You might also like
- Quian Lippold 2003 Liquation Phenomena in The SimulatedDocument7 pagesQuian Lippold 2003 Liquation Phenomena in The Simulatedvladimirsoler01No ratings yet
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- Brazing Allloy Cusil ABADocument12 pagesBrazing Allloy Cusil ABADheeraj SharmaNo ratings yet
- Evaluation of The Austenite Recrystallization by Multideformation and DoubleDocument10 pagesEvaluation of The Austenite Recrystallization by Multideformation and DoubleJoselo HRNo ratings yet
- Tensile and Fracture Properties of X80 Steel Microstructures Relevant To The HazDocument9 pagesTensile and Fracture Properties of X80 Steel Microstructures Relevant To The HazMarcelo Varejão CasarinNo ratings yet
- Effect of Austenite-To-Ferrite Phase TransformatioDocument13 pagesEffect of Austenite-To-Ferrite Phase TransformatioPablo PerdomoNo ratings yet
- Scott 2016Document10 pagesScott 2016rodrigosiqueiraNo ratings yet
- Effect of Tempering Pass On HSLA-80 Steel HAZ MicrostructuresDocument8 pagesEffect of Tempering Pass On HSLA-80 Steel HAZ MicrostructuresElias KapaNo ratings yet
- Metals 13 01301Document11 pagesMetals 13 01301iqbal haiderNo ratings yet
- An Investigation of Microstructure and HAZ Microfissuring of Cast Inconel 718Document10 pagesAn Investigation of Microstructure and HAZ Microfissuring of Cast Inconel 718Regina JasmineNo ratings yet
- Performance of Annular Composite Fins Using MATLABDocument7 pagesPerformance of Annular Composite Fins Using MATLABFelipe Ludwig von ChrismarNo ratings yet
- Articol Carburi in Inele de RulmeniDocument9 pagesArticol Carburi in Inele de RulmeniBuluc GheorgheNo ratings yet
- Investigations on effects of multi-layer coated inserts in machining Ti–6Al–4VDocument6 pagesInvestigations on effects of multi-layer coated inserts in machining Ti–6Al–4VMZSHBNo ratings yet
- 2004 Effect of Macrostructure and Microstructure On The Viscosity of The A356 Alloy in The Semi Solid StateDocument7 pages2004 Effect of Macrostructure and Microstructure On The Viscosity of The A356 Alloy in The Semi Solid StateAna RivasNo ratings yet
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysFrom EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNo ratings yet
- Comparison of Microstructures and Mechanical Properties of Inconel 718 Alloy Processed by Selective Laser Melting and CastingDocument28 pagesComparison of Microstructures and Mechanical Properties of Inconel 718 Alloy Processed by Selective Laser Melting and CastingJulian FarrugiaNo ratings yet
- Variability in The Mechanical Properties and Processing Conditions of A High Strength Low Alloy SteelDocument6 pagesVariability in The Mechanical Properties and Processing Conditions of A High Strength Low Alloy Steelvishal bhojakNo ratings yet
- Cabibbo Et Al, 2003Document4 pagesCabibbo Et Al, 2003soham senNo ratings yet
- Effect of Heat Cycle in Multi-Layer Welding On Charpy Absorbed Energy in Low and High Toughness SteelDocument7 pagesEffect of Heat Cycle in Multi-Layer Welding On Charpy Absorbed Energy in Low and High Toughness SteelCarmen RusuNo ratings yet
