.No ratings yet
- AB1019 Supercapacitors in Smart MetersDocument2 pagesAB1019 Supercapacitors in Smart MeterseyadNo ratings yet
- Effect of Temperature On Tensile Properties of HDPE Pipe MaterialDocument7 pagesEffect of Temperature On Tensile Properties of HDPE Pipe MaterialthietbimoitruongNo ratings yet
- Thermodynamics Chapter 1 Basic ConceptsDocument7 pagesThermodynamics Chapter 1 Basic ConceptsKamaruz DanialNo ratings yet
- Ch. 03 Stresses in Beams PDFDocument10 pagesCh. 03 Stresses in Beams PDFShashank SinghNo ratings yet
- Four-Die Radial Forging Device - An Attached Improvement For Conventional Forging PressesDocument9 pagesFour-Die Radial Forging Device - An Attached Improvement For Conventional Forging PressesMin HanNo ratings yet