You might also like
- A Review of RhomboidityDocument10 pagesA Review of RhomboidityShrey GulatiNo ratings yet
- About Initial Solidification of Steel in Continuous CastingDocument9 pagesAbout Initial Solidification of Steel in Continuous CastingSoumya VaranasiNo ratings yet
- Tramp Elements and Billet CarckingDocument7 pagesTramp Elements and Billet CarckingOmar TahaNo ratings yet
- Are View of The Rhomboid It y Problem in Billet CastingDocument11 pagesAre View of The Rhomboid It y Problem in Billet CastingSuhaib AshrafNo ratings yet
- Steel Making2Document147 pagesSteel Making2satish_trivediNo ratings yet
- Continuous Casting and Mould Level ControlDocument15 pagesContinuous Casting and Mould Level Controlsalvador2meNo ratings yet
- Development of High Strength Construction RebarsDocument13 pagesDevelopment of High Strength Construction Rebarsosman recai100% (3)
- Understanding The Properties of Oxide Scales On Hot Rolled Steel StripDocument6 pagesUnderstanding The Properties of Oxide Scales On Hot Rolled Steel Stripradinasr100% (1)
- Steel CastingsDocument50 pagesSteel CastingsVijayakumar TNo ratings yet
- Steeelmaking 130109095431 Phpapp02Document251 pagesSteeelmaking 130109095431 Phpapp02Debasish Chatterjee ChatterjeeNo ratings yet
- CONTINUOUS CASTING ColloquiumDocument18 pagesCONTINUOUS CASTING ColloquiumakritiNo ratings yet
- The Phosphorus Reaction in Oxygen Steelmaking - Thermodynamic Equi PDFDocument211 pagesThe Phosphorus Reaction in Oxygen Steelmaking - Thermodynamic Equi PDFakshukNo ratings yet
- 28 Casting Processes 3 Continuous Casting of Steel - Solidification.20101112.4cdda08c2c28b1.24761975Document20 pages28 Casting Processes 3 Continuous Casting of Steel - Solidification.20101112.4cdda08c2c28b1.24761975Syed HasniNo ratings yet
- Lecture Casting InSteelCon 2007Document8 pagesLecture Casting InSteelCon 2007radynasrNo ratings yet
- Mold Oscillation and Negative Strip Time PDFDocument14 pagesMold Oscillation and Negative Strip Time PDFPrakash SarangiNo ratings yet
- Clean Steel Practices in The Melt ShopDocument3 pagesClean Steel Practices in The Melt Shopmp87_ingNo ratings yet
- Presentation BSWDocument75 pagesPresentation BSWBharath100% (1)
- Billet Defects - Pinhole and Blowhole Formation, Prevention and Evolution PDFDocument10 pagesBillet Defects - Pinhole and Blowhole Formation, Prevention and Evolution PDFSebastian KrdnasNo ratings yet
- Types of Reheating FurnacesDocument4 pagesTypes of Reheating FurnacesziadNo ratings yet
- Strollberg LEO WorkshopDocument54 pagesStrollberg LEO WorkshopBinod Kumar PadhiNo ratings yet
- Present Indian Steel Making Practice and Its Scenario: Introduction: WHAT IS STEEL?Document10 pagesPresent Indian Steel Making Practice and Its Scenario: Introduction: WHAT IS STEEL?SarbajitManna100% (1)
- End Splitting During Long Products Rolling - Billet Quality of Rolling ProcessDocument27 pagesEnd Splitting During Long Products Rolling - Billet Quality of Rolling ProcessJorge MadiasNo ratings yet
- Casting Defects in SteelsDocument4 pagesCasting Defects in SteelsShamsur Rahman Russell100% (1)
- A New Method For Roll Pass Design Optimi PDFDocument12 pagesA New Method For Roll Pass Design Optimi PDFFarooq Ameer Jordan WalaNo ratings yet
- Yield Improvement Steel Castings PDFDocument321 pagesYield Improvement Steel Castings PDFMy Dad My WorldNo ratings yet