- Title: Effects of Thermo-Mechanical Processing On The Microstructure and Mechanical Properties of NB Micro-Alloyed SteelDocument15 pagesTitle: Effects of Thermo-Mechanical Processing On The Microstructure and Mechanical Properties of NB Micro-Alloyed SteelAshutosh GautamNo ratings yet
- Torsional behavior of additively manufactured nickel alloy 718 under monotonic loading and low cycle fatigueDocument10 pagesTorsional behavior of additively manufactured nickel alloy 718 under monotonic loading and low cycle fatiguesfaNo ratings yet
- Quench and Partitioning OpportunityDocument9 pagesQuench and Partitioning OpportunityJoselo HRNo ratings yet
- Simulação Numérica Do Grão AusteníticoDocument17 pagesSimulação Numérica Do Grão AusteníticoThiago Marques IvaniskiNo ratings yet
- Metals: Influence of Hot Forging Parameters On A Low Carbon Continuous Cooling Bainitic Steel MicrostructureDocument11 pagesMetals: Influence of Hot Forging Parameters On A Low Carbon Continuous Cooling Bainitic Steel Microstructureth34560No ratings yet
- 2015-5.9 SleevesDocument28 pages2015-5.9 SleevesLuis CanoNo ratings yet
- 18 钎焊接头的蠕变损伤与寿命预测 张玉财Document18 pages18 钎焊接头的蠕变损伤与寿命预测 张玉财KAWAI LAWNo ratings yet
- Riser Sleeve Properties and Effect on Casting YieldDocument18 pagesRiser Sleeve Properties and Effect on Casting YieldDavindRa Soni100% (1)
- Susceptibility To Brittle Fracture of Flanges in ASTM A105Document18 pagesSusceptibility To Brittle Fracture of Flanges in ASTM A105Paul JamesonNo ratings yet
- Study of The Mechanical and Thermal Properties of Sn-5Sb (DR Alla Bahgat)Document15 pagesStudy of The Mechanical and Thermal Properties of Sn-5Sb (DR Alla Bahgat)eidelsayedNo ratings yet
- Xiao 2006Document11 pagesXiao 2006Jinoop A NNo ratings yet
- 3.cryogenic Heat TreatmentDocument5 pages3.cryogenic Heat TreatmentNitin ShelkeNo ratings yet
- Predicting Effect of Temperature Field On Sensitization of Alloy 690 WeldmentsDocument8 pagesPredicting Effect of Temperature Field On Sensitization of Alloy 690 WeldmentsRobert SimmonsNo ratings yet
- Characterising Microstructure in 9% Chromium Ferritic SteelsDocument15 pagesCharacterising Microstructure in 9% Chromium Ferritic SteelspmoinoNo ratings yet
- WARM FORMINGDocument3 pagesWARM FORMINGLailatul IsnaeniNo ratings yet
- Electrical Performance of Phase Change Memory Cells With Ge3Sb2Te6 Deposited by Molecular Beam EpitaxyDocument5 pagesElectrical Performance of Phase Change Memory Cells With Ge3Sb2Te6 Deposited by Molecular Beam EpitaxyJitendraBeheraNo ratings yet
- Aleaciones 7000 AlDocument20 pagesAleaciones 7000 AlDavid FellinNo ratings yet
- Retained Austenite and PittingDocument6 pagesRetained Austenite and PittingSuhaib AshrafNo ratings yet
- A Hip Joint SimulatorDocument6 pagesA Hip Joint SimulatorJason AlexNo ratings yet
- Understanding Distortion Mechanisms During Carburizing and QuenchingDocument12 pagesUnderstanding Distortion Mechanisms During Carburizing and Quenchingnilesh_092No ratings yet
- Relationship Between Microstructure and Ductility of Investment Cast ASTM F-75 Implant AlloyDocument7 pagesRelationship Between Microstructure and Ductility of Investment Cast ASTM F-75 Implant AlloyCatarina Pinto100% (1)
