You might also like
- Informe de Taller Mecanico N°1Document12 pagesInforme de Taller Mecanico N°1JAir Villar Palomino75% (4)
- REDESDocument2 pagesREDESAlejandro BlzNo ratings yet
- Administración de MantenimientoDocument9 pagesAdministración de MantenimientoCésarRenatoCopacondoriCuaylaNo ratings yet
- Densidades de MaterialesDocument2 pagesDensidades de MaterialesAlejandro BlzNo ratings yet
- Catalogo Cadenas TransmisionDocument24 pagesCatalogo Cadenas TransmisionJosé Raúl Déniz HernándezNo ratings yet
- Rutina MantenimientoDocument14 pagesRutina MantenimientoMarisol AlejandraNo ratings yet
- CircuitosDocument4 pagesCircuitosAlejandro BlzNo ratings yet
- Problema Tuberias 2Document2 pagesProblema Tuberias 2Cristy De Jesus GonzalezNo ratings yet
- Mantenimiento Informatico 2Document10 pagesMantenimiento Informatico 2Victor De Luis MendozaNo ratings yet
- EjerciciosDocument3 pagesEjerciciosAlejandro BlzNo ratings yet
- ACTUADORES NEUMáTICOSDocument43 pagesACTUADORES NEUMáTICOSmantto2014No ratings yet
- Brocas HelicoidalesDocument4 pagesBrocas HelicoidalesVictor Robles100% (1)
- TaladradoDocument3 pagesTaladradocalcetono100% (2)
- TALADRADO CONVENCIONALDocument10 pagesTALADRADO CONVENCIONALJose Alberto Brito RodriguezNo ratings yet
- Novoa PJDocument84 pagesNovoa PJfresitoNo ratings yet
- Chimeneas Convencionales 2Document21 pagesChimeneas Convencionales 2PamelaMelanyNo ratings yet
- Mecanizado de Metales Múltiple ChoiceDocument22 pagesMecanizado de Metales Múltiple ChoiceTomy KurasNo ratings yet
- Instrucciones de servicio para acoplamientos elásticos N-EUPEX y N-EUPEX-DS de los tipos A, B y ADS, BDSDocument36 pagesInstrucciones de servicio para acoplamientos elásticos N-EUPEX y N-EUPEX-DS de los tipos A, B y ADS, BDSJorge Contreras RoaNo ratings yet
- Basico Solid WorkDocument114 pagesBasico Solid WorkYelidi CaballeroNo ratings yet
- Informe de Practicas ProfesionalDocument85 pagesInforme de Practicas ProfesionalJherson Pantoja100% (1)
- El Grafcet Practica y Aplicaciones 14101Document95 pagesEl Grafcet Practica y Aplicaciones 14101Roberto Martinez RamosNo ratings yet
- Diagrama de Flujo GenericoDocument119 pagesDiagrama de Flujo GenericoJose G Lopez100% (1)
- La forja del hierro en ChileDocument258 pagesLa forja del hierro en ChileNicolas CristiNo ratings yet
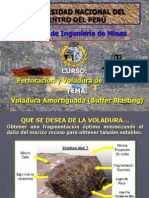
- Voladura Controlada Buffer Blasting Expo 12Document45 pagesVoladura Controlada Buffer Blasting Expo 12Fepa BLuz100% (12)
- Sierra MecánicaDocument2 pagesSierra MecánicaKelvin ArenasNo ratings yet
- Libro Deteccion Analitica de FallasDocument60 pagesLibro Deteccion Analitica de FallasLuis OcantoNo ratings yet
- Proyectos para Fabricar Muebles Con Melamina PDF Convertido 1Document63 pagesProyectos para Fabricar Muebles Con Melamina PDF Convertido 1Magno Huerta RondanNo ratings yet
- Como Hacer Engranajes de MaderaDocument21 pagesComo Hacer Engranajes de MaderaDavid David Gonzalez Gonzalez100% (2)
- Atlas Copco - Hammers DTHDocument20 pagesAtlas Copco - Hammers DTHRivert Llamocca LelmNo ratings yet
- Ciencias de Los MaterialesDocument6 pagesCiencias de Los MaterialesBrisa MarNo ratings yet
- Articulo Tecnico - Pernos SwellexDocument2 pagesArticulo Tecnico - Pernos SwellexAntony Fernández100% (2)
- Revista El Astillero #8Document22 pagesRevista El Astillero #8Gonzalo Perez Fuentes100% (1)
- Robot 6DOF Open SourceDocument94 pagesRobot 6DOF Open SourceBAUTISTA BORDA ALEXANDERNo ratings yet
- Examen Final Cad Cam - Fase Iii - Salcedo Macuado Jorge CarlosDocument19 pagesExamen Final Cad Cam - Fase Iii - Salcedo Macuado Jorge CarlosJorge SalcedoNo ratings yet
- Tema 2 - Cinematica Del Cuerpo Rígido - EjerciciosDocument3 pagesTema 2 - Cinematica Del Cuerpo Rígido - EjerciciosFernando Reyes CalvoNo ratings yet
- Fresadora CaracteristicasDocument11 pagesFresadora Caracteristicasmecanica2000100% (1)
- Profundidad máxima con sistema rotariaDocument11 pagesProfundidad máxima con sistema rotariaIvancito Paul Martinez CondoriNo ratings yet
- Procesos de MecanizadoDocument49 pagesProcesos de Mecanizadorodrigo solisNo ratings yet
- III-tecnologia Del TaladroDocument17 pagesIII-tecnologia Del Taladrojuan100% (1)
- Escariado manual y maquinaDocument6 pagesEscariado manual y maquinaJ Larry Risco DiazNo ratings yet