- Annex 1 CCM ProcessDocument16 pagesAnnex 1 CCM ProcessehsanNo ratings yet
- Steel CleanlinessDocument22 pagesSteel Cleanlinessdrbeyer100% (1)
- Metallurgical Defects of Cast Steel: SeminarDocument26 pagesMetallurgical Defects of Cast Steel: SeminarAndré RibeiroNo ratings yet
- Desulfurization of SteelDocument69 pagesDesulfurization of SteelPouria Homayoun100% (2)
- Steel Cleanliness PaperDocument34 pagesSteel Cleanliness PaperyanuarNo ratings yet
- Macrostructure Defect in Continuous Steel CastingDocument13 pagesMacrostructure Defect in Continuous Steel CastingHasna RiazNo ratings yet
- Alloys and Types of SteelDocument16 pagesAlloys and Types of SteelRajatNo ratings yet
- Tundish Inclusion ArrestDocument71 pagesTundish Inclusion ArrestAmiy SrivastavaNo ratings yet
- JSW Casting EquipDocument23 pagesJSW Casting EquipArnab GhoshNo ratings yet
- Fluid Flow in Tundish PDFDocument73 pagesFluid Flow in Tundish PDFPrakash SarangiNo ratings yet
- Ladle Refining FurnaceDocument3 pagesLadle Refining FurnaceBibhudutta mishraNo ratings yet
- Improvement of Surface Quality of Continuously Cast Steel Control PDFDocument130 pagesImprovement of Surface Quality of Continuously Cast Steel Control PDFChrist ChristiNo ratings yet
- Studies On Direct Reduced Iron Melting in Induction FurnaceDocument10 pagesStudies On Direct Reduced Iron Melting in Induction FurnaceAhmed SobhiNo ratings yet
- CVSRM PresentationDocument102 pagesCVSRM Presentationrazen_inNo ratings yet
- High Carbon Steel Rolling DMHDocument10 pagesHigh Carbon Steel Rolling DMHimtiyaz aliNo ratings yet
- Overview of Iron and Steel MakingDocument24 pagesOverview of Iron and Steel MakingAryan MishraNo ratings yet
- Hot RollingDocument8 pagesHot Rollingshah naumanNo ratings yet
- Special CastingDocument24 pagesSpecial CastingManohara ErlaNo ratings yet
- Ironmaking and Steelmaking Theory and PracticeDocument9 pagesIronmaking and Steelmaking Theory and PracticeRasul BzNo ratings yet
- Continuous Casting Mould Powders - Ispatguru PDFDocument10 pagesContinuous Casting Mould Powders - Ispatguru PDFajay kumarNo ratings yet
- Rolling (Metalworking) : Roller MillDocument45 pagesRolling (Metalworking) : Roller MilldnyaneshwarNo ratings yet
- Advances in SteelmakingDocument189 pagesAdvances in SteelmakingAnjaniAkula100% (1)
- Continuous Casting of Steel PDFDocument10 pagesContinuous Casting of Steel PDFStefan MihalacheNo ratings yet
- Automated Coil Trimming System For Wire Rod Mills in The Digital EraDocument10 pagesAutomated Coil Trimming System For Wire Rod Mills in The Digital EraJJNo ratings yet
- Stainless Steel AOD Operation and Slag Optimisation PDFDocument41 pagesStainless Steel AOD Operation and Slag Optimisation PDFPrakash MishraNo ratings yet
- The TEMPCORE ProcessDocument15 pagesThe TEMPCORE ProcessShanna Lee100% (1)
- Slit Rolling TechnologyDocument6 pagesSlit Rolling Technologyeng_ahmedkassemNo ratings yet
- Bhushan Traioning Report 786Document53 pagesBhushan Traioning Report 786Deepak Giri50% (2)
- Billets ProcessDocument5 pagesBillets ProcessWewey NuestroNo ratings yet
- The Iron Puddler My life in the rolling mills and what came of itFrom EverandThe Iron Puddler My life in the rolling mills and what came of itNo ratings yet