- 57IJMPERDAPR201957Document10 pages57IJMPERDAPR201957TJPRC PublicationsNo ratings yet
- Inconel 1 PDFDocument12 pagesInconel 1 PDFneyzaNo ratings yet
- Thermal Stability of Aluminum Afterfriction Stir Processing With Sic NanoparticlesDocument10 pagesThermal Stability of Aluminum Afterfriction Stir Processing With Sic NanoparticleschantivsNo ratings yet
- 1 s2.0 S0921509305013808 MainDocument7 pages1 s2.0 S0921509305013808 Mainsatyanarayana chvvNo ratings yet
- 1 s2.0 S2214860421001925 MainDocument46 pages1 s2.0 S2214860421001925 MainMohammed El Amine GUETNo ratings yet
- Jin_2018_IOP_Conf._Ser.__Mater._Sci._Eng._394_032123Document8 pagesJin_2018_IOP_Conf._Ser.__Mater._Sci._Eng._394_032123andresgarro01No ratings yet
- Thermal Cycling Analysis of Flip-Chip Solder Joint ReliabilityDocument8 pagesThermal Cycling Analysis of Flip-Chip Solder Joint Reliability鲁长武No ratings yet
- PowderMet Mertensetal PreprintDocument18 pagesPowderMet Mertensetal Preprintoyetunde ridwanNo ratings yet
- Manpreet Et Al 2019-9Document20 pagesManpreet Et Al 2019-9manpreetNo ratings yet
- Tensile Properties and Strain Rate SENSITIVITY OF Ti-47Al-2Cr-0.2Si Sheet Material With Different MicrostructuresDocument6 pagesTensile Properties and Strain Rate SENSITIVITY OF Ti-47Al-2Cr-0.2Si Sheet Material With Different MicrostructuresTommy NoviantoNo ratings yet
- High Strain Rate Superplasticity in A Friction Stir Processed 7075 Al AlloyDocument6 pagesHigh Strain Rate Superplasticity in A Friction Stir Processed 7075 Al AlloyAnand J LNo ratings yet
- Aop 299314 PDFDocument8 pagesAop 299314 PDFAkil PrabhuNo ratings yet
- Artigo 1Document9 pagesArtigo 1Santa MariaNo ratings yet
- 1516 1439 MR 22 01 E20180315 PDFDocument7 pages1516 1439 MR 22 01 E20180315 PDFMs3a ProduksiNo ratings yet
- Revealing austenite grain boundaries using thermal etchingDocument7 pagesRevealing austenite grain boundaries using thermal etchingravikr95No ratings yet
- Failure Analysis of Gas Turbine BladesDocument2 pagesFailure Analysis of Gas Turbine BladesUmairNo ratings yet
- Modeling Solidification Microstructures of Steel Round Billets Obtained by Continuous CastingDocument6 pagesModeling Solidification Microstructures of Steel Round Billets Obtained by Continuous CastingmbgepNo ratings yet
- Stress Rupture Behavior of Post-Weld Heat Treated 2-1/4Cr-1Mo Steel Weld MetalDocument56 pagesStress Rupture Behavior of Post-Weld Heat Treated 2-1/4Cr-1Mo Steel Weld Metalclaude.bouillot3566No ratings yet
- Effect of undissolved cementite on fatigue properties of high carbon steelsDocument5 pagesEffect of undissolved cementite on fatigue properties of high carbon steelsEngels OchoaNo ratings yet
- Effects of processing parameters on porosity and properties of plasma sprayed coatingsDocument12 pagesEffects of processing parameters on porosity and properties of plasma sprayed coatingsbensNo ratings yet
- Annals 2004 2 26Document6 pagesAnnals 2004 2 26Mustafa OğuzhanNo ratings yet
- WJ 1986 08 S203 PDFDocument10 pagesWJ 1986 08 S203 PDFKara WhiteNo ratings yet
- Carbo-Austempering - A New WrinkleDocument8 pagesCarbo-Austempering - A New WrinkleMustafa OğuzhanNo ratings yet
- Niva 1.6Document30 pagesNiva 1.6srba28No ratings yet
- Test Equipment: TEKFEN QA/QC Department Liquid Penetrant Testing MethodDocument11 pagesTest Equipment: TEKFEN QA/QC Department Liquid Penetrant Testing MethodMustafa OğuzhanNo ratings yet
- TD-4KP SetupGuide1 E01 WDocument2 pagesTD-4KP SetupGuide1 E01 WwongwswNo ratings yet
- Machine Automation ControllerDocument216 pagesMachine Automation ControllerMustafa OğuzhanNo ratings yet
- Installing Cgtech ProductsDocument154 pagesInstalling Cgtech ProductsapicpuequeNo ratings yet
- Fluval Manual PDFDocument7 pagesFluval Manual PDFMustafa OğuzhanNo ratings yet
- Wea Sm-r150 Gear-Iconx en Um TZ Final WacDocument43 pagesWea Sm-r150 Gear-Iconx en Um TZ Final WacAlfa096No ratings yet
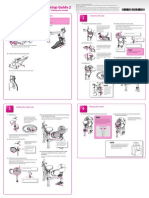
- TD-4KP SetupGuide2 E01 W PDFDocument2 pagesTD-4KP SetupGuide2 E01 W PDFMustafa OğuzhanNo ratings yet
- TD-4KP SetupGuide2 E01 W PDFDocument2 pagesTD-4KP SetupGuide2 E01 W PDFMustafa OğuzhanNo ratings yet
- EventsDocument2 pagesEventsMustafa OğuzhanNo ratings yet
- Novel Techniques for Selective Diamond GrowthDocument8 pagesNovel Techniques for Selective Diamond GrowthMustafa OğuzhanNo ratings yet
- Pro Street Motorcycle ManualDocument26 pagesPro Street Motorcycle ManualMustafa OğuzhanNo ratings yet
- Hotspot: Thielsch EngineeringDocument1 pageHotspot: Thielsch EngineeringMustafa OğuzhanNo ratings yet
- Fe-C Phase DiagramDocument34 pagesFe-C Phase DiagramYoung-long Choi100% (1)
- Impact Toughness and Damping Capacity of Fe-Cr AlloysDocument3 pagesImpact Toughness and Damping Capacity of Fe-Cr AlloysMustafa OğuzhanNo ratings yet
- Diagram Fasa Fe-CDocument12 pagesDiagram Fasa Fe-CRudi HirarkiNo ratings yet
- Steel ImagesDocument49 pagesSteel ImagesMustafa OğuzhanNo ratings yet
- Welding Rod Selection 2 PDFDocument1 pageWelding Rod Selection 2 PDFPrior Drake89% (9)
- Basics of Metallurgy & Material TestingDocument62 pagesBasics of Metallurgy & Material TestingMustafa Oğuzhan100% (2)
- 1 Esab Selectin ChartDocument14 pages1 Esab Selectin ChartmohamedabubackerNo ratings yet
- Microsoft Power Point - Insurance and Incoterms 2010 - VcciDocument9 pagesMicrosoft Power Point - Insurance and Incoterms 2010 - VcciSummerHoang ChinhNo ratings yet
- 1 Esab Selectin ChartDocument14 pages1 Esab Selectin ChartmohamedabubackerNo ratings yet
- JoyeriaDocument8 pagesJoyeriasferrandNo ratings yet
- Austinitic WeldDocument43 pagesAustinitic WeldJim GrayNo ratings yet
- 1 Esab Selectin ChartDocument14 pages1 Esab Selectin ChartmohamedabubackerNo ratings yet
- Euro 410 Ni MoDocument1 pageEuro 410 Ni MoMustafa OğuzhanNo ratings yet
- Material Data Sheet: Ultrachrome® High CR, Low CDocument3 pagesMaterial Data Sheet: Ultrachrome® High CR, Low CfendixNo ratings yet
- Steel Steel Steel Steel Plate/sheet Plate/sheet Plate/sheet Plate/sheet For For For ForDocument1 pageSteel Steel Steel Steel Plate/sheet Plate/sheet Plate/sheet Plate/sheet For For For ForMuhammadShabbirNo ratings yet
- Performance of Vibrated Stone Columns in Soft ClayDocument7 pagesPerformance of Vibrated Stone Columns in Soft Clayvidyaranya_bNo ratings yet