- Information Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981From EverandInformation Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981No ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- CZ Mono Polycilicon Melting The Effects of Argon Gas Flow RateDocument7 pagesCZ Mono Polycilicon Melting The Effects of Argon Gas Flow RateUgur KayaNo ratings yet
- Materials 10 00676 v2 PDFDocument49 pagesMaterials 10 00676 v2 PDFUgur KayaNo ratings yet
- Ibsdiets Fodmap ChartDocument3 pagesIbsdiets Fodmap ChartMuriloMatteiNo ratings yet
- Perzyk Kochanski Mazurek Karczewski Selected PrinciplesDocument6 pagesPerzyk Kochanski Mazurek Karczewski Selected PrinciplesUgur KayaNo ratings yet
- The Estimation of The Quenching Effects PDFDocument33 pagesThe Estimation of The Quenching Effects PDFUgur KayaNo ratings yet
- Down FileDocument11 pagesDown FileUgur KayaNo ratings yet
- Squeeze CastingDocument27 pagesSqueeze CastingSantosh GoudarNo ratings yet
- Segregation of P in Sub-Rapid Solidified SteelsDocument28 pagesSegregation of P in Sub-Rapid Solidified SteelsUgur KayaNo ratings yet
- Control Technology of Solidification and CoolingDocument36 pagesControl Technology of Solidification and CoolingUgur KayaNo ratings yet
- Semisolid ProcessingDocument19 pagesSemisolid ProcessingUgur KayaNo ratings yet
- Modelling of The Refining Processes in TheDocument25 pagesModelling of The Refining Processes in TheUgur KayaNo ratings yet
- Methods For The Enhancement of MassDocument21 pagesMethods For The Enhancement of MassUgur KayaNo ratings yet
- Oxidative Hydrometallurgy of Sulphide MineralsDocument19 pagesOxidative Hydrometallurgy of Sulphide MineralsUgur KayaNo ratings yet
- [5]Document21 pages[5]Valentina Rios RiosNo ratings yet
- Die Casting and New RheocastingDocument19 pagesDie Casting and New RheocastingUgur Kaya100% (1)
- Progress in Investment CastingsDocument48 pagesProgress in Investment CastingsUgur KayaNo ratings yet
- Research On Simulation and Casting of MechanicalDocument38 pagesResearch On Simulation and Casting of MechanicalUgur KayaNo ratings yet
- Fracture Toughness of Metal CastingsDocument28 pagesFracture Toughness of Metal CastingsUgur KayaNo ratings yet
- Permanent Molding of Cast Irons - Present Status andDocument52 pagesPermanent Molding of Cast Irons - Present Status andUgur KayaNo ratings yet
- Thermomechanical Treatments For Ni-Ti AlloysDocument24 pagesThermomechanical Treatments For Ni-Ti AlloysUgur KayaNo ratings yet
- Evaluation and Modification of The Block Mould Casting ProcessDocument28 pagesEvaluation and Modification of The Block Mould Casting ProcessUgur KayaNo ratings yet
- New Casting Method of Bionic Non-Smooth Surface On The Complex CastsDocument14 pagesNew Casting Method of Bionic Non-Smooth Surface On The Complex CastsUgur KayaNo ratings yet
- Accuracy Improving Methods in Estimation of GraphiteDocument20 pagesAccuracy Improving Methods in Estimation of GraphiteUgur KayaNo ratings yet
- Ni25Ti50Cu25 Shape Memory Alloy ProducedDocument24 pagesNi25Ti50Cu25 Shape Memory Alloy ProducedUgur KayaNo ratings yet
- Mechanics of Shape Memory Alloy MaterialsDocument36 pagesMechanics of Shape Memory Alloy MaterialsUgur KayaNo ratings yet
- The Methods of PreparationDocument26 pagesThe Methods of PreparationUgur KayaNo ratings yet
- NiTi Shape Memory AlloysDocument18 pagesNiTi Shape Memory AlloysUgur KayaNo ratings yet
- Micromechanical Behavior of CuAlBe ShapeDocument16 pagesMicromechanical Behavior of CuAlBe ShapeUgur KayaNo ratings yet
- Me203 HW7 SolutionDocument6 pagesMe203 HW7 SolutionMohammed AlbazzazNo ratings yet
- NuPolar Quality Testing and ComparisonsDocument12 pagesNuPolar Quality Testing and Comparisonsou82muchNo ratings yet
- Modem StandardsDocument28 pagesModem StandardsShammer ShaNo ratings yet
- Partially Miscible LiquidsDocument4 pagesPartially Miscible LiquidsCatriona BlackNo ratings yet
- In The: CavityDocument9 pagesIn The: Cavitybrowar444No ratings yet
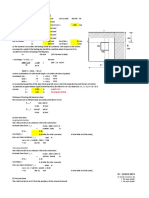
- Iso With Eccentric LoadingDocument12 pagesIso With Eccentric Loadingsaubhagya majhiNo ratings yet
- Unit 3 Study Guide and ExercisesDocument2 pagesUnit 3 Study Guide and ExercisesTuan NguyenNo ratings yet
- ISO 10110 Optical Drawing StandardsDocument17 pagesISO 10110 Optical Drawing Standardskalvino314No ratings yet
- ISORIA 20 BrochureDocument16 pagesISORIA 20 BrochuremariodalNo ratings yet
- Chapter3 Torsion FinalDocument78 pagesChapter3 Torsion FinalNaveen KumarNo ratings yet
- BevelsDocument15 pagesBevelsJitender Reddy50% (2)
- Transformers 2023Document36 pagesTransformers 2023dgongorNo ratings yet
- Final Field ProjectDocument7 pagesFinal Field ProjectKarl KaiNo ratings yet
- PPT11 12 Ic 2.3 PPT1112 Id 2.4 Realized That The Methods of Philosophy LeadDocument47 pagesPPT11 12 Ic 2.3 PPT1112 Id 2.4 Realized That The Methods of Philosophy LeadShayne Pagwagan100% (1)
- Ieee 1584 Guide Performing Arc Flash Calculations ProcedureDocument6 pagesIeee 1584 Guide Performing Arc Flash Calculations ProcedureBen ENo ratings yet
- Quiz Sectiunea 7Document5 pagesQuiz Sectiunea 7Bogdan BrkicNo ratings yet
- KHDtrack Standard 7Document30 pagesKHDtrack Standard 7Aziz AzizNo ratings yet
- (Paul Cilliers, Rika Preiser) Complexity, DifferenceDocument302 pages(Paul Cilliers, Rika Preiser) Complexity, Differencehghghgh100% (3)
- Erection Manual Hydro-1Document63 pagesErection Manual Hydro-1rajfab100% (1)
- Getting Started With Experion Software GuideDocument28 pagesGetting Started With Experion Software Guidebeerman81No ratings yet
- Basics of Circuit Analysis: RC RLCDocument18 pagesBasics of Circuit Analysis: RC RLCdavissblaineNo ratings yet
- Lean ManufacturingDocument28 pagesLean ManufacturingagusNo ratings yet
- RONDO 2 Audio Processor: Product CatalogueDocument24 pagesRONDO 2 Audio Processor: Product CatalogueLong An DoNo ratings yet
- Math PerformanceDocument2 pagesMath PerformanceMytz PalatinoNo ratings yet
- Unit 4 Rate of Reaction AnswersDocument38 pagesUnit 4 Rate of Reaction Answersareyouthere92No ratings yet
- BS en 10028-1Document24 pagesBS en 10028-1Andrei Balázs100% (1)
- Semiconductor Devices and Circuits LaboratoryDocument53 pagesSemiconductor Devices and Circuits LaboratoryKaryampudi RushendrababuNo ratings yet
- On The Theories of Plates and Shells at The Nanoscale: Holm Altenbach and Victor A. EremeyevDocument34 pagesOn The Theories of Plates and Shells at The Nanoscale: Holm Altenbach and Victor A. EremeyevAbr. MengistuNo ratings yet
- Aphing Systemsof Linear Inequalities PR5Document3 pagesAphing Systemsof Linear Inequalities PR5Panagiotis SotiropoulosNo ratings yet
- Cisco Nexus 9300 ACI Fixed Spine Switches: Product OverviewDocument7 pagesCisco Nexus 9300 ACI Fixed Spine Switches: Product OverviewMahmoud RamadanNo ratings yet








































































![[5]](https://imgv2-1-f.scribdassets.com/img/document/131561194/149x198/31be7b085b/1363837514?v=1)