- Ge F-Class Gek111895Document2 pagesGe F-Class Gek111895gopinathsampath0% (2)
- Flying Windmills: Conventional WindmillDocument7 pagesFlying Windmills: Conventional WindmillGógul100% (1)
- The University of Calgary: Schulich School of EngineeringDocument9 pagesThe University of Calgary: Schulich School of EngineeringAzizi3ameelNo ratings yet
- Designand Performanceof Soft Ground Improvement Using PVDwithandwithout Vacuum ConsolidationDocument17 pagesDesignand Performanceof Soft Ground Improvement Using PVDwithandwithout Vacuum ConsolidationShadabNo ratings yet
- TK-ALCOZAP-2020-01-06-Rev. DDocument65 pagesTK-ALCOZAP-2020-01-06-Rev. DDaniel Gómez100% (1)
- Vibration Analysis GuideDocument40 pagesVibration Analysis Guidealxmaas100% (3)
- Electromagnetism ReferencesDocument7 pagesElectromagnetism ReferencesNivethithaa DhanrajNo ratings yet
- Cartabond EZI Liquid FTDocument4 pagesCartabond EZI Liquid FTMiguel Perenguez100% (1)
- GMAW GuideDocument21 pagesGMAW GuidewhoopsoopsNo ratings yet
- Unit-1: Mode Theory of Circular WaveguideDocument16 pagesUnit-1: Mode Theory of Circular WaveguideRahul KumarNo ratings yet
- 3 04 LT Cooling SystemDocument25 pages3 04 LT Cooling Systemstopless_dalian685No ratings yet
- Analiza Termica Disc FranaDocument8 pagesAnaliza Termica Disc FranaLuca VictorNo ratings yet
- 2.1 RaySafe Xi Classic Specifications en WebDocument8 pages2.1 RaySafe Xi Classic Specifications en WebCat-PerNo ratings yet
- Physics Final Exam I ReviewDocument58 pagesPhysics Final Exam I ReviewNicole WheelerNo ratings yet
- Heat Exchange Modeling of A Grate Clinker Cooler and Entropy Production AnalysisDocument9 pagesHeat Exchange Modeling of A Grate Clinker Cooler and Entropy Production AnalysisNhacaNo ratings yet
- Chiller Carrier 30XA-400Document26 pagesChiller Carrier 30XA-400EdwinRamirezNo ratings yet
- Chemical Synthesis of NanoparticlesDocument8 pagesChemical Synthesis of NanoparticlesHerradlin100% (1)
- Multiphase - Pumps - Axel CalgaryDocument45 pagesMultiphase - Pumps - Axel CalgaryAlberto Enrique De Santa Anna CampderáNo ratings yet
- Chevron GST 2300Document2 pagesChevron GST 2300Asuh Rifqi PrihandanaNo ratings yet
- Zirconia As A Dental BiomaterialDocument14 pagesZirconia As A Dental BiomaterialaliNo ratings yet
- Optical Fiber Structure & Light TransmissionDocument83 pagesOptical Fiber Structure & Light Transmissionece Ms.G.Bhargavi100% (1)
- Fluid Flow OperationDocument2 pagesFluid Flow OperationShubham imtsNo ratings yet
- Fans and BlowersDocument51 pagesFans and BlowersJohn Kennedy FernandesNo ratings yet
- Modeling and Simulation of Four-Bar Planar Mechanisms Using AdamsDocument7 pagesModeling and Simulation of Four-Bar Planar Mechanisms Using AdamsIAEME PublicationNo ratings yet
- Practical Data Metallurgists (4023) - Sept 06 PDFDocument130 pagesPractical Data Metallurgists (4023) - Sept 06 PDFScott TrainorNo ratings yet
- Condensate Drain Calculation - Lab AHUDocument1 pageCondensate Drain Calculation - Lab AHUkokocdf75% (8)
- Advanced Artificial Lift Methods - PE 571Document29 pagesAdvanced Artificial Lift Methods - PE 571Ruben Chirinos OlivaresNo ratings